后热处理对激光焊接7075 铝合金显微组织与力学性能影响
2022-09-28张铭洋蒋熠鸣王春明欧阳求保米高阳
张铭洋,蒋熠鸣,王春明,欧阳求保,米高阳
(1.华中科技大学,武汉,430074;2.上海交通大学,金属复合材料国家重点实验室,上海,200240)
0 序言
先进的轻量化高强度铝合金在提高工程可靠性和能源效率以及减少材料生产中的CO2排放方面非常受欢迎[1-2].7075 时效硬化铝合金作为高性能轻量化铝合金家族的分支之一,在航空航天工业中得到了广泛的应用[3-4].由于7075 高强铝合金的难焊性,目前的航空航天工业仍然依赖于铆接和螺栓连接的方式进行组装.
激光焊接技术具有高柔性、高效率、高能量密度、热影响区域小等优势,广泛应用于航空航天、轨道交通等领域[5-6].7075Al 主要元素为Al,Zn,Mg 和Cu,其主要强化相为η 相(MgZn2) 和T 相(Al2Mg3Zn3)[7-8].经过固溶时效处理后,析出相为过饱和固溶α→GP 区→亚稳态η′相→稳定η 相[9].然而,Zn,Mg 和Cu 的含量对其焊接性有很大的影响[10-11],随着(Zn+Mg+Cu)含量的增加,可焊性变差,这就是铝锌高强合金通常被认为是难以焊接的原因.
为了进一步提高7075Al 接头的力学性能,焊后热处理是一种有力的手段.许多文献系统地揭示了热处理后接头组织演变和力学性能的内在机理.对于时效硬化的7075Al,热处理可以促进铝基体析出高密度纳米析出相,通过第二相强化机制提高合金的屈服强度[12].但在激光焊接非平衡凝固过程中,在高冷速凝固条件下,熔合区通常会形成亚稳态组织.由于亚稳态组织的存在,通过后处理提高接头强度与通过后处理改善7075Al 基体中析出相的演化是不同的.这涉及到接头热循环区的差异,主要表现为熔合区、半熔合区和热影响区之间的差异,每个区域经历不同的焊接热循环.最后,接头的力学性能取决于焊缝中显微组织在应力作用下的多种作用机制.
文中从失效分析的角度,系统研究了7075Al接头T6 热处理后的显微组织演变和拉伸断裂行为之间的内在关联,旨在通过建立焊接接头断裂区域与显微组织之间的内在联系,为7075Al 接头的失效机理和进一步的强化策略提供新的见解.
1 试验方法
选用轧制态7075Al 为基材,其化学成分如表1所示.采用电火花线切割机将7075Al 基板切割成2 mm 厚的板材.7075Al 基材尺寸为60 mm×30 mm ×2 mm.激光焊接系统由IPG-30000 光纤激光系统和Kuka IRB-6400 机器人组成,激光波长为1 070 nm,最大输出功率为30 kW.采用激光引导方式,焊接头沿焊接方向倾斜10°,以减小高反射率和溅射的影响.焊接过程中采用高纯氩气作为保护气体.激光对接焊工艺参数具体为:激光功率7 kW,焊接速度12 m/min,离焦量0 mm.

表1 7075Al 合金化学成分(质量分数,%)Table 1 Chemical compositions of 7075Al alloy
通过电火花线切割机切割尺寸为10 mm ×5 mm×2 mm 的试样.采用自动研磨抛光机(EcoMet 250,BUEHLER)按照标准制备金相样品.采用蔡司制造的Gemini SEM300 扫描电子显微镜(SEM)来表征接头显微组织.每道焊缝沿焊缝方向切割3 个长度为48 mm、宽度为6 mm、厚度为2 mm 的拉伸试样,切割过程中保持焊缝位于拉伸试样平行段的中间位置.每个试样的单轴拉伸试验采用材料高温持久性能试验机(Shimadzu Autograp AG-IC 100kN)进行测试,在环境温度下以恒定拉伸速率2 mm/min 进行拉伸,每组试样进行3 次拉伸试验测试,以确保结果的准确性.
