高功率系统与智能硬件组合:解决各种材质的稳定性切割难题
2022-10-09李桐娜上海柏楚电子科技股份有限公司
文/李桐娜·上海柏楚电子科技股份有限公司
随着功率的增长,激光可切割的板材厚度也随之增长,激光制造应用的行业领域愈加广泛(如钢构、造船业、风能发电、重型工程设备制造等),激光切割可以有效缩短加工周期、提升加工精度、降低加工成本。随之而来,对生产的稳定性诉求愈加强烈,从穿孔到切割,激光下料的全过程,每一环的稳定性都会影响到下一环的效率。
在激光切割作业中,为保证工件能自然掉落且工件断面质量效果好,大多数厚板加工常见的行为是,操作工手拿手持盒爬上机床,通过双眼“监视”出光过程,见图1。一旦割缝异常便即刻暂停机床运作,并执行回退重切动作。若重切效果仍是不好,则操作工需要下机床进行工艺微调后,再上机床按手持盒上的“继续”按键,继续“监视”出光过程。上述流程反复进行,直至确保工件能自然掉落、断面质量效果又好,才可安心离开机床。这样的“监控生产”,虽然保证了稳定性,却降低了效率,并且最关键的是整个流程下来操作工的人身安全时刻会受到威胁。

图1 操作工上机床“盯梢”
智能采集、精准分析,为稳定性安全生产保驾护航
柏楚8000高功率系统,搭配波刺BLT智能切割头,针对以上问题开发了多种方式来保障激光下料的稳定性。其核心理念是用智能化、自动化替代操作经验和人工,主要流程是通过系统将操作工的经验、切割对象、外部设备等一系列环境因素的不同状态转化成一系列数据,再通过BLT智能切割头的内部传感器进行数据采集,经过系统分析实现实时判断工件的切割质量是否稳定,切割头镜片、气体、激光器等外设的状态是否正常等。