大幅面激光切割机X轴行走机构设计
2022-10-10陈志森江苏金方圆数控机床有限公司
文/陈志森·江苏金方圆数控机床有限公司
大幅面激光切割机主要用于船舶加工、轨道交通、工程机械、矿山机械、5G铁塔、压力容器等行业,主要由床身(X轴)、工作台、横梁(Y轴)、滑板、切割头(Z轴)组成,见图1。机床使用龙门双驱结构形式,床身整体焊接,横梁钢板折弯焊接,工艺方面均退火后粗加工,热时效处理后精加工。床身使用齿轮齿条传动,根据不同的导向部件,设计X轴行走机构,保证齿轮传动的啮合齿隙。
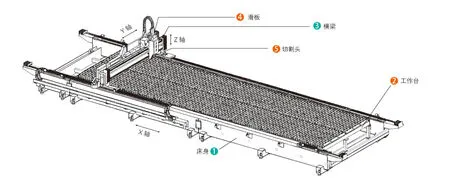
图1 机床组成结构图
工件放在工作台上,横梁在床身上进行X轴向运动,切割头在横梁上进行Y轴向运动,切割嘴相对板材的距离进行上下Z轴向运动,完成数控激光切割机三个方向的自由运动。加工时从激光器发出的激光经反射光道由切割嘴射出,聚焦在板材内部,获得很高的功率密度,使光斑范围内的材料在短时间内达到熔化或汽化温度。利用氧化熔化的切割方法切割碳钢板。激光在加工薄板时没有切削力,故进给速度可以接近机器的快速进给速度。X轴行程由轨道长度决定,用齿轮齿条传动,以1m为单位可以无限延长。齿轮传动为了圆滑流畅,要保证啮合时齿面间的间隙,平行齿轮副的侧隙可以通过增减中心距离(径向间隙)调整齿轮副的齿隙。机床的导向部件是机床的重要零件之一,起承载作用,对执行部件起引导作用,它在很大程度上决定机床的刚度、与精度,X轴的导向部件可用滚动导轨或钢轨,根据选择的导向部件不同设计不同的行走机构。
技术参数计算
市场上各家推出的大幅面激光切割机技术参数基本在表1所示范围内。
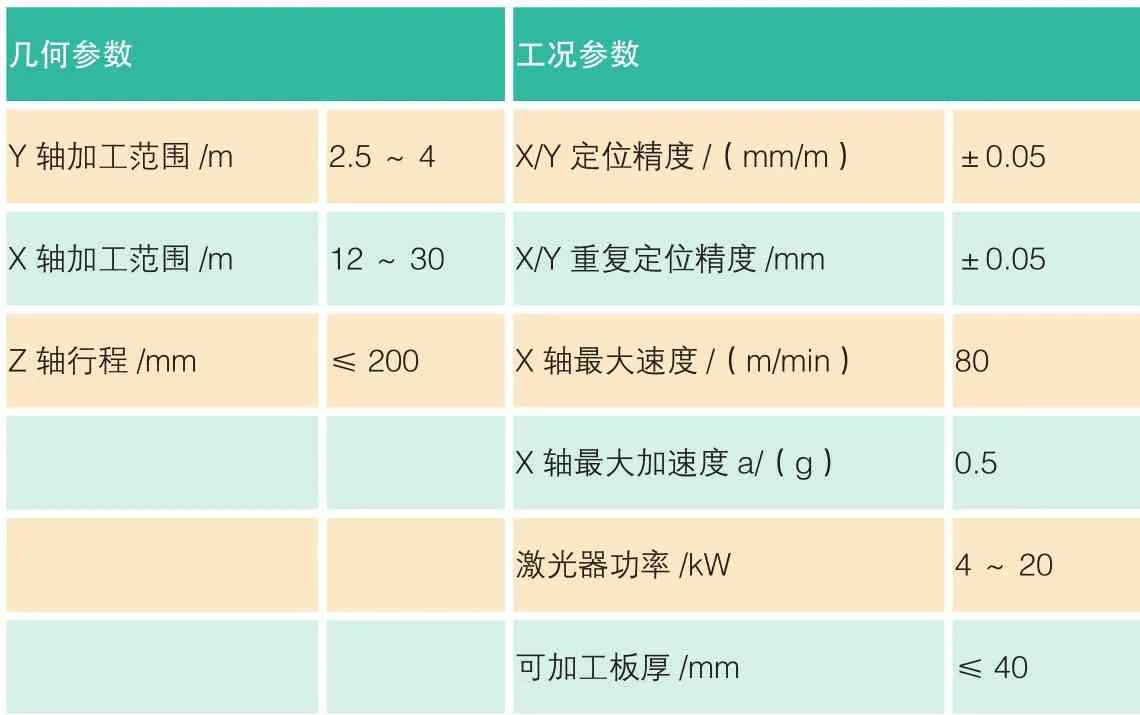
表1 机床技术参数
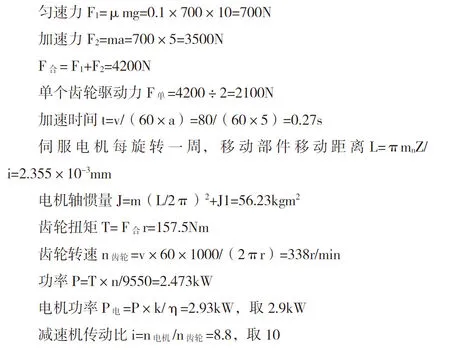
其他技术参数:负载为横梁部分+Z轴部分+电缆拖链,即500+120+80=700kg;安全系数K=1.5~2;机械效率η=90%;直线导轨摩擦系数μ=0.1;钢轨摩擦系数μ=0.2。