2 试验结果与分析
2.1 接头显微组织
图1 为焊缝横截面的SEM 图像.尽管两种试样经过相同的电解抛光程序并保持一致的抛光参数,但是SEM 图像仍显示两组接头的显微组织具有明显的差异性.具体差异性表现为经过T6 热处理的焊缝呈现出密度较小的腐蚀坑,而未经热处理的焊缝则呈现出大量且不规则的腐蚀坑.这意味着焊后热处理导致了显微组织的演变,进而影响了焊缝的抗腐蚀行为.图2 为更细致的SEM 表征结果,对比图2b 与图2d,可以发现焊缝在T6 热处理过程中析出了高密度的纳米沉淀相.

图1 焊缝横截面SEM 图Fig.1 SEM of weld cross section.(a) unheat treated weld center; (b) unheat treated weld edge; (c) heat treated weld center; (d) heat treated weld edge

图2 更细致的焊缝横截面SEM 图Fig.2 More detailed SEM of weld cross section.(a)unheat treated weld center with 5 000× ; (b) unheat treated weld center with 10 000× ; (c) heat treated weld center with 5 000× ; (d) heat treated weld center with 10 000×
图3 和图4 显示了接头横截面的EBSD 图像.从焊缝中心到焊缝金属的显微组织依次为等轴晶区域、柱状晶区域、胞状晶/细小等轴晶区域、母材轧制区域.在激光焊接热源的移动过程中,不同的温度梯度和冷却速率(G/R)决定了焊缝中显微组织的生长形态[13].焊接过程中,熔池内的金属熔液过热,形成非均质形核是其凝固的驱动机制,熔池边界处液态金属在固态金属处成核.在激光焊接过程中,低热输入和高焊接速度提高了焊缝金属的冷却能力,因此在固/液界面处形成了胞状晶区域.晶体沿主传热方向生长,即平行于基材的晶粒结构生长,因此焊接接头熔合区两侧形成柱状晶区域.最后,由于焊缝中心温度梯度较小,这一区域的温度较高从而阻止柱状晶的生长,进而形成充分发育的等轴晶区域[14].
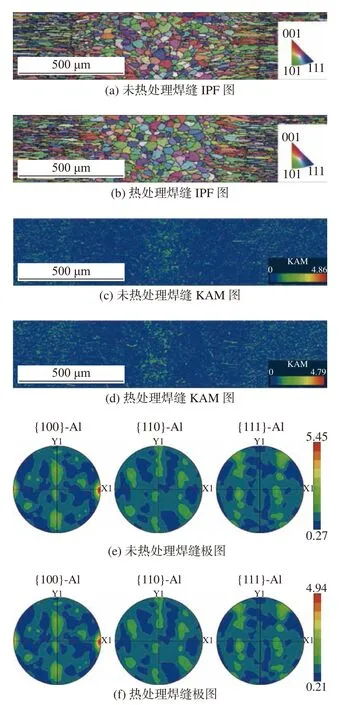