并且可以自动优化工艺参数,保证切割质量一致性,进而减少后道处理工序。异常发生时能即刻报警,减少损失,减少停机次数,避免机床的意外损坏。最重要的是无需操作工再上机床,省去人为监视和干预,在提高设备自动化运转和智能化生产的同时,人身安全也得到了保证。
实时检测、稳定输出,让切割设备更持久
在激光加工前,切割头、气体、激光器的状态需要准备好才能投产。普通切割头的出气过程,不同喷嘴和同一喷嘴的气压值不能保证始终达到理论值,只能保证比例阀输出的气压是稳定的。同样10公斤压力的空气,通过不同大小喷嘴口吹出来的气压值也是不同的,小口径的喷嘴气压要比大口径的喷嘴气压大。其次普通的切割头无法监控到气压的波动,也无法检测到气源不足等数据信息。气压不足、气压不稳定,都会导致切割不稳定,尤其在气压不足时,很容易炸掉保护镜。
氧气气压稳定性是厚板切割的核心要素之一,气路布局质量直接影响加工效率和气压性能。柏楚8000系统搭配BLT智能切割头,在更换喷嘴后仅需一键气压标定即可测定该喷嘴的气压DA比例关系,保证喷嘴处的气压可以准确达到理论值,见图2、图3。由于搭配了BLT智能切割头,柏楚8000系统能够实时监测和反馈气压状态,在气压不稳时能实时动态调整输出的气压,保证切割质量的稳定性;若气压不足,系统会及时报警提醒操作员,避免炸裂保护镜,降低保护镜损耗。此外,通过BLT智能切割头,还可以智能分析气路的质量,辅助OEM检查和优化气路等。
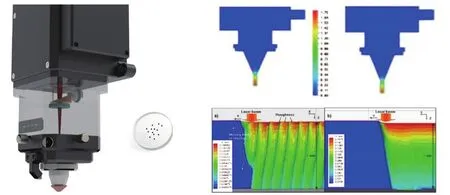
图2 气压自标定
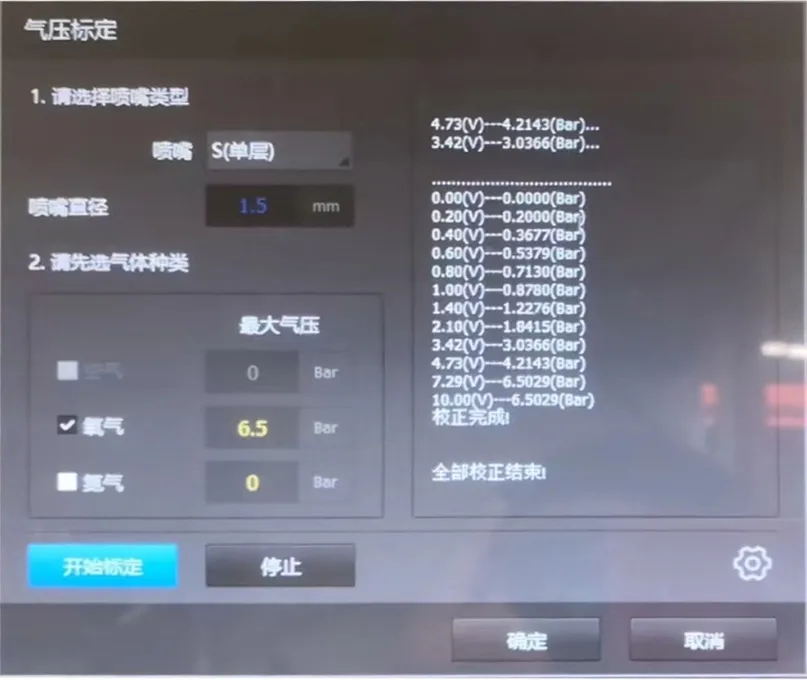
