CMP设备修整器防撞机构设计
2022-10-08张继静刘福强张金环田知玲
张继静,刘福强,张金环,田知玲
(中国电子科技集团公司第四十五研究所,北京100176)
化学机械抛光(CMP)是对半导体材料或其他类型材料衬底进行平坦化或抛光的一种方法,是制备晶圆的关键步骤之一,广泛用于各种高性能和特殊用途的集成电路(IC)制造工艺过程。CMP晶圆抛光是通过抛光头夹持晶圆并与抛光垫直接接触,在施加一定压力的情况下旋转实现精密研磨,同时使用修整器(Pad Conditioner)对抛光垫进行修整。在控制异常或参数设置不合理的情况下,抛光头和修整器两个模块运行的区域会有交叉,有可能导致它们相互碰撞,防撞机构设计成为避免两模块碰撞的有效解决方法。
1 CMP设备抛光原理
化学机械抛光(CMP)是将抛光液的化学腐蚀和抛光垫对晶圆的机械磨削相结合的一种精密抛光方法,其工作原理如图1所示。
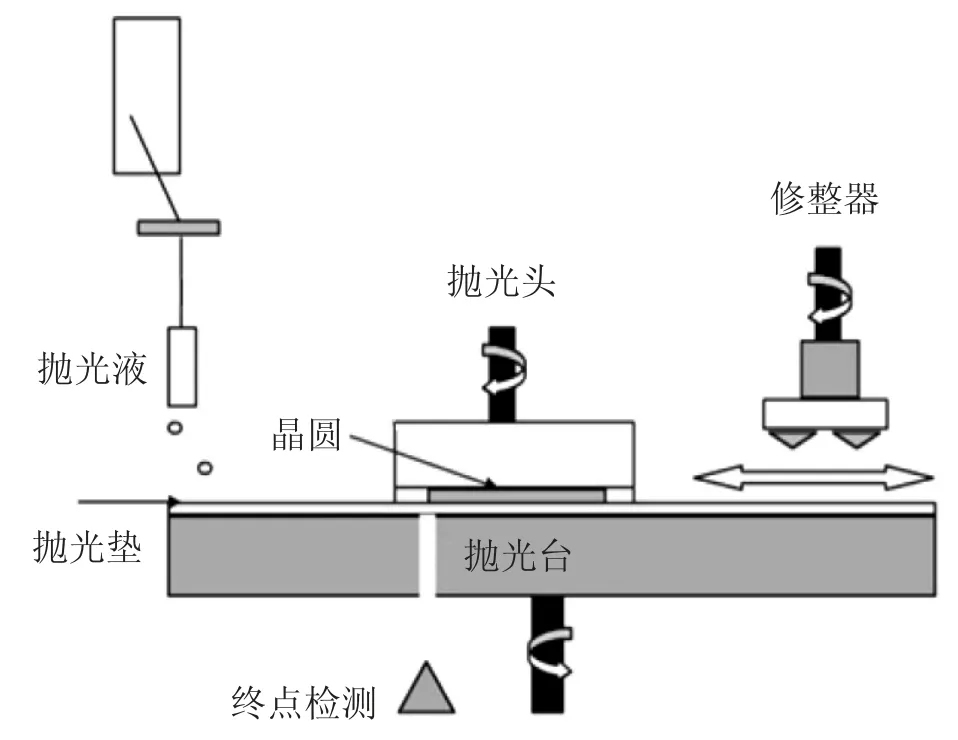
图1 化学机械抛光工作原理
CMP设备中与本设计相关的主要构成模块有3个[1]。
1.1 晶圆夹持机构
抛光头旋转到上片工位后,下降到晶圆装载机构内,利用真空将晶圆吸附在抛光头的夹持器内部,即对晶圆进行夹持,然后上升并旋转,回到抛光台上相应位置进行抛光。抛光时,去掉夹持器内的真空,施加抛光压力。
1.2 抛光液供给系统
抛光液的供给及分布系统会直接影响其流速及颗粒造成的缺陷,所以需要根据被抛光产品的种类和技术节点选择合适的抛光液,并根据需要设定合适的配比、流速,持续地进行供给。
1.3 抛光垫修整机构
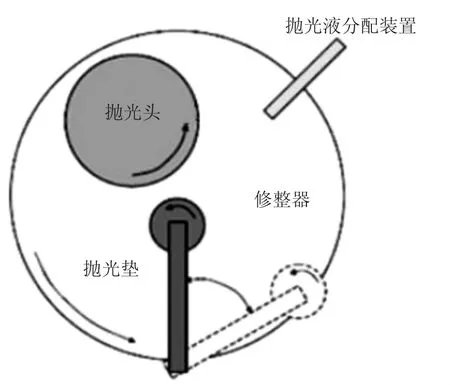
图2 修整运动示意图
2 修整器和抛光头的工作空间与碰撞
在化学机械抛光过程中,抛光头和修整器都有其运行的空间范围。正常工作时间内,两者互不干涉,而在控制异常或参数设置不合理的情况下,二者会发生碰撞。
2.1 碰撞后果
在抛光工作过程中,如果修整器摆臂与抛光头发生碰撞,如图3所示[3],抛光头和修整器都会受到较大损伤,影响抛光工作效率,同时会造成严重的经济损失。

