浅析导热油全夹套管设计
2022-09-17张玉,蔡成,刘磊
张 玉,蔡 成,刘 磊
(1 上海齐耀热能工程有限公司,上海 201108;2 中国船舶重工集团公司第七一一研究所,上海 201108)
在石油化工领域,输送介质的终端温度、环境温度接近或低于其凝固点的管道应进行伴热[1]。关于伴热介质,通常有蒸汽、热水、热油等,伴热方式有多种。目前有很多关于蒸汽、热水夹套伴热的文章,对相应设计进行了深入的探讨和优化。本文主要讨论导热油全夹套伴热,以某工程项目为例,阐述导热油夹套管的配管设计理念,采用CADWorx实现夹套管建模、出图及材料汇总。希望对以后的导热油全夹套管设计起到一定的借鉴作用。
项目中工艺介质密度1004.1 kg/m3、温度209.5 ℃、粘度0.55 cp,凝固点约200 ℃。导热油具有抗热裂化和化学氧化的性能,传热效率好、散热快、热稳定性好;以导热油作为传热介质,在接近常压下可以获得很高的操作温度[2]。据此选用导热油进行全夹套伴热,可以尽量减少内管的裸露和散热,确保工艺介质在管道中的流动性。针对其高凝固点的特性,在工艺设计中减少旁路、阀门、仪表等管件;在配管设计中要尽可能保证导热油覆盖所有管道和管件,并且减少盲端。
在设备布置及管道布置时,要考虑夹套跨接管占用的空间,合理设置管间距;合理布置隔板、折流板、导热油进出口及供油和回油站,确保伴热介质充满夹套管;内管与外管宜采用同种材料避免热胀差异,内管连接的部件应与内管的材料相同,内管、外管均采用无缝钢管。
1 全夹套管的设计
1.1 全夹套管件的选用
当选用内管焊缝隐蔽型夹套管(全夹套)伴热,管道上的阀门、法兰、过滤器等应为夹套型[1,3]。
(1)关于夹套法兰,单看焊接端可分为对焊、平焊、承插焊等,另有特殊结构如突面带孔、带颈环式、唇焊式等。综合考虑加工难度、施工质量、造价等,本项目优选带颈对焊夹套法兰(突面)用于内管焊缝隐蔽型,其连接型式见图1所示。
(2)夹套管的内管带分支管时,分支管部位的外管建议采用两半三通。也有相关文献结合工程实例采用等径或异径四通,方便检修,但四通占用空间大,末端不流通更容易堵塞,还需结合项目实际情况对比筛选。
(3)夹套管的弯头处内管宜采用长半径(R=1.5D)弯头,外管宜采用短半径(R=1D)弯头。当内管弯管的曲率半径等于或大于3DN时,外管和内管弯管的曲率半径应相等。
(4)夹套管变径时内管的异径管与外管的异径管的大口端端部错开距离最小为50 mm。
(5)夹套管上的仪表、放空、排净等接口,宜采用全夹套型式,避免盲端堵塞。
(6)夹套管的内管焊缝为“隐蔽型”时,在内管需要检查的焊缝部位,其相对应的外管部位应留出一段调整半管,调整半管的最小长度不小于75 mm。
(7)夹套阀门、过滤器、流量计、软管等应设置法兰型式伴热介质进出口,尽可能上下布置,并在底部设置排污口。
(8)为了保证内、外管的夹套间隙均匀,应在内管外壁上焊以相同材质的定位板,且不能影响管子的热位移。定位板的设置及外型可参考相应规范。
(9)每节夹套管的长度不宜大于6 m,采用夹套法兰连接,削弱内外管热胀差异,夹套法兰对内管也起到一定的支撑作用。
夹套管焊缝位置布局应符合下列要求[4]:
(1)直管段对接焊缝间距,内管不应小于200 mm,外管不应小于100 mm。
(2)环向焊缝距管架不应小于1000 mm,且不得留在过墙或楼板处。
(3)水平管段套管剖切的纵向焊缝,应置于易检修的部位。
(4)内管焊缝上不得开孔或连接支管段。
图1中,尺寸1由拆卸法兰螺栓所需尺寸决定,当管道保温时应加上保温层厚度;尺寸2在满足焊接要求的前提下,尽可能短;拆卸法兰型式和支管连接形式参考管道等级表。
1.2 导热油供油和回油的设置
参考热水夹套设计,导热油应从夹套的低点引入,高点排出,避免袋形和盲端,确保被伴管受热均匀。当伴热长度超过规定值时,需增设导热油供油点和回油点。为提高传热效率,对内管DN≥80管径较大的夹套管在夹套内可设置导流板,避免伴热介质存在流动盲区及层流,导流板参数和型式可参考相应文献[5]。