图3 气压标定结果
系统依靠BLT智能切割头内部的传感器,也能实时监测切割头保护镜的状态,当气路异常、镜片污染、激光光束发散角过大时,系统通过传感器采集的数据智能分析并报警,防止保护镜炸裂,减少损失。
智能穿孔:智能优化,质量效率双提高
在激光下料过程中,为了保证工艺的通用性和穿孔的稳定性,往往穿孔参数的设定会相对保守,这就导致了效率的降低,在厚板加工中尤为明显。厚板生产中,穿孔效率提高,整体的能效也会提升。针对这一情况,柏楚8000系统利用BLT切割头的传感器,实现了“智能穿孔”功能,见图4。首先,该功能可实时监测穿孔过程中板材是否穿透,一旦穿透即刻开始按轨迹切割。假设初始设置为三级穿孔,但在二级穿孔完成时板材就已经被穿透,无需执行下一级穿孔就可以直接开始切割,所节省下来的时间可以再多加工一张板材。其次,系统借助传感器这双眼睛,能智能判断下方板材是否已被切透,防止没有切透的地方由于直接切割激起碎渣而导致保护镜炸裂。通过“智能穿孔”功能,智能优化整个穿孔过程,不仅大幅缩短穿孔时间,并提高了穿孔质量,减少了保护镜损耗。
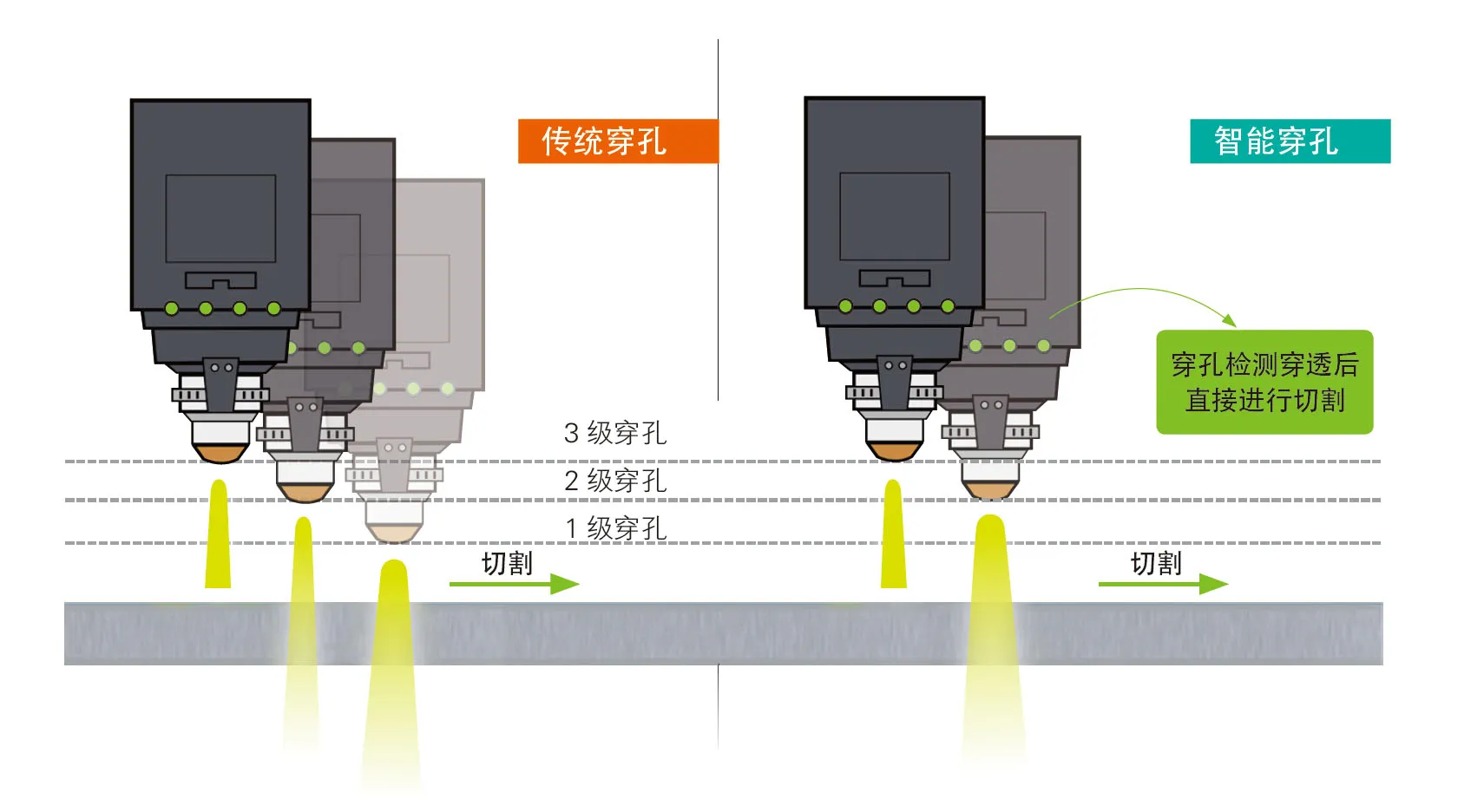
图4 智能穿孔与传统穿孔对比
熔池检测:多材适配,参数互联降低工艺难度
在同一种材质中,如碳钢根据其含碳量的不同又分为多种型号,不同型号的碳钢成分不同(如Q235、Q345、45#、Q355、红皮板、青皮板、大锈板等),随着含碳量的增加,钢的强度、硬度升高,塑性、韧性和可焊性降低。这种情况下用一套工艺来适配不同型号的碳钢,显然很难。当面对新的材质、同一板材中不同区域的材质发生变化或厚板长时间大功率出光导致焦点偏移等问题时,原本的工艺无法保证切割的一致性。
