汽车零件冷冲压成形质量的优化
2022-09-13柯桂颜
柯桂颜
( 黎明职业大学 智能制造工程学院, 福建 泉州 362000 )
0 引言
约80%的汽车零件是由模具加工制造的,其中有数百个零件由冷冲压成形加工而成[1].由于零件在冷冲压成形过程中会受到多种因素的影响,因此零件在生产过程中会出现起皱、破裂和回弹等一些缺陷问题,而且钢度越强越容易发生这些缺陷[2-5].对于这些缺陷,传统的方法是利用试错法或经验法(通过调整各种参数)来解决,但这类方法需要花费大量的人力、物力和时间成本.近年来有限元技术被逐步应用于零件的冷冲压成形生产中,并取得了良好的效果[6-7].本文以某品牌汽车的后地板横梁零件为例,利用Dynaform仿真软件对其板料形状和拉延筋进行了设计,并通过正交实验确定了其最优工艺参数组合.
1 后地板横梁的冷冲压工艺设计
图1为某品牌汽车的后地板横梁设计图.该零件位于汽车后座地板与前座之间,形状复杂,尺寸较大,拉延深度较深.板材为HC340,厚度为1.0 mm,冲压成形后的零件最小厚度要大于0.8 mm,最大厚度要小于1.2 mm.根据零件特点及对冷冲压模具的设计要求,本文将冲压成形工艺确定为:拉延—切边冲孔—翻边—整形.其中:拉延工序是通过上下模具使板料成形(零件基本形状);切边冲孔工序是通过模具把工艺补充面和孔的多余材料切除;翻边工序是使零件沿着指定边缘翻拆成一个设计角度;整形工序是对由各种原因导致形状不合格的零件进行矫正.
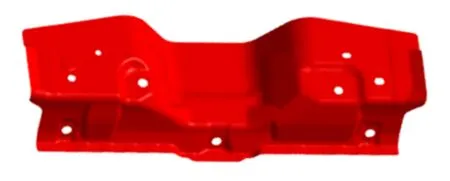
图1 后地板横梁设计图
根据零件冲压方向及工艺要求,本文利用CAD软件对零件的边缘、孔工艺补充面和拉延模的凹模型面进行设计,如图2所示.

图2 拉延模的凹模型面
2 后地板横梁冷冲压仿真模型优化
2.1 材料力学参数的获取
冷冲压成形过程中,板材的力学参数对成形的质量具有决定性作用[8].目前,材料力学参数大多是采用仿真软件材料库中的数据或者材料商提供的数据来获取,但由于钢材轧制过程中材料存在非均匀变形,以及材料库或者材料商提供的材料参数与实际参数有时存在不完全一致的现象,因此为了确保仿真模型材料参数的准确性,本文选取实际使用的零件材料制作拉伸试件(见图3)并按照国家标准(GB/T 228.1— 2010)进行拉伸试验.按上述试验获取的材料参数见表1.