图3 抛光头与修整器碰撞示意图
2.2 工作空间与碰撞点确定
抛光过程中需要进行晶圆传递时,抛光头以设备中架A点为轴,以抛光头所在机构摆臂AC为最大半径进行旋转,此时修整器停止摆动。当抛光头夹持晶圆进行研磨时,会在半径方向不断进行内外平移,运行位置在近端B和远端C之间。此时,修整器以F点为轴,以其摆臂为半径在D和E之间摆动。位置关系如图4所示。

图4 抛光头与修整器运动范围示意图
当抛光头移动到近端B时,与修整器的碰撞点为M,碰撞垂直线与修整器半径的夹角为α,如图5所示;当抛光头移动到远端C时,与修整器的碰撞点为N,碰撞垂直线与修整器半径的夹角为β,如图6所示。为了保证抛光头在任何位置与修整器碰撞都能触发碰撞传感器,所以碰撞传感器要安装在M和N之间的位置,精确位置到圆心的连线与修整器摆臂半径EF之间的夹角γ=

图5 抛光头与修整器的近端碰撞点
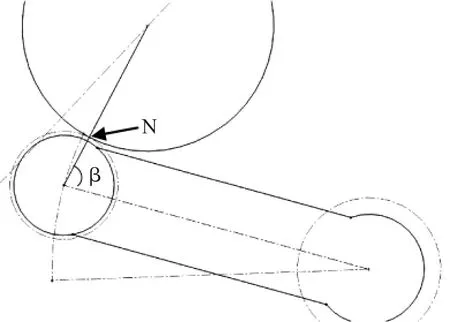
图6 抛光头与修整器的远端碰撞点
3 防撞机构工作原理
3.1 碰撞传感器
碰撞传感器是安全系统中的控制信号输入装置,其作用是在碰撞发生时,由碰撞传感器检测碰撞信号,并将信号输入到安全PLC中,系统收到碰撞信号后发出停止运行指令。
碰撞传感器按结构主要分为以下三种[4]:
(1)机电结合式:利用机械运动使电气触点的通断来控制安全电路;
(2)电子式:利用碰撞时应变电阻的变形使其电阻值变化或压电晶体受力,使输出电压变化来控制安全电路;
(3)水银开关式:利用水银的导电特性控制安全电路。
对于因短距离内二次换装而导致总运输成本高的地区,如广州黄埔区、荔湾区.建议枢纽港与支线港合作:调整水上“巴士”运价,适当降低两端作业费用,提高效率以缩短两端作业时间,弱化水上“巴士”二次换装的劣势.
3.2 防撞机构设计
修整器的整体结构如图7所示,由于受到安装空间和线缆布局限制,采用机电结合式碰撞传感器实现防撞设计的功能。