通过BLT切割头这双“眼睛”,柏楚8000系统实现了“熔池检测”(图5)功能。开启“熔池检测”功能后,通过切割头与系统数据互联,在算法上实现工艺参数闭环,见图6。调整焦点实现割缝闭环,解决了焦点偏移割不透的问题;主动调速实现速度闭环,保证零件闭口掉落;针对材质不明的情况下可提供参数推荐。无需人为介入就可以保证生产的稳定性,在操作工毫无察觉的情况下就将工艺调整到稳定的效果,同时也大大降低了工艺调试难度,不管对OEM还是终端,都是一个省时省力的工具。
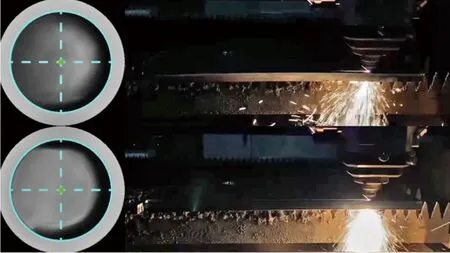
图5 熔池检测
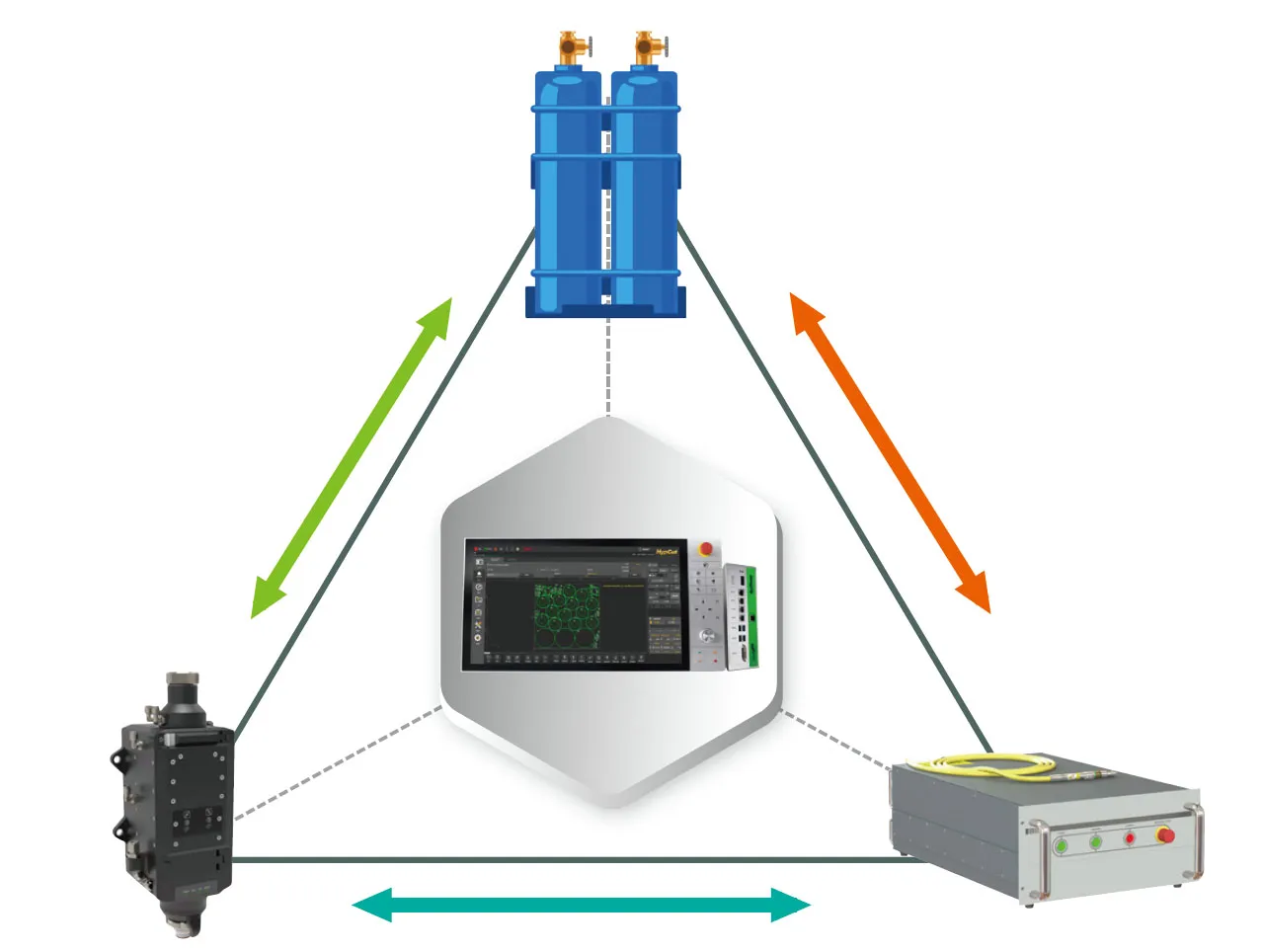
图6 数据监控
过程监控:省时省力,自动安全高效生产
在超厚不锈钢的切割过程中,由于高温作用和板材材质不均匀等原因,板材表面的部分区域易产生等离子体。等离子体会使激光光束不能直接照射到金属材料上,同时还会吸收光束的能量,使原本可以稳定切割的工艺无法继续切割,出现切不透的情况。传统的解决方案不外乎两种:一是降速切割,二是操作工盯梢加工随时准备暂停回退再切割。前者效率低,后者不安全。针对这种情况,柏楚8000系统搭配BLT智能切割头的传感器,开发了“过程监控”功能,见图7,在切割过程时刻监测等离子体,一旦发现等离子体自动回退重新切割,操作工无需爬上机床盯梢。

图7 使用过程监控自动回切——切透的效果
智能收刀:无瘤无缺,加工更畅快