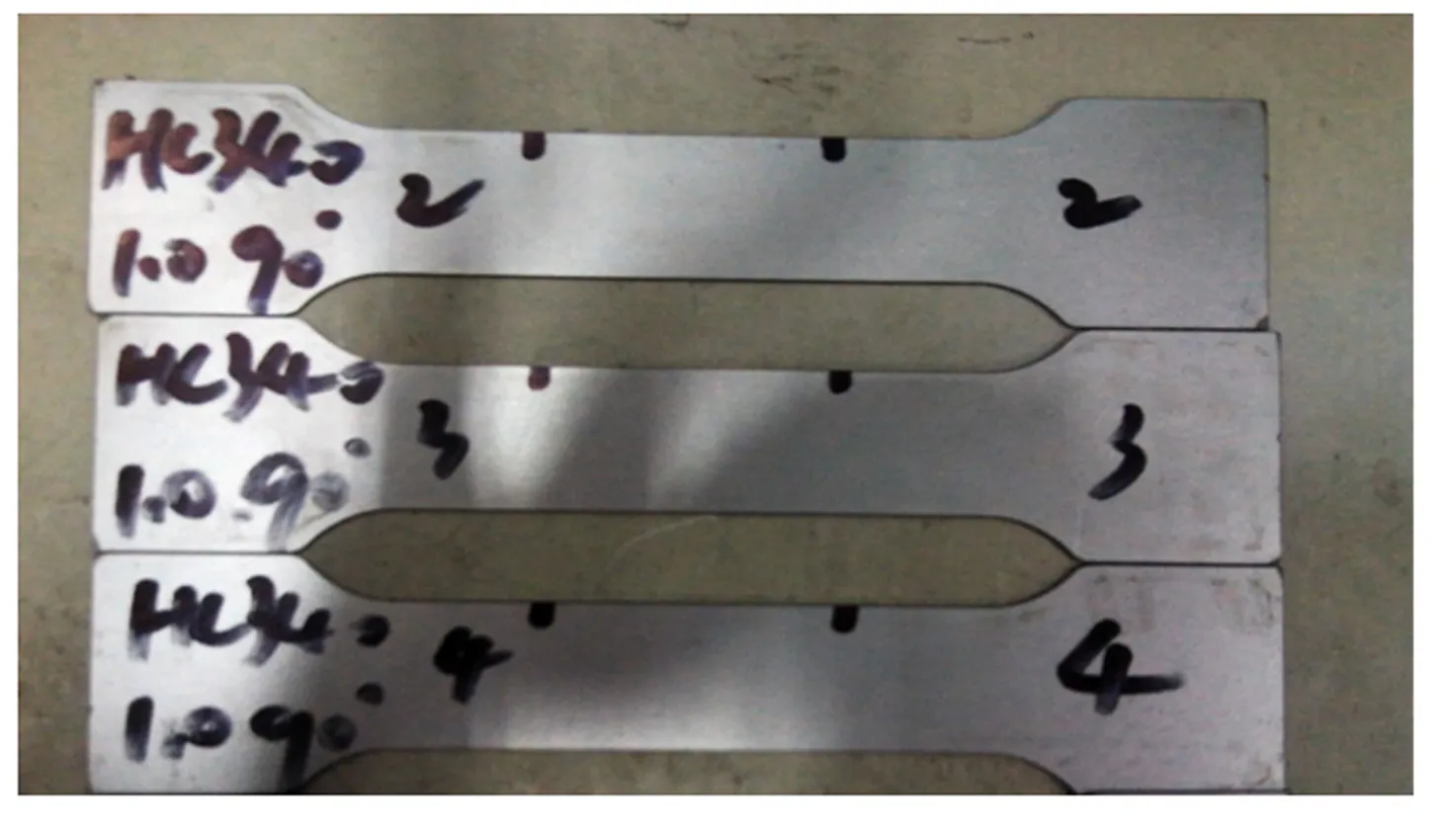
图3 拉伸试件

表1 HC340材料的参数
2.2 板料形状的优化
优化板料形状可以改善冲压成形过程中的材料流动性,减少应力集中和局部开裂现象的发生,进而有助于提高成形质量和减少后续的切边余量.图4为矩形板料的仿真成形极限图.由图4可以看出,零件的中间部分有较大面积的起皱,且左右两侧的凸圆角出现开裂现象.图5为矩形板料形状成形时的材料流动图.由图5可以看出,在成形过程中因板料左右上角的材料流动性较差,零件左右两侧的凸圆角出现了开裂.为了解决左右两侧凸圆角的开裂现象,本实验切除了板料的左右上角(切除后板料呈棱形状)并对其进行了成形仿真.
