降低SH911C 管道式烘梗丝机出口水分料头非稳态时间研究与应用
2022-09-28周翠江徐堂富程星纪多敏周春发
周翠江 徐堂富 程星 纪多敏 周春发
(江西中烟工业有限责任公司-广丰卷烟厂,江西 上饶 334600)
1 项目背景
气流烘梗丝工序是制梗丝生产过程中的关键工序,主要工艺任务是对梗丝进行干燥膨化处理。气流烘梗丝机作为梗丝水分的最终控制环节,其出口水分稳定性对稳定卷烟产品内在质量意义重大[1-3]。广烟SH911C 管道式烘梗丝机,由秦皇岛烟草机械有限责任公司研发生产,主要由进料装置、加温加湿器、干燥管道、落料装置、排气罩系统、回风管道、主工艺风机、进风管道、燃烧炉、热风管道、钢结构平台及管路系统等部件组成,额定生产能力1000kg/h。其结构如图1所示。
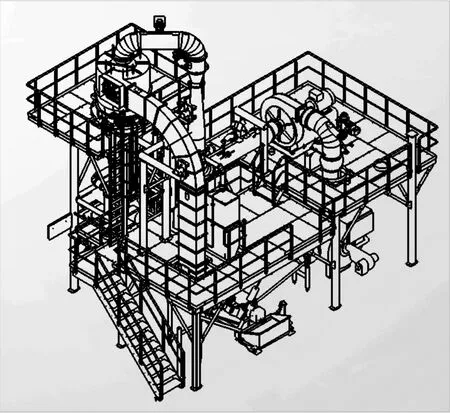
图1 SH911C 型燃油(气)管道式烘丝机
但是,当前烘梗丝机出口水分还存在严重的水分异常波动的问题,出口水分料头水分偏高,导致出口水分非稳态时间长。本文针对料头水分偏高进行研究分析,给予烟草行业相关设备在生产实际应用过程中提供借鉴,以期达到降低烘梗丝非稳态时间的目的。
2 症结调查与分析
通过深入车间现场调查,由统计结果得出,烘梗丝机出口水分料头水分偏高,直接导致出口水分非稳态时间长。并且当日第一批烘梗丝出口水分与后面几批相比,潮头现象更严重,持续时间更长、出口水分峰值更大,同时来料水分不稳定也会造成出来水分波动。出口水分料头非稳态时间和水分峰值极差与当日制梗丝批次的关系如表1 所示。
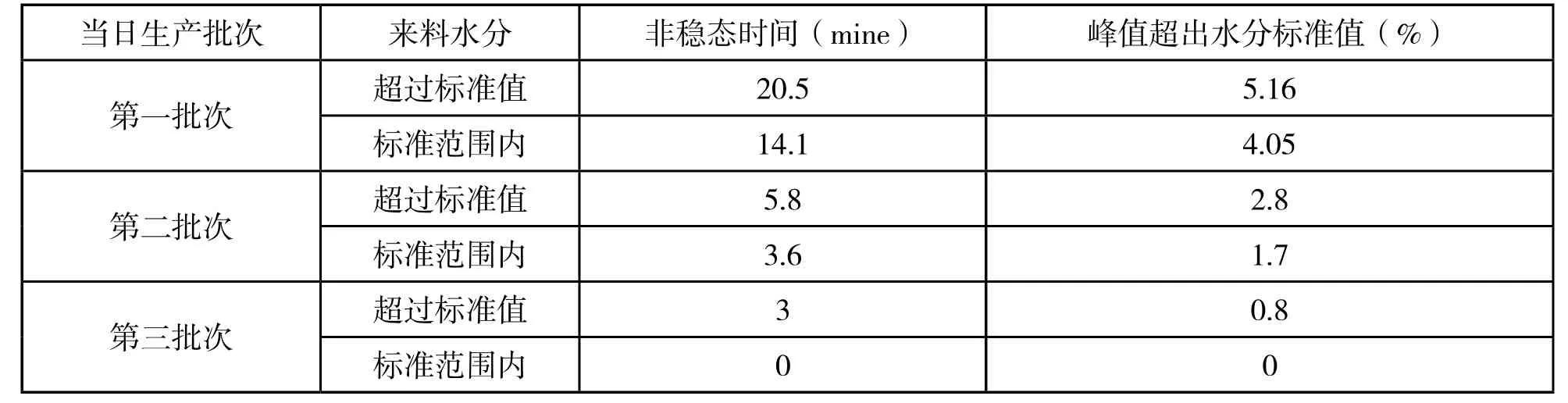
表1 出口水分料头非稳态时间和水分峰值极差
症结(1):当日生产第批次会影响烘后梗丝潮头时间。当日生产第一批非稳态时间更长,非稳态水分峰值更大,随着当日制梗丝批次,烘丝出口水分越来越稳定,非稳态时间变短,非稳态水分峰值更小。
主要原因:(1)第一批生产过程中设备内部有上一次有清洗残留水,梗丝刚进料的时候吸收残留水,梗丝含水率变高,导致烘丝出口水分料头偏高;(2)烘梗丝机预热过程中模拟水的流量和蒸汽压力设置不合理,造模拟水未完全雾化,大量的水聚集在烘梗丝机的底端,同样梗丝刚进料的时候吸收残留水,梗丝含水率变高,导致烘丝出口水分料头偏高。
症结(2):烘丝来料水分会影响烘后梗丝潮头时间。当制梗丝批次相同的情况下,烘梗丝来料水分超过设定范围值时,烘丝出口水分的非稳态时间更长和水分峰值更大。
主要原因:制梗丝段是梗丝经过回潮后进行贮梗,贮后烟梗再经过HT、压梗、切梗丝、梗丝加料、烘梗丝、梗丝加香工序将贮梗加工成梗丝的工段,是制梗丝的关键环节,而影响烘梗丝丝的来料水分稳定性的主要环节是梗回潮加水比例和贮梗时间。贮梗时间会影响梗丝水分稳定性,同等加水比例情况下,贮梗时间越长,水分丧失量越多,导致梗丝来料水分不稳定。而烘梗丝的工艺热风温度是根据标准的来料水分设定的,当来料水分偏大时,工艺气体烘不干梗丝,导致烘丝出口水分出现明显的潮头,当来料水分偏小时,热风温度烘的偏干,导致烘丝出口水分出现明显的干头,干头或者潮头都会造成烘丝出口水分不稳定。制梗丝段工艺路径如图2 所示。

