Sn-0.7Cu-0.2Ni-yTi焊料性能研究
2022-09-07程艳奎门延会
程艳奎 楚 功 门延会 郭 容
宜宾职业技术学院 四川宜宾 644003
随着电子封装领域的快速发展,对焊料的性能要求也相应提高。由于SnCu基体的焊料价格相对便宜,使用性能较为良好,因此得到了广大学者的研究[1-3]。以Sn-0.7Cu为研究对象,添加微量的Ni在综合力学性能和润湿性能等方面都具有较高的优势[4-6]。因此以SnCuNi为代表的焊料也得到了广泛研究,通过在基体中添加一些微量的金属元素,以期改善焊料的合金性能,在焊料的综合性能方面有所提升。本课题研究的焊料因其焊接后的产品需要在特殊环境下工作,对抗腐蚀性能要求较高。焊料作为连接两个母体的材料,属于过渡层,研究焊料熔化热性,抗腐蚀性能以及润湿性能就很关键。研究表明,Ti能够提高SnCu焊料的润湿性、抗氧化性,又由于Ti金属具有较强的耐腐蚀性能[7-8],因此本课题以Sn-0.7Cu-0.2Ni为基体,通过添加Ti金属研究新焊料的综合性能。
1 实验过程
本实验以Sn-0.7Cu-0.2Ni为基体焊料,按照Sn-0.7Cu-0.2Ni-yTi(y=0,0.1,0.2,0.3)精确准备纯度为99.99%以上的原材料,将原材料置于石英管中置于电阻炉中熔炼,获得直径为12mm的棒状试样材料。
试样通过阿基米德原理测试Sn-0.7Cu-0.2Ni-yTi的密度。通过D/max-RB型X射线衍射仪对Sn-0.7Cu-0.2Ni-yTi进行物相分析。采用SDT Q600型热分析仪获取试样的熔化特性,为防止氧化,测试采用氮气保护,升温速率设置为10℃/min。试样的抗腐蚀性能采用浓度为5%的HCl溶液,Sn-0.7Cu-0.2Ni-yTi试样为直径为12mm、厚度为1mm的圆片样品。