图3 焊缝横截面EBSD 图Fig.3 EBSD of weld cross section.(a) IPF of unheat treated weld; (b) IPF of heat treated weld; (c)KAM of unheat treated weld; (d) KAM of heat treated weld; (e) pole figure of unheat treated weld; (f) pole figure of heat treated weld
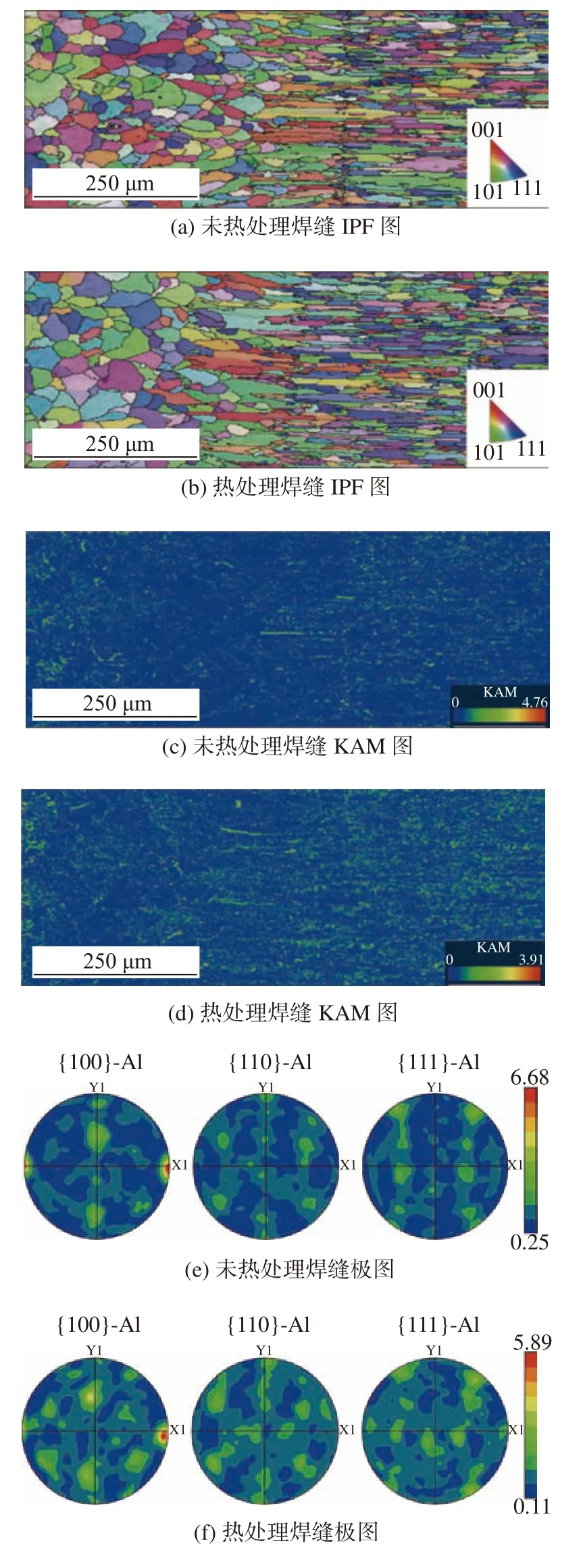
图4 焊缝横截面半侧EBSD 图Fig.4 EBSD of half side of weld cross section.(a) IPF of unheat treated weld; (b) IPF of heat treated weld; (c) KAM of unheat treated weld; (d) KAM of heat treated weld; (e) pole figure of unheat treated weld; (f) pole figure of heat treated weld
2.2 接头力学性能
7075Al 接头的工程应力曲线如图5 所示,未热处理接头的3 个试样平均抗拉强度为298 MPa.7075Al 接头经T6 热处理的3 组试样平均抗拉强度可达475 MPa,最大抗拉强度可达到512 MPa.相比未热处理的7075Al 接头,T6-7075Al 接头平均抗拉强度提升了约59%,表明焊后热处理对7075Al接头抗拉强度具有显著提升作用.接头在T6 热处理中,“固溶+时效”过程促进焊缝中析出高密度纳米沉淀相,如图2 所示.纳米沉淀相的析出引发第二相强化机制,在拉伸变形过程中,第二相粒子的强化作用的体现方式是其阻碍晶粒间的位错运动.第二相粒子可分为可变形与不可变形两种类型[15-16].第二相的粒子为可变形类型时,与位错的作用方式为切过机制,即当晶粒长大或减小变形时,可变形的第二相粒子与基体一起变形,由于其变形机制导致晶粒之间出现了新的表面积,所以晶粒之间的界面能量升高,而且弹性应力场会在第二相粒子周围产生并且与位错发生相互作用,使位错运动受到的阻力增大,因此接头的强度得到提高;第二相粒子为不可变形粒子时,当位错遇到第二相粒子时会绕过继续移动并包围粒子,继而形成位错环,所以位错遇见不可变形的第二相粒子时也将受到很大的阻碍,从而产生强化作用.