图7 修整器机构
为了使碰撞时有效地触发微动传感器,将传感器安装的工件表面尽量设计成与运动方向垂直,为了不使工件的棱角提前碰撞抛光头,把工件做成圆弧状,如图8所示。
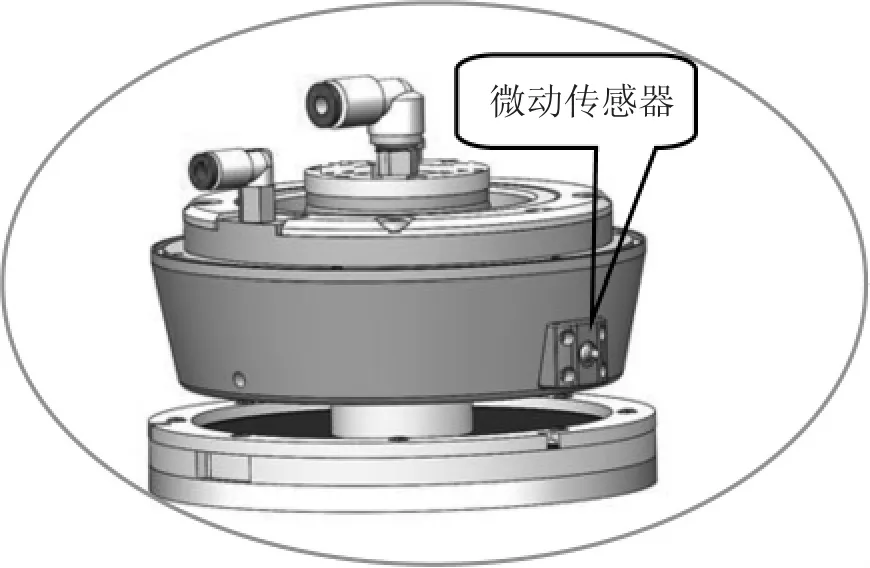
图8 修整器防撞设计
考虑到修整器研磨抛光垫的过程中会接触到大量的抛光液,所以对碰撞传感器的安装工件及传感器本身做了密封防水处理。
3.3 防撞机构组成
修整器防碰撞系统包括:微动传感器、I/O接口、信号处理器、修整器摆臂电机和抛光头旋转电机等。
通过安装在修整器摆臂侧面的传感器,感应到抛光头后反馈给系统,系统接到碰撞信号后停止修整器摆臂电机和抛光头旋转电机运行。防撞机构的基本工作原理如图9所示。

图9 防撞机构基本原理
设计选用的HD110S微动开关[5],最大受力130 g,最大行程1 mm。修整器摆臂电机运行速度根据工艺要求在60~100 mm/s之间,系统所用PLC的任务周期为2 ms,在2 ms内,修整器摆臂最大运行距离为0.2 mm(小于1 mm)。在未达到碰撞传感器的极限反应距离时,系统已经停止抛光头和修整器摆臂电机运行,不会对修整器和抛光头造成损坏。
试验获取的修整器碰撞前后摆臂运行速度曲线如图10所示。
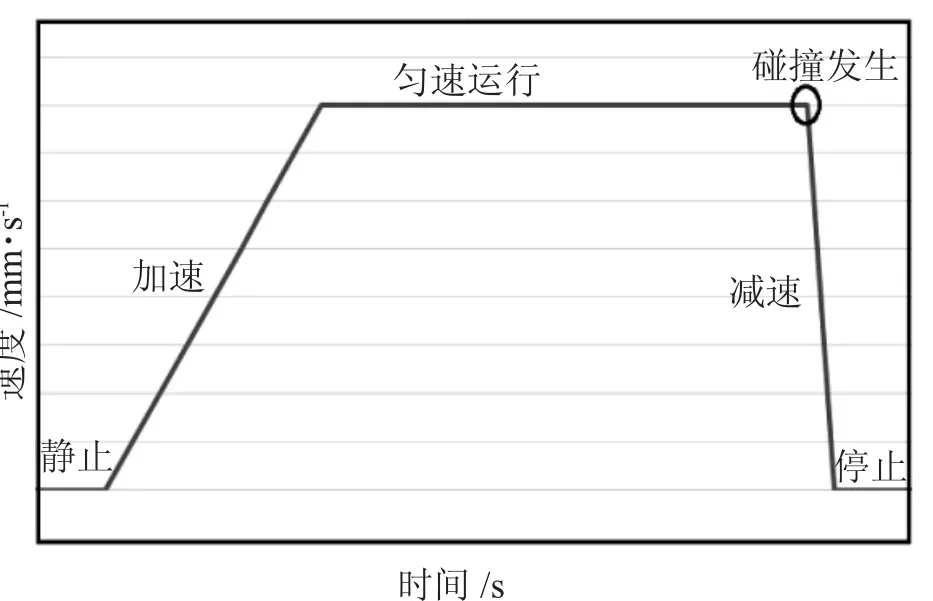
图10 修整器运行速度曲线
4 结 论
该设计方法实现了防撞功能,目前国内外在同类型产品中还尚未使用。经过国内某客户的应用验证,该功能可以精准地防止碰撞的发生,以较小的投入成本,避免较大的经济损失,安装后可以达到一劳永逸的效果。成功的应用验证为更多的设备厂商采用此功能提供了指导作用。