试样的润湿性能采用样品置于铜片中央并在270℃下保温,利用CAD软件测量在Cu片上的铺展面积。
2 实验结果分析
在Sn-0.7Cu-0.2Ni钎料中添加微量的Ti,其含Ti焊料密度如下表所示。添加微量的Ti对焊料的密度影响较小,随Ti含量的增加,密度略有降低。一方面,Ti的密度要低于焊料密度;另一方面,Ti元素的添加并未改变焊料合金的晶体结构。图1为不同Ti含量的焊料XRD图,可知焊料的物相主要是B-Sn基体和Cu6Sn5金属间化合物,未见明显的含Ti的物相。为进一步探究焊料中的物相结构组成,以Sn-0.7Cu-0.2Ni-0.1Ti为例进行了能谱分析。如图2所示,图谱表明焊料中主要是以Sn为基体,一些凸起的呈树枝状和块状的物质是以Cu6Sn5为主的金属间化合物,在能谱分析中并没有找到含有Ti的原子区域。

Sn-0.7Cu-0.2Ni-yTi密度表
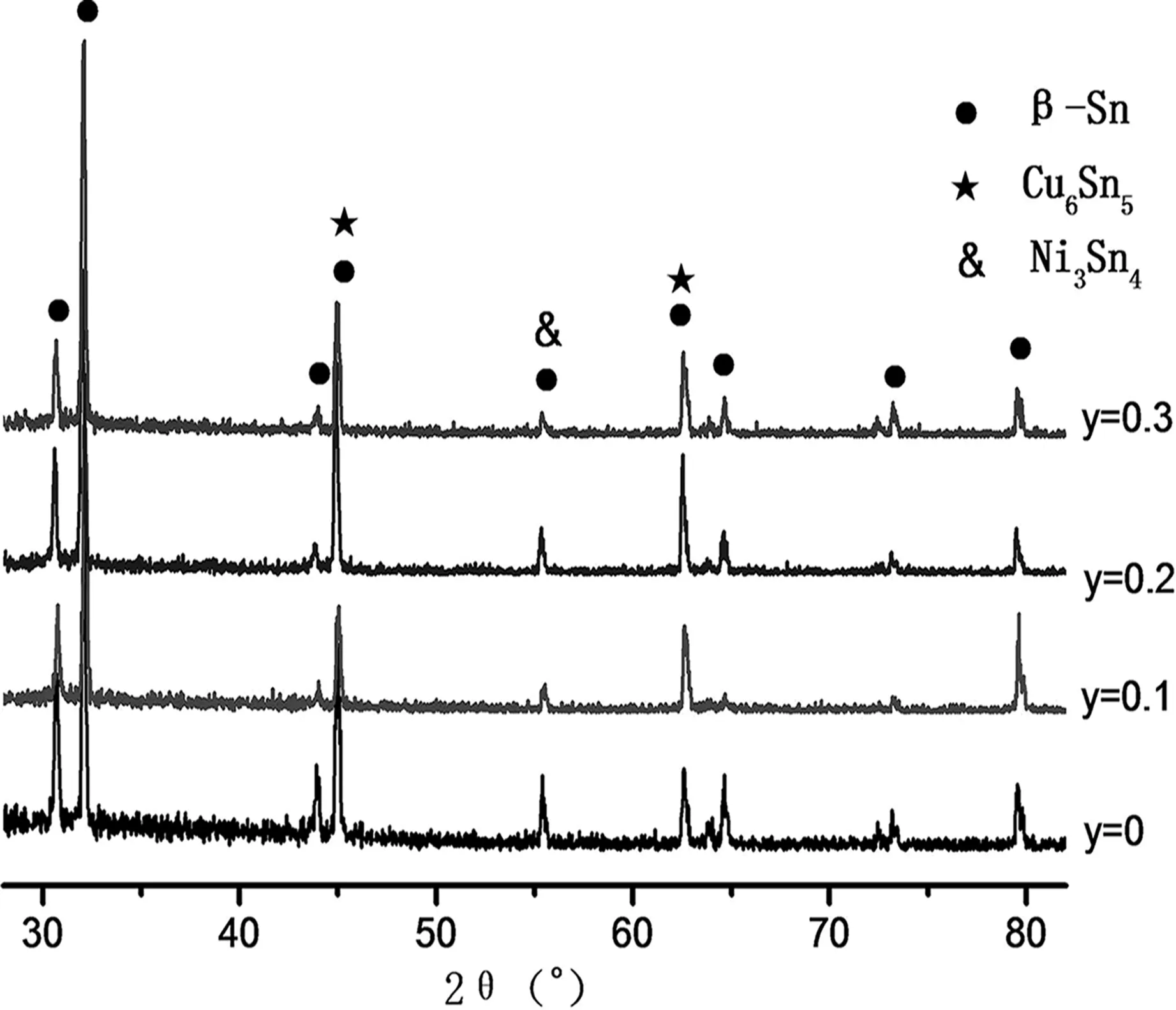
图1 Sn-0.7Cu-0.2Ni-yTi物相分析
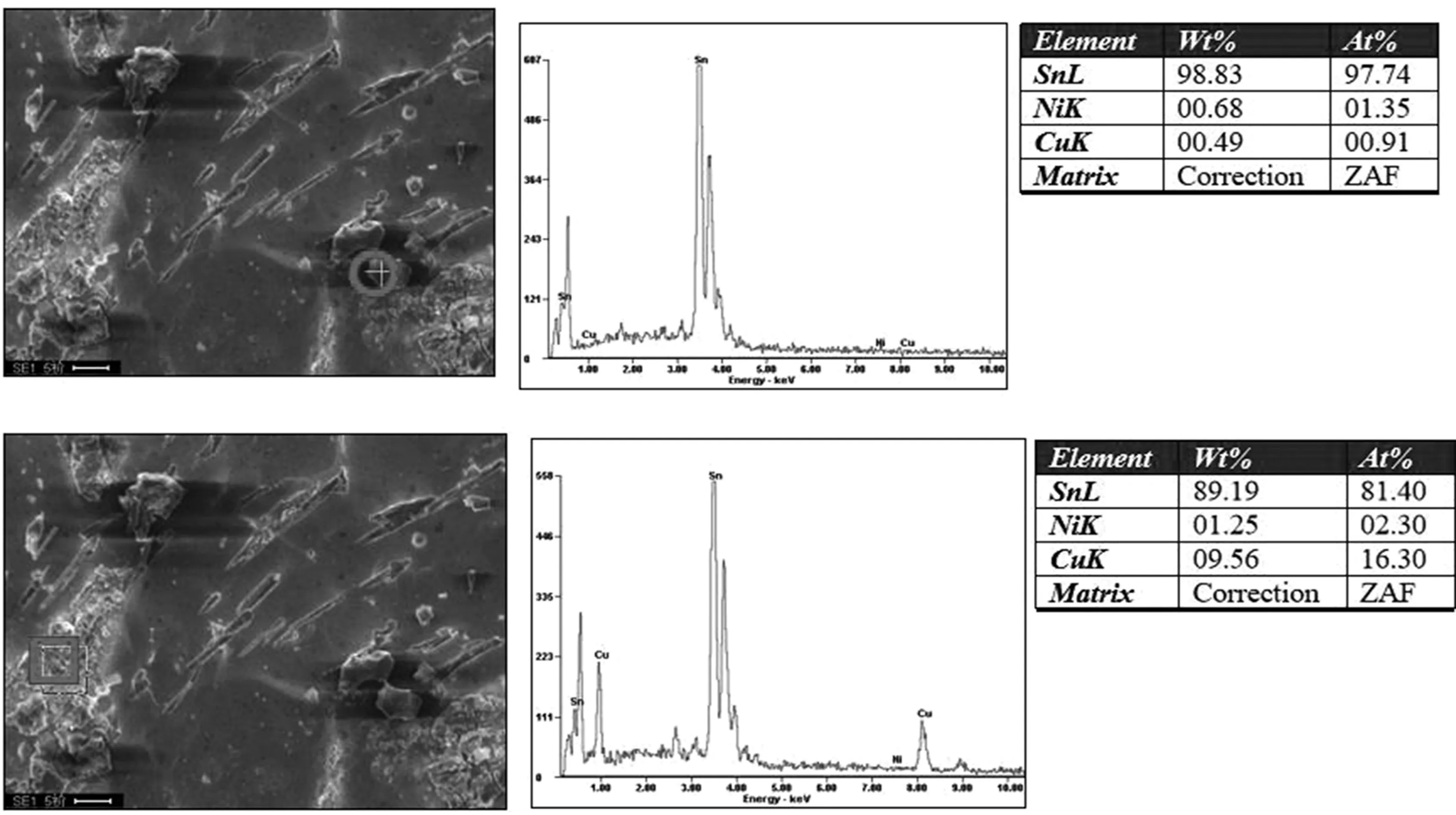
图2 Sn-0.7Cu-0.2Ni-0.1Ti能谱分析
如图3所示为添加微量Ti对Sn-0.7Cu-0.2Ni-yTi的熔化特性的影响。实验中,Sn-0.7Cu-0.2Ni-yTi均只有一个吸热峰,峰值略有向左移动。添加Ti后,焊料的熔化温度略有降低,但影响不大,对焊料的熔程影响也很小。
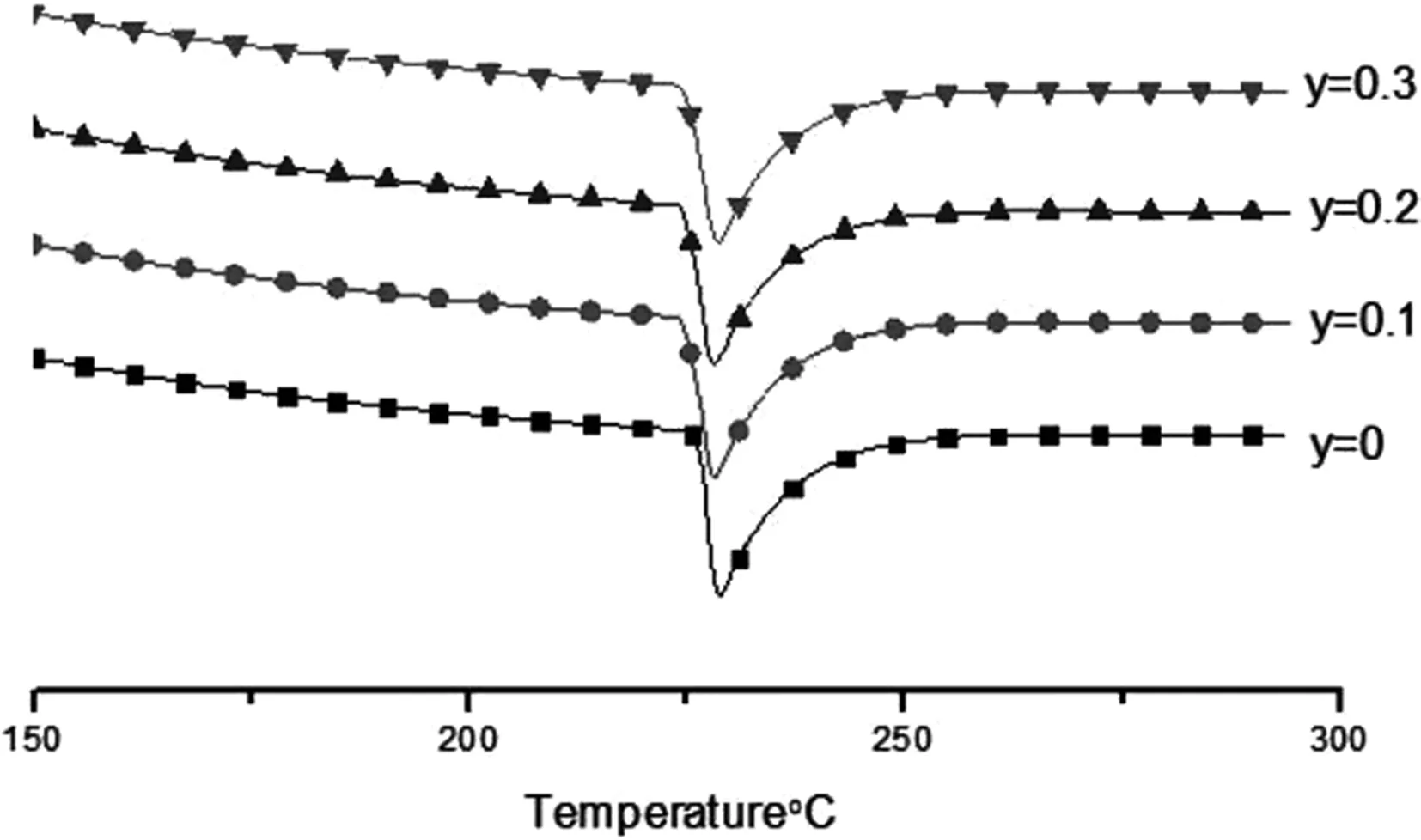
图3 Sn-0.7Cu-0.2Ni-yTi熔化特性图