图2 制梗丝段工艺路径
3 针对主要症结的对策实施
根据存在的问题,需稳定烘梗丝来料水分和减小生产批次的影响[4-6]。小组人员充分从人、机、料、法、环等方面分析研究,再经过头脑风暴法,从多方面去针对主要症结进行分析解决,最终确定了有效的解决方法。
3.1 稳定来料水分
根据贮梗时间,控制贮梗前梗回潮加水比例,当日投料当日切梗与次日切梗,则次日切梗的比例添加多加0.5 个水分。通过MINITAB16.0 软件的正态分布图功能,统计前后两个月的烘丝入口水分,分析批间水分的平均值和批间水分的SD 值进行分析对比。通过跟随贮梗时间的变化,确定梗回潮的加水比例,烘梗丝机入口水分平均值梗接近标准值(32.0%),最小值和最大值都更接近标准值,批间水分SD 值也更小,烘丝入口水分的稳定性明显得到提升。

图3 排放冷凝水阀门
3.2 减小生产批次影响
(1)优化工艺参数:依据当日烘梗丝批次不同,则设定启动预热允差值不同,第一批次设定预热允差值为±10,第二批设定允差值为±5,第三批设定允差值为±3。(2)改进设备操作;每日生产第一批梗,设备预热过程中 排放设备底端冷凝水。(3)优化设备参数:调整模拟水流量,从300kg/h 调整为200kg/h,将模拟水蒸气压力从0.2MPa 调整为0.3Mpa。排放底端冷凝水如图2 所示。
4 整改效果
通过稳定来料水分,优化工艺参数,改进设备操作后,同时调整模拟水流量,从300kg/h 调整为200kg/h,将模拟水蒸气压力从0.2MPa 调整为0.3Mpa,保证模拟水的雾化效果,烘梗丝机出口水分稳定性得到明显的提升。结合制丝集控和现场记录数据进行分析,梗回潮添加比例与贮梗时间关系、烘梗丝来料水分、烘梗丝机出口水分潮头时间。通过控制来料水分、预热阶段热风温度允差值,排放设备底端冷凝水,保证模拟水雾化效果,有效地解决烘梗丝机出口水分潮头现象,减小了烘梗丝出口水分非稳态时间。
5 结语
1.通过控制贮梗前梗回潮加水比例,随着贮梗时间的变化,调整梗回潮加水比例,来料水分稳定性提升明显。
2.调整模拟水流量,从300kg/h 调整为200kg/h,将模拟水蒸气压力从0.2MPa 调整为0.3Mpa。保证了保证模拟水雾化效果。
3.通过控制来料水分、预热阶段热风温度允差值,排放设备底端冷凝水,保证了模拟水雾化效果。潮头时间为0,有效地解决了烘梗丝机出口水分潮头问题,非稳态时间有效降低。
通过控制来料水分、预热阶段热风温度允差值,排放设备底端冷凝水,保证模拟水雾化效果,经过测试有效地解决了烘梗丝机出口水分潮头现象,非稳态时间有效降低。