齿轮设计直齿轮模数mn≥1.5mm,斜齿轮模数mn≥2mm,齿数Z>17,选用直齿轮模数mn=3mm,齿数Z=25,齿宽b=30mm,伺服电机转速n电机=3000r/min。
减速机传动比计算过程如下。
钢轨导向X轴行走机构设计
行走钢轨为铁路用轨,切面呈“工”字形,种类和强度用千克/米(kg/m)表示,每米的重量越重,钢轨所能承受的载荷也越大。钢轨由轨头、轨腰及轨底三部分组成,具有价格便宜、抗弯性能好、抗振性强的优点,缺点是传动精度不高,平稳性差。
钢轨行走机构(图2)采用伺服电机减速机驱动的齿轮齿条作为运动方式,齿轮齿条传动负载大、疲劳使用寿命长、工作平稳可靠。通过这种传动可以平稳地推进切割头快速而准确地运行到切割位置。行走机构中使用偏心轴轴承夹紧钢轨,毛毡齿轮润滑,旋转座转动调整齿隙。平键限制机构上下位移,切割轨迹运行平稳。
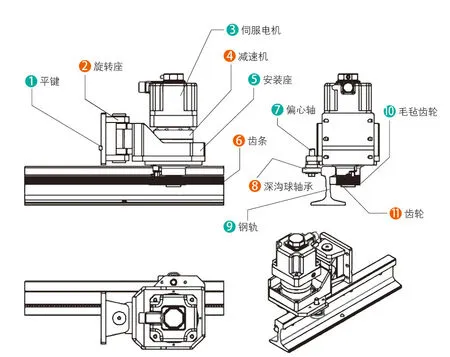
图2 钢轨行走机构示意图
直线导轨导向X轴行走机构设计
直线导轨依靠与轨道两侧互成45°的两列承载滚球作为引导,使滑块内的钢珠在导轨表面做无限滚动循环。负载平台能沿着滑轨轻易地做高精度线性运动,优点是运动灵敏、低速平稳性好、定位精度高,缺点是刚性和抗振性差,成本高,要有良好的维护保养措施。
机构使用安装板加工直槽口和减速机法兰安装孔,润滑系统用毛毡齿轮随动润滑。具体结构见图3,安装板与连接座连接,调节座上M10的内六角螺钉顶住安装板侧边,用六角扳手拧动螺钉调整齿轮侧向位移,调节齿轮齿条啮合齿隙。
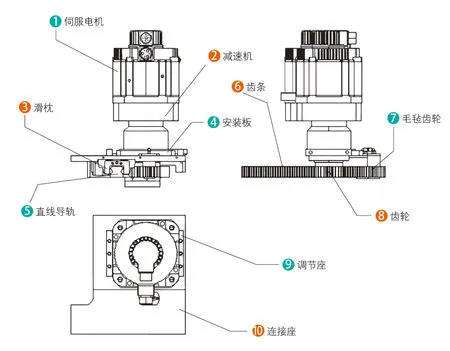
图3 直线导轨行走机构示意图
结 束 语
激光切割机切割板材的准确度和运行的平稳度,取决于齿轮齿条的运行情况。本次设计齿轮齿条参数相同,根据不同的导向部件特性设计不同的X轴行走机构,钢轨使用偏心轴夹紧调节传动齿隙,直线导轨通过M10螺钉调节。两种机构各有优缺点,需要根据具体使用场景选择。