图4为Sn-0.7Cu-0.2Ni-yTi在浓度为5%盐酸溶液中浸泡14天后样品的腐蚀速率图。腐蚀速率按照下式计算获得。其中,M1、M2代表腐蚀前后样品的质量,S代表样品的表面面积,t为浸泡时间。
由图4可知,Sn-0.7Cu-0.2Ni的腐蚀速率为0.355mm/a,Sn-0.7Cu-0.2Ni-0.1Ti的腐蚀速率大约0.480mm/a,继续添加Ti含量,腐蚀速率有所降低,但仍然比未添加Ti之前高。这是由于Ti元素的添加,增加了焊料组元之间的电势差,增加了焊料的电腐蚀性能。如图5为腐蚀后的表面形貌图,未添加Ti时,焊料的腐蚀孔洞较少,没有出现明显的枝条状组织结构,添加质量为1%的Ti时,焊料腐蚀后明显出现了较多的腐蚀孔洞,且有许多细长的枝条状组织结构;添加2%的Ti时,腐蚀孔有所减少,但仍有部分枝条组织形貌。图6为样品腐蚀14天之后的XRD图,可知当Ti含量为0.1wt%时,腐蚀产物中出现一些新的物相,有的物相峰强加强,有的物相峰强减弱。这些物相可能是影响腐蚀速率的原因之一。结合腐蚀速率、腐蚀形貌和XRD图,添加抗腐蚀性能强的Ti元素,并没有提高焊料的抗腐蚀性。
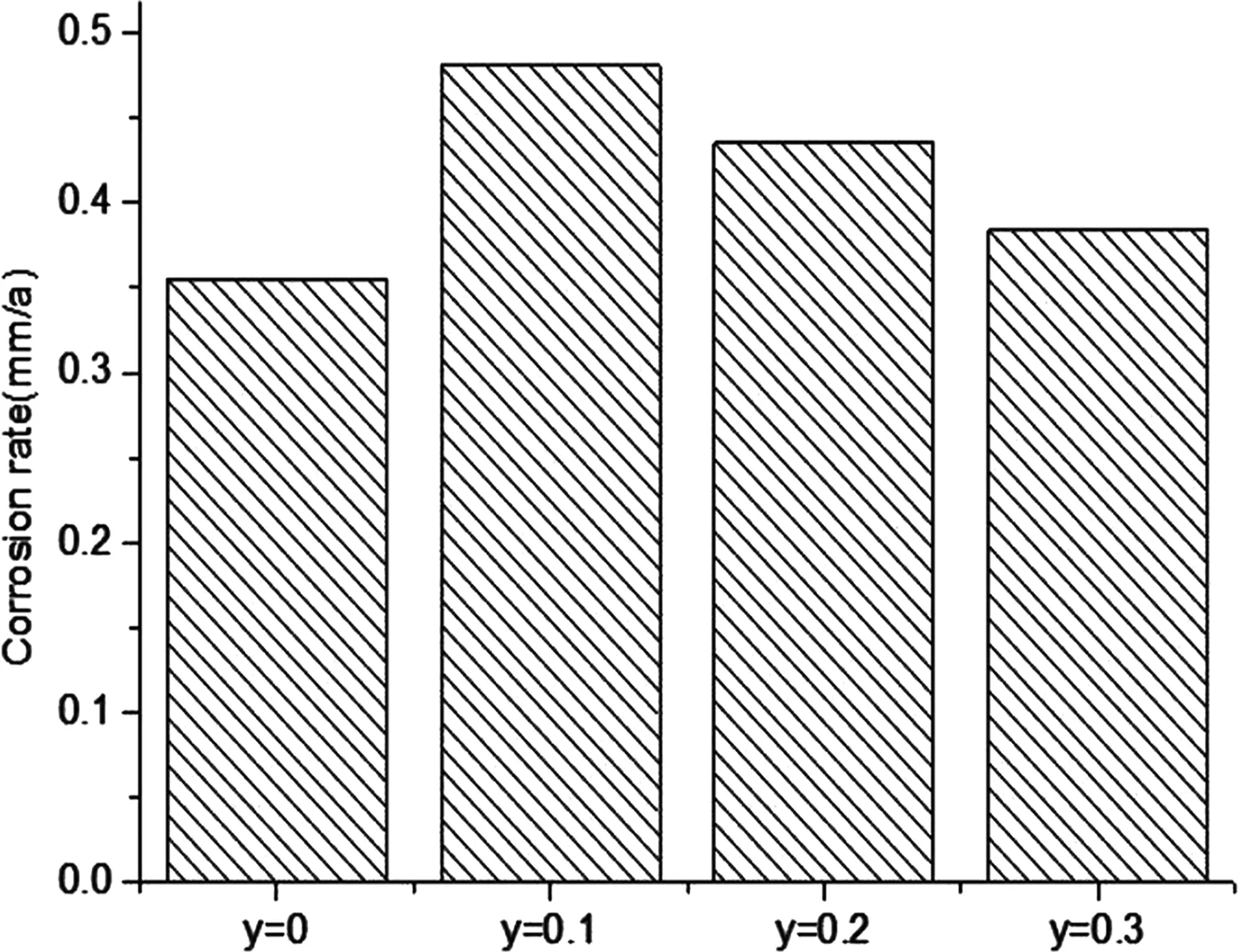
图4 Sn-0.7Cu-0.2Ni-yTi腐蚀速率图
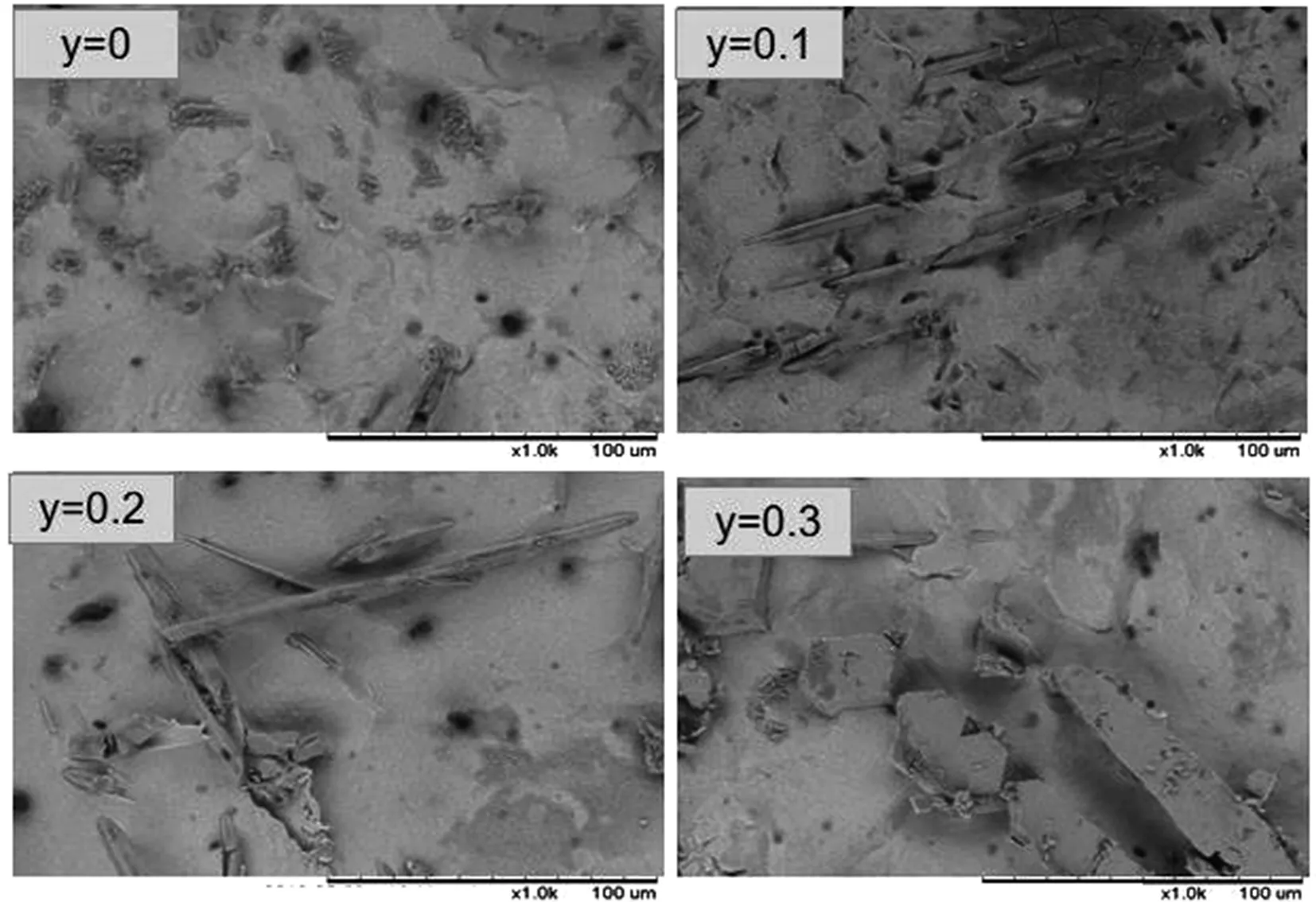
图5 Sn-0.7Cu-0.2Ni-yTi样品腐蚀后表面形貌图
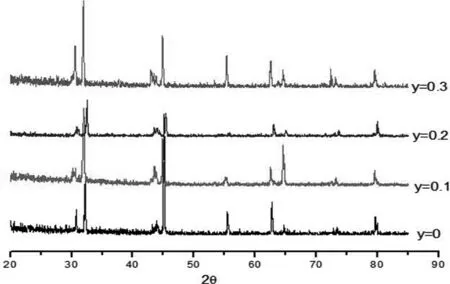
图6 Sn-0.7Cu-0.2Ni-yTi样品腐蚀14天后XRD图
如图7为Sn-0.7Cu-0.2Ni-yTi焊料在Cu片上的铺展面积图,Sn-0.7Cu-0.2Ni焊料的铺展面积为52.36mm2,添加Ti后,焊料在Cu片上的铺展面积增大,Sn-0.7Cu-0.2Ni-0.2Ti焊料的铺展面积为58.37mm2。