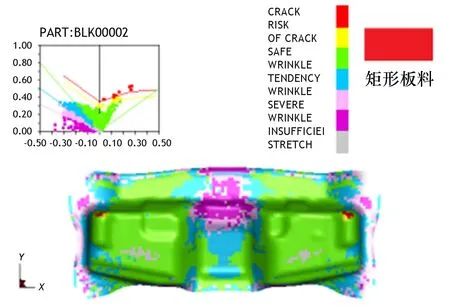
图4 矩形板料的成形极限

图5 矩形板料的流动性
图6为棱形板料的仿真成形极限图.由图6可以看出,零件左右两侧的凸圆角未出现开裂.图7为棱形板料在成形过程中的材料流动情况.由图可以看出,板料在成形过程中其左右上角与模具的接触面积明显减少,即材料的流动性得到了明显改善.
图6 棱形板料的成形极限
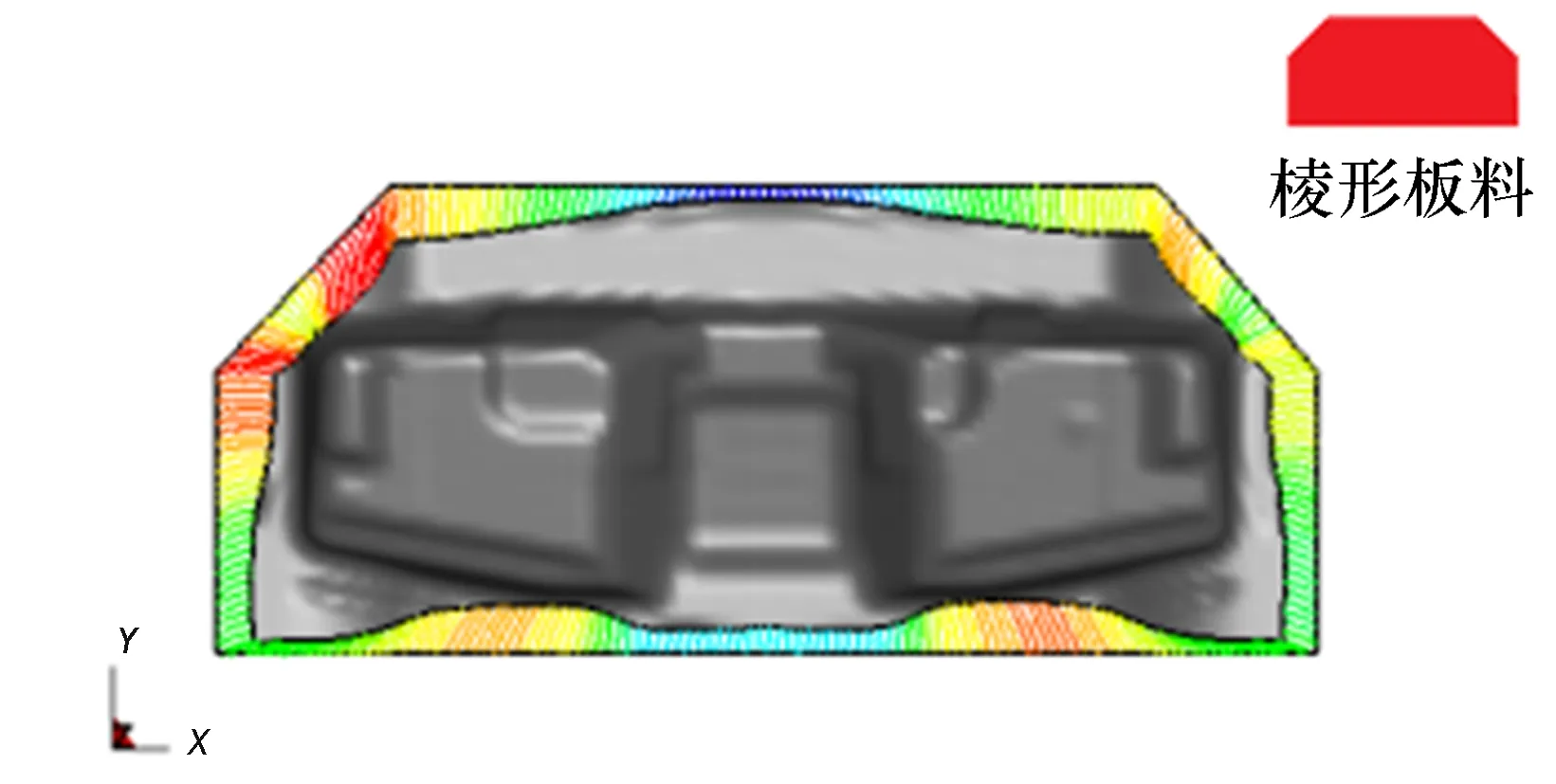
图7 棱形板料的流动性
2.3 拉延筋的设计
优化板料形状虽然可消除零件左右两侧凸圆角的开裂问题,但零件中间区域的起皱现象和左右两侧拉延不足的现象未能得到改善.减少零件起皱现象的发生一般采用增加压边力或设置拉延筋的方法,但由于增加压边力会影响整体成形效果(特别是零件左右两侧凸圆角区域),所以本文通过设置拉延筋来减少零件起皱现象的发生.拉筋的布置方法如图8所示.