常见的钢结构建筑里,构件的铆合离不开螺栓,尤其在H型构件的两端连接处,对螺栓的强度要求更高,这也就要求构件上的螺栓孔断面质量必须很高,断面要光滑,不能有瘤子。但在加工碳钢材料时,工件末端的内壁底部会留有一个水滴状的熔瘤,后续需要通过人工打磨除瘤来达到工件表面的干净光滑效果。这一过程既费时又费力,多了工序不说,工件质量也无法保证,加工残瘤一直以来都是困扰激光切割的一大难题。
针对这一情况,柏楚8000系统搭配智能BLT切割头,推出“智能收刀”工艺,见图8,可精准定位、快速除瘤,实现一次性产出光滑无瘤无缺的高精度工件。这一重大智能工艺,高效解决了多数行业如插螺栓、换热器插管等的加工痛点,见图9。
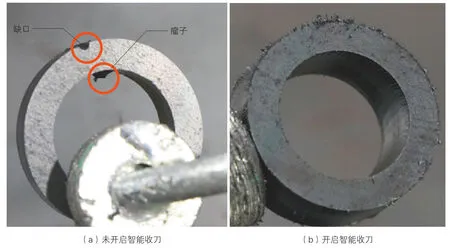
图8 智能收刀效果对比

图9 行业应用
结 束 语
激光切割具备高精度、快切割速度、不受切割图案限制、自动排版、切口平滑、加工成本低等特点。然而,激光切割技术的诸多优点能否有效应用于生产实践,提高产品加工的质量与速度,关键取决于激光切割数控系统是否稳定可靠且高精高速。柏楚8000系统的复杂运算能力强、通讯速度快、可靠性高、对电机运动的控制精度高,能充分发挥出激光切割技术的优势,快速加工出更加完美的产品。为了实现激光切割数控系统的国产化,满足激光设备的集成化、自动化、智能化、安全化以及控制方式数字化等要求,同时响应可持续发展的社会要求,柏楚8000系统搭配BLT智能切割头,软硬件结合,强强联手,针对高功率激光切割过程中各个环节的问题、痛点给予最优质的解决方案,提升客户生产的效能和满意度,为光纤激光稳定生产保驾护航。