由此可见,Ti元素的添加有助于提高焊料与Cu片间的互溶度,增强焊料的润湿性能。
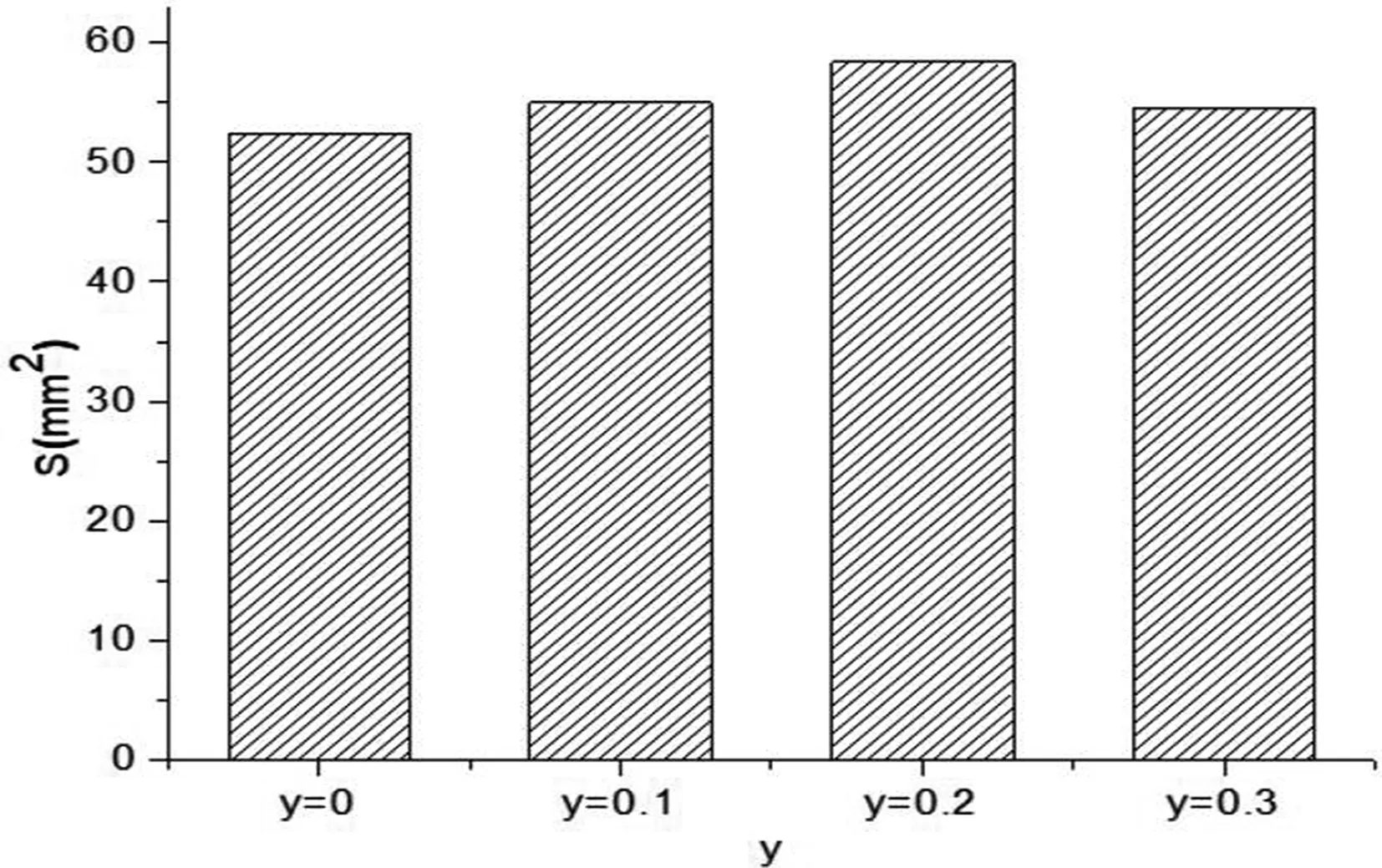
图7 Sn-0.7Cu-0.2Ni-yTi焊料铺展面积图
图8为Sn-0.7Cu-0.2Ni-yTi焊料在Cu片润湿后的断面界面形貌图,结合润湿面积分析,尽管添加Ti增强了焊料与基板的相互渗透作用,但并未改变Sn-0.7Cu-0.2Ni-xTi/Cu界面的形貌,甚至会出现凸凹不平的连接界面,有些区域未润湿。为了解Sn-0.7Cu-0.2Ni-yTi/Cu钎焊界面IMC的物质组成,对此区域进行能谱分析,如图9所示,分析结果表明,此区域基本只含有Cu和Sn两种原子,按照原子数比进行计算,可以推断界面IMC为Cu6Sn5金属间化合物,说明了Ni和Ti没有进入界面IMC的生长。