图8 拉延筯的布置
3 冷冲压工艺参数的优化
3.1 实验方案
影响冷冲压件质量的工艺参数较多,其中压边力、模具间隙、冲压速度和拉延筯摩擦系数等4个参数对其影响最大,而且相对容易控制[9-11].为了优化上述4个参数,本文采用正交实验法进行优化(每个参数设计3个水平取值).各水平的实验取值见表2.

表2 各水平的实验取值
3.2 实验结果与分析
为了减少零件起皱现象的发生和保证零件无破裂,本文以最小厚度和最大厚度为评价标准对各工艺参数组合进行分析.分析使用Dynaform仿真软件,结果如表3所示.

表3 各工艺参数组的正交试验分析结果
表4和表5为采用极差分析法对正交实验结果进行最大厚度和最小厚度的极差分析结果.由表4中的极差值可知,影响零件最大厚度的主次因素依次为压边力、冲压速度、模具间隙、拉延筯摩擦系数;由表5中的极差值可知,影响零件最小厚度的主次因素依次为压边力、冲压速度、拉延筯摩擦系数、模具间隙.
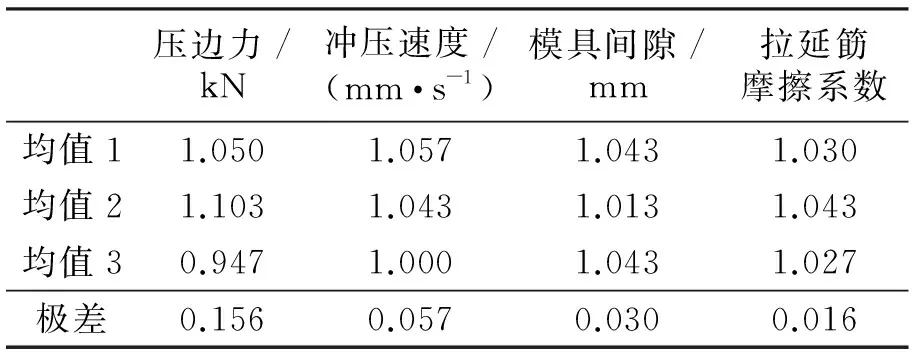
表4 最大厚度的极差分析
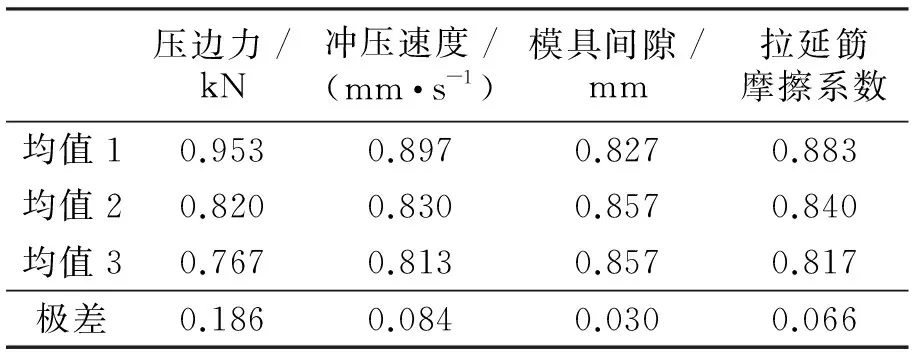
表5 最小厚度的极差分析
图9和图10为各因素水平对零件最大厚度和最小厚度的影响.由图9可以看出,在压边力为150~250 kN范围内,最大厚度随压边力的增加呈先上升后下降的趋势;在冲压速度为2 000~6 000 mm/s范围内,最大厚度随速度的增加呈下降趋势;在模具间隙为1.1~1.3 mm范围内,最大厚度呈先下降后上升的趋势;在拉延筋摩擦系数为0.20~0.30范围内,最大厚度呈先上升后下降的趋势.由图10可以看出,最小厚度随压边力、冲压速度和拉延筋摩擦系数的增加而下降,其中压边力对最小厚度的变化影响最为显著;而在模具间隙的变化范围内(1.1~1.3 mm),最小厚度呈先上升后趋于平稳的趋势.