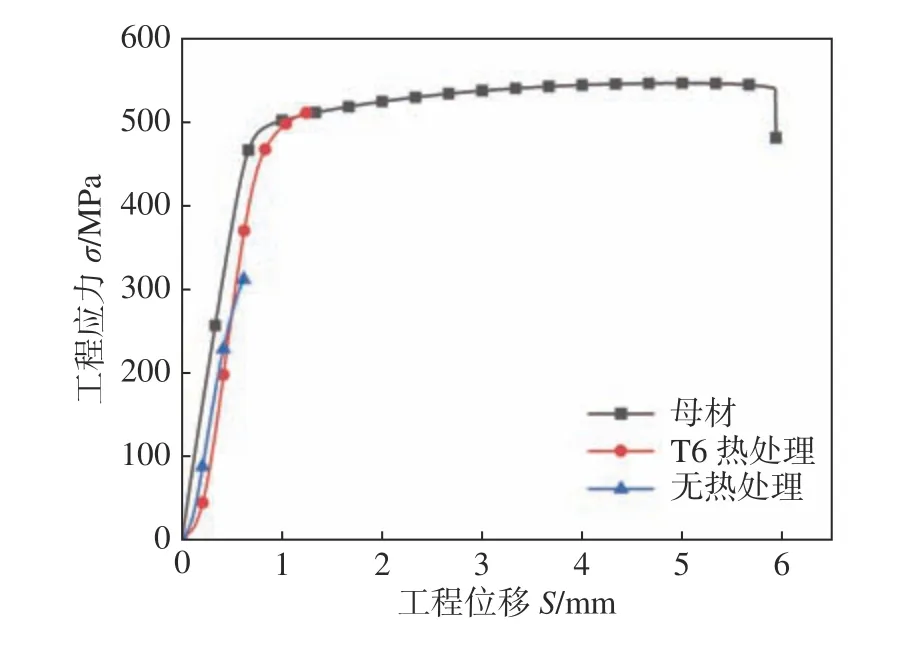
图5 工程应力-工程位移曲线Fig.5 Engineering stress-engineering displacement diagram
2.3 接头断裂行为分析
为了进一步研究7075Al 接头断裂行为特征,7075Al 接头的断裂位置和形态的SEM 特征图像如图6 所示.值得注意的是,7075Al 接头和T6-7075Al接头的断裂位置呈现出一定的规律性,两者共性为两组接头的断裂位置在母材与焊缝的熔合线附近,其差异性为7075Al 接头的裂纹沿着焊缝中心发生一定角度的倾斜扩展,最终与熔合线附近的裂纹交汇,而T6-7075Al 接头裂纹位置主要在熔合线附近,但裂纹扩展路程相较7075Al 接头裂纹路程较长.除此之外,由图6c 可以看出,T6-7075Al 接头的近母材区域发生了二次裂纹扩展,但未发生断裂.