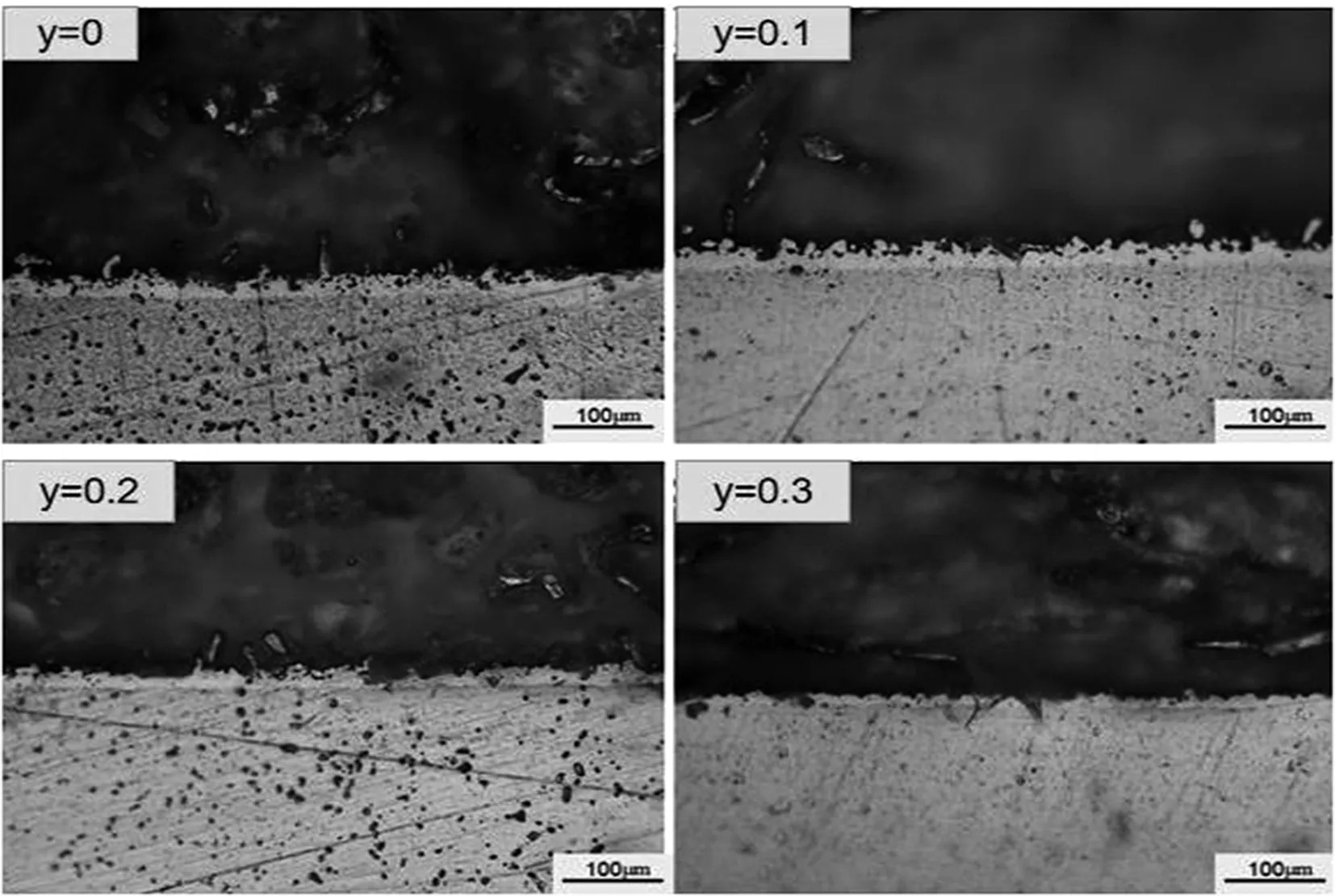
图8 Sn-0.7Cu-0.2Ni-yTi/Cu钎焊界面IMC形貌图
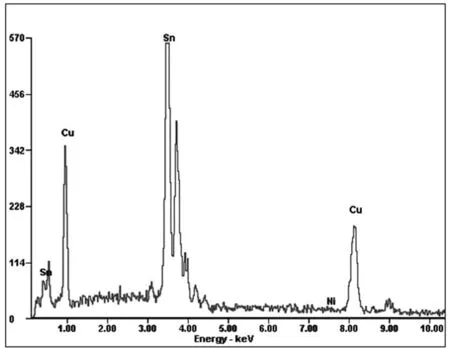
图9 Sn-0.7Cu-0.2Ni-yTi/Cu钎焊界面层能谱分析
3 实验结论
在Sn-0.7Cu-0.2Ni添加微量Ti后,焊料没有形成新的物相。微量Ti对焊料的密度影响很小,随Ti含量的增加,焊料的熔化温度略有降低。添加Ti并不能提高焊料的抗腐蚀性能。当Ti含量为0.1%时,样品在5%HCl溶液中浸泡的抗腐蚀速率最大为0.480mm/a;当Ti含量为0.2%时,焊料在Cu片上的铺展面积最大,润湿性能最好。