图9 各因素水平对最大厚度的影响

图10 各因素水平对最小厚度的影响
3.3 最优工艺参数组合的仿真分析
由表3可知, 9组实验的最大厚度均符合零件的设计要求(小于1.2 mm),而多组实验结果的最小厚度不符合零件的设计要求(大小0.8 mm);因此,本文将最大厚度为次评价目标,最小厚度为主评价目标进行工艺参数优化.由此确定的最优工艺参数组合为:压边力150 kN、冲压速度2 000 mm/s、模具间隙1.2 mm、拉延筋摩擦系数0.20.
图11为最优工艺参数组合时的拉延工序的成形极限图.由图11可以看出,零件无开裂现象出现,且中间起皱区域较小,即整体成形质量较好.图12为最优工艺参数组合时切边后零件的厚度分布云图.由图12可以看出,零件厚度变化主要集中在图中所标注的4个区域,最大厚度发生在区域2的中间部位(厚度为1.178 mm),最小厚度发生在区域3的右侧(厚度为0.822 mm).表6为最优工艺参数的仿真结果.

图11 最优工艺参数时的拉延工序的成形极限图
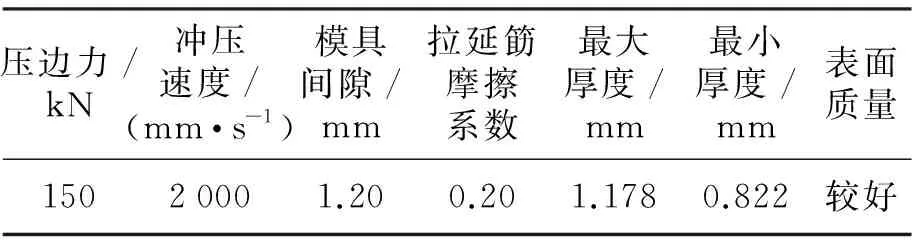