1.3 调节阀组处的导热油进出设置
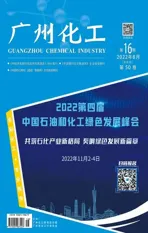
配管过程中遇到调节阀组或管道过长时,可以使用一定数量的隔断板,将夹套管分成几个独立的小系统,对内管产生最佳的热效应。通过这种在管路中增设隔断板,相应增设导热油供油点和回油点的型式,确保被伴介质受热均匀。隔断板的材质应与内管相同,并且厚度要满足应力、腐蚀等方面的要求,可参考相应文献推荐值[5-6]。图2所示为导热油全夹套调节阀组伴热示意图:
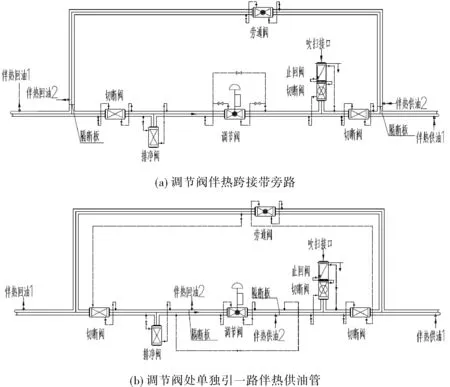
图2 导热油全夹套调节阀组伴热示意图Fig.2 Schematic diagram of heat tracing for the full-jacketed regulating valve group of thermal oil
1.4 夹套跨接管设计
为方便调节阀检修或拆卸,可为其单独提供一路伴热介质进出管,或在伴热跨接管设置切断阀及旁路,如图2所示。跨接管的连接应防止积液和堵塞,并考虑跨接管的安装空间,故跨接管拐弯处宜采用煨弯弯头[1],没有焊缝减少了导热油泄露的风险;没有焊渣就降低堵塞风险,且可以根据现场灵活布置,使跨接管靠近工艺管路。参考项目现场实际运行情况,导热油跨接的地方通常是急转弯,如果煨弯,煨弯处管道容易变成扁形的,流道变窄甚至堵塞;材质若为碳钢,煨弯时更容易变成扁窄型,故可以尝试焊接弯头避免此类情况的发生。
套管伴热介质进出口径和跨接管口径可参考规范中所列组合尺寸[4],具体见表1所示,但针对导热油可适当放大一级口径,以便其流通。夹套管集中部位应设置导热油分配站和回收站,设置要求可参考热水夹套伴热站的设置。
表1 夹套套管组合尺寸Table 1 Combined size of jacket pipe (mm)
2 全夹套管建模和出图
目前,PDS、PDMS、Smart3D等软件已经较好的实现了三维建模,参考它们并针对CADWorx夹套建模做如下介绍,供设计人员参考。
2.1 建模基本设置
(1)将内管和外管视为独立的管系,分别在独立模型进行设计[7-9]。
(2)内管和外管制定相关编号原则加以区分。
(3)夹套系统中端板、定位板、隔断板、折流板等自定义特殊件或用逻辑支架替代。
(4)为保证外管的连续性,被夹套法兰、夹套阀门等管件断开的地方使用直管代替或采用加TAP点的型式。
(5)内管和外管有关联的地方,配合使用典型图进行说明。
酿酒过程是一种追求天时、地利、人和,人与自然和谐相处的行为,比如泸州老窖的价值观念为“天地同酿,人间共生”。“千年老窖万年糟,酒好还需窖池老”这句酿酒常见的行业用语说明人们利用窖泥生产白酒的过程,其实也是对窖池微生态系统的优化改造,使微生物系统更加优良而稳定,是人类和谐利用和改造自然环境创造更美好的酒。五粮液酒文化主要在于“中庸”“和谐”,从大量实践经验总结出5种粮食的搭配比例,达到“各味协调,恰到好处”。另外,沱牌酒业的生产理念讲究“天地人和,润泽人间”,也是一种人与自然和谐相处的范例。
2.2 内管建模
以全夹套为例,目前CADWorx数据库有夹套法兰,但缺少夹套阀门,可用调节阀代替。故对与外管尺寸一致的调节阀长描述进行修改,这样可以确保后期汇总的紧固件材料尺寸和阀门数量无误,阀门长度可在供应商提供尺寸后统一修改(或者在元件库自定义夹套阀门,编辑等级库时调用即可)。定位板焊接在内管上,用逻辑支架示意位置,修改长描述即可。
2.3 外管建模
附着内管,中心线重合画外管,内管法兰、阀门等断开处用直管段替代。伴热介质进出口可根据支管表表示在外管上,隔断板用逻辑支架示意位置,修改长描述即可。
2.4 出轴测图
(1)内管轴测图上体现管道走向、法兰、阀门、仪表等的安装位置及所需材料,
(2)外管轴测图上提供外管材料、伴热介质进出口位置、隔断板位置、管道支吊架信息等。