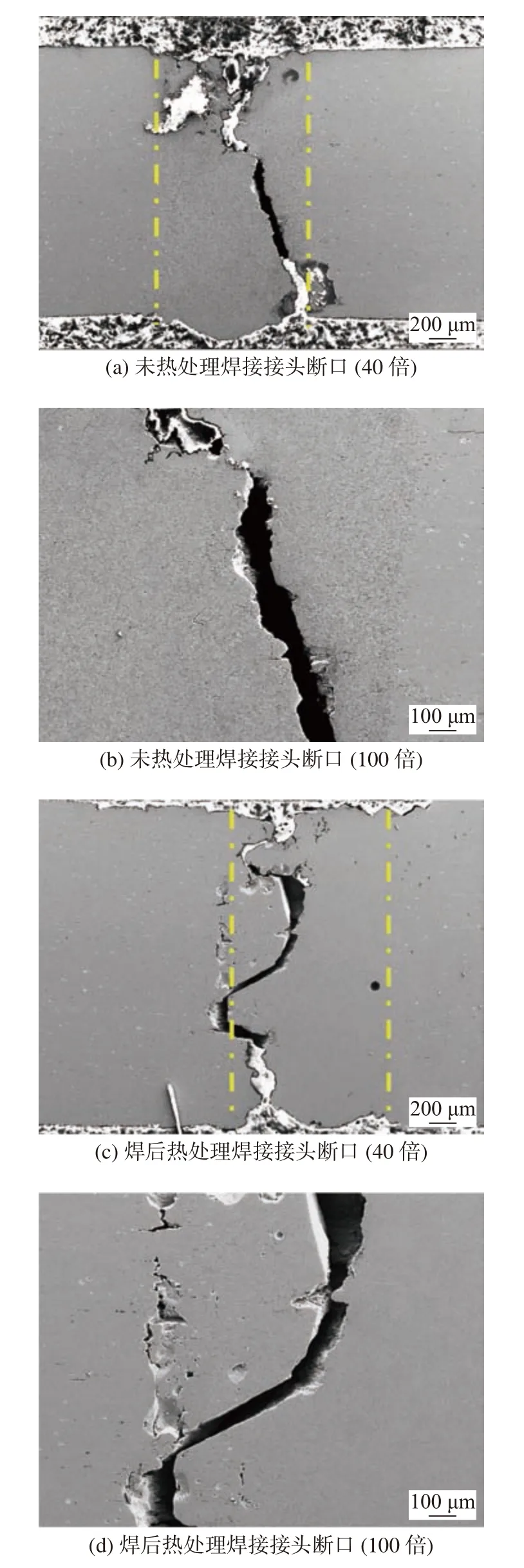
图6 焊接接头断口的SEM 形貌Fig.6 SEM of welded joint fracture.(a) fracture of unheat treated welded joint with 40× ; (b) fracture of unheat treated welded joint with 100× ; (c)fracture of heat treated welded joint with 40× ; (d)fracture of heat treated welded joint with 100×
为了进一步了解拉伸后接头各区域组织的变形行为,图7 显示了接头截面拉伸断裂后的EBSD图像.从图7a 中可以看出,未经热处理的7075Al接头中存在沿胞状晶分布的断裂痕迹,并随之发生约45°偏转,快速扩展到焊缝等轴晶区域.与图6接头的断裂形貌对比,可以认为该断裂方式具有普适性规律.图7b 显示了T6-7075Al 接头也具有类似的规律性,即断裂形貌为沿着胞状晶偏转45°,扩展到焊缝等轴区域.但是两组接头的裂纹扩展的路程却存在较大差异,T6-7075Al 接头在拉伸过程中裂纹发生多次偏转,而未经T6 热处理的接头则表现出一次裂纹偏转即发生快速断裂失效.由此可得出,T6 热处理显著增加了7075Al 接头抵抗裂纹扩展的能力.然而在母材与热影响区之间存在着一种独特的显微组织区域,称之为细小等轴晶或者胞状晶.先前的文献表明细小等轴晶/胞状晶区域容易萌生裂纹并扩展,导致接头的提前失效[17].

图7 焊接接头断口的EBSD 图Fig.7 EBSD of welded joint fracture.(a) IPF of unheat treated welded joint fracture; (b) IPF of heat treated welded joint fracture; (c) KAM of unheat treated welded joint fracture; (d) KAM of heat treated welded joint fracture; (e) pole figure of unheat treated welded joint fracture; (f) pole figure of heat treated welded joint fracture
3 结论
(1)从焊缝到母材,7075Al 接头的显微组织区域依次为等轴晶区域、柱状晶区域、胞状晶区域和轧制态母材区域,焊后热处理对焊缝晶粒尺寸影响较小,但促进了过饱和固溶体中的沉淀相析出.
(2) T6 热处理构筑的纳米沉淀相触发了第二相强化机制,这使得7075Al 接头平均抗拉强度由298 MPa 提高到475 MPa.
(3) 7075Al 接头断裂形貌结果显示,焊缝中心等轴晶区域和靠近熔合线附近的胞状晶区域为接头力学性能的薄弱区域.