表6 最优工艺参数的仿真结果
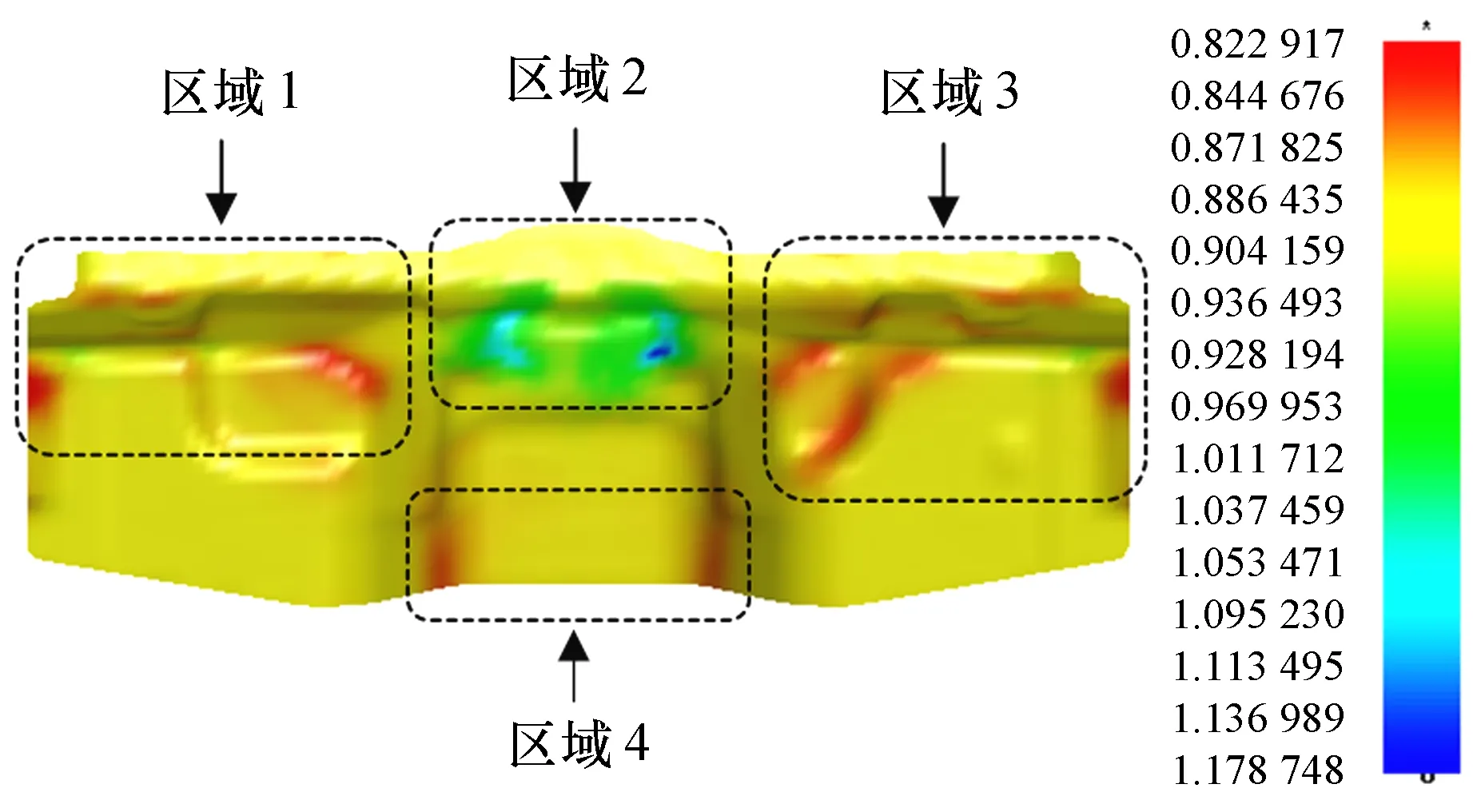
图12 最优工艺参数时切边后的零件厚度分布图
4 实验验证
为验证上述优化方法的准确性,将优化后的工艺参数和板料形状应用于试模件,结果如图13所示.由图可以看出,零件的成形效果与最优工艺参数的仿真成形结果相近.试模件4个区域(与图12中的4个区域相同)厚度的测量结果如表7所示.由表7可知,试模件4个区域的最大厚度和最小厚度均符合零件的设计要求,且与仿真分析厚度的最大误差仅为6.614%,由此表明本文提出的工艺参数和板料形状的优化方案具有可行性.

图13 实际试模件

表7 仿真所得厚度与试模件厚度的对比
5 结论
本文利用有限元技术对板料形状和成形工艺参数进行了优化,结果显示本文方法能够消除零件开裂和减少起皱现象,进而可有效提高零件的成形质量.本文研究结果可为汽车零件的冷冲压成形工艺优化提供参考.本文的仿真模型只考虑了一种有限元网格的划分,在今后的研究中我们将考虑不同类型有限元网格的划分,以进一步提升仿真的准确性.
