支撑我国汽油质量持续升级的核心技术及技术路线开发与应用 1.催化裂化汽油烯烃含量控制理论基础与工业实践
2022-09-05许友好阳文杰
许友好,阳文杰,王 新
(中国石化石油化工科学研究院,北京 100083)
自20世纪80年代起,我国汽车产业迈入全面发展阶段。全国汽车保有量从2000年的1 609万辆,逐渐增长为2010年的7 721.7万辆、2020年的2.81亿辆,20年增长了近17倍[1-3]。研究预计[4],到2040年前后,全国汽车保有量将达到峰值,为每千人350辆左右,但仍远低于发达国家汽车保有量的水平(每千人500~800辆)。即便新能源汽车快速发展,估计到2040年仍有90%的汽车依靠汽油;到2050年,汽车对汽油燃料的依赖度还将在60%以上[5]。因此,在未来几十年内,汽油产品仍将在国民经济和人民生活中扮演至关重要的角色。
汽油产品质量不仅关乎2.8亿辆汽车的使用安全,还会影响近10亿人民群众的健康出行,更将关系到生态环境、民生福祉等问题。推动污染防治、改善生态环境、增强人民群众获得感,是建设社会主义现代化强国的基础要务。2010年全国汽油车的一氧化碳(CO)、碳氢化合物(HC)、氮氧化物(NOx)排放总量约为24.42 Mt,到2020年该值约为7.24 Mt,10年降低了70.35%[1,6]。汽车排放污染物的逐年下降,依靠于多年来汽车污染物控制技术与汽油产品质量的不断升级进步。减少汽车尾气污染不仅是过去20年人们面临的巨大难题,仍将是未来30年或更长时间所面临的需要不断攻克的难关。我国汽油产品质量升级之路并非一帆风顺:一方面,我国汽车排放标准是参照欧洲汽车排放标准制定的,若完全照搬欧洲标准,我国炼油的装置结构和生产技术需要依照欧洲炼油厂进行改造,投资大、周期长;另一方面,我国原油长期依赖进口,来源复杂、组成差异很大,导致产品质量难以与欧洲完全一致。在无法完全照搬欧洲标准的情况下,为满足不同阶段汽车排放标准要求,我国探索建立了自己的汽油质量标准体系,进而开发了满足不同质量标准的汽油产品生产技术。
催化裂化汽油由重油转化而来,其原料成本低且易得,因此成为我国车用汽油的主要调合组分,但其烯烃含量和硫含量高,是影响汽油清洁化的主要指标。而未来汽油质量标准要求50%馏出温度降低,芳烃含量更低,这意味重整汽油和烷基化汽油在汽油池中的比例也会受到限制[7]。催化裂化汽油烯烃含量高,由加氢工艺降低烯烃含量会导致成本增加且汽油辛烷值降低;高烯烃含量催化裂化汽油脱硫同样面临着成本增加、辛烷值降低的问题。降烯烃、降硫、保辛烷值和低成本生产四个维度构成一个巨大的难题,解决这一难题的关键是如何低成本降低催化裂化汽油烯烃含量。因此,应在催化裂化过程中尽可能地在最低成本下降低汽油烯烃含量,为后续汽油脱硫过程减少辛烷值损失提供优质原料。本课题针对汽油中烯烃组分的分布规律,在系统研究催化裂化过程中双分子裂化反应与氢转移反应的协同和竞争规律的基础上,提出分区控制汽油烯烃含量的催化裂化工艺和催化剂开发思路,并进行工业应用试验,成功实现定向调控催化裂化汽油组成,为汽油产品的质量升级提供可靠的技术支撑。
1 催化裂化汽油烯烃含量控制理论基础

(1)


图1 汽油馏分组成与转化率之间的关系 —烯烃; —烷烃; —芳烃
由图1可以看出:双分子裂化反应和双分子氢转移反应相互协调、竞争;换言之,双分子裂化反应和双分子氢转移反应之间强弱关系影响着汽油馏分的烯烃含量、芳烃含量和异构烷烃含量的变化趋势。随着反应深度增加,汽油馏分的烯烃含量先增大后减小;当原料油转化率达到一定值时,汽油馏分烯烃含量达到最大,之后呈现不断下降趋势。在此阶段,双分子氢转移反应起着主导作用,因此汽油馏分中烯烃的转化方向取决于氢转移反应的类型。氢转移反应可分为两种类型[9],分别如式(2)~式(4)所示。
类型Ⅰ:

(2)
类型Ⅱ:
(3)
(4)
当强化反应类型Ⅰ时,汽油馏分中烯烃转化为异构烷烃和芳烃,有利于提高汽油辛烷值;当强化反应类型Ⅱ时,汽油馏分中烯烃转化为不同碳数的异构烷烃,可以避免异构烷烃单一化,实现多种异构烷烃并存,保证汽油产品50%馏出温度低于100 ℃,但会导致转化的焦炭前身物增多。
汽油馏分中烯烃含量和催化裂化焦炭产率随着原料油转化率的变化趋势如图2所示。从图2可以看出:随着反应深度加大,焦炭产率先缓慢增加,达到临界值后会迅速增大;而汽油馏分中烯烃含量呈现先增加后持续降低的趋势。

图2 汽油烯烃、焦炭产率与原料油转化率之间的关系
基于汽油馏分烯烃含量降低幅度与焦炭产率增加幅度之间的关系,提出分区控制汽油馏分烯烃含量的策略。降低汽油馏分烯烃含量与增加焦炭产率过程可分为:焦炭量可控区、焦炭量过渡区、焦炭量不可控区。如图2所示,在焦炭量可控区(区域1),汽油馏分的烯烃体积分数一般大于35%,此时氢转移反应以类型Ⅰ为主,仅需强化氢转移反应速率,就可将烯烃组分转化为异构烷烃和芳烃组分;在焦炭量过渡区(区域2),汽油馏分的烯烃体积分数一般为20%~35%,此时氢转移反应由类型Ⅰ向类型Ⅱ过渡,因而必须强化类型Ⅰ反应,才能控制焦炭的生成量;在焦炭量不可控区(区域3),汽油馏分的烯烃体积分数一般小于20%,此时氢转移反应以类型Ⅱ为主,必须抑制氢转移反应,才能控制焦炭量缓慢增加。上述氢转移反应特性为开发分区控制汽油馏分烯烃含量的催化裂化工艺和催化剂奠定了坚实基础。
2 分区控制汽油馏分烯烃含量技术的开发及应用
2.1 焦炭量可控区
变径流化床是输送床、快速床和湍动床有机结合的一体多流型单器流化床,其结构特点如图3所示。由图3可知,变径流化床突破了原有输送床的单流型模式,具有稳定的多温区和多流型床层,为复杂催化反应的高选择性转化提供了更理想的催化反应工程技术平台[10]。

图3 变径流化床及反应区划分与对应流型
通过在变径流化床反应平台上构建烃类裂化与转化两个反应区,开发了变径流化床催化裂化工艺,首创双反应区的催化裂化技术新平台。与等直径提升管反应器相比,利用变径流化床反应器可更大幅度地提高Y型分子筛催化剂的利用率,从而提高重油转化能力、强化氢转移反应、改善产物选择性和产品质量。在焦炭量可控区,氢转移反应以类型Ⅰ为主,通过强化氢转移反应就可以控制汽油馏分的烯烃含量,而且不会明显增加焦炭产率。该技术于2002年的工业试验标定数据结果如表1所示。由表1可以看出,变径流化床反应器的轴向温度分布更加优化,原料油热裂化反应深度下降,干气产率明显降低,汽油馏分产率提高,而汽油馏分的烯烃含量大幅降低。

表1 变径流化床对催化裂化工艺产物分布及汽油馏分性质的影响[9]
2.2 焦炭量过渡区
在焦炭量过渡区,体系发生的氢转移反应呈现由Ⅰ型向Ⅱ型过渡的趋势。借助变径流化床催化反应工程技术和高效降烯烃催化剂,对影响该过程原料油转化率和体系氢转移反应类型的影响因子进行大数据分析,结果表明反应温度和催化剂活性为两个最重要的影响因素。据此,构建了反应温度与催化剂活性关联的反应模式相图,如图4所示。图4中展现了4种反应模式,为反应温度和催化剂活性的不同组合形式。

图4 体系催化剂活性与反应温度关联的反应模式相图[5]
由图4可知:当反应温度较低、催化剂活性较高时(模式1),体系发生的双分子氢转移反应主要为Ⅱ型反应;当反应温度较高、催化剂活性较低时(模式2),体系发生的双分子氢转移反应主要为Ⅰ型反应;这两种反应模式均能有效降低汽油馏分中的烯烃含量,但反应模式1的焦炭产率更高。这表明:提高催化剂活性,有利于Ⅱ型氢转移反应发生;提高反应温度、降低催化剂活性有利于Ⅰ型氢转移反应占据主导地位。分子筛催化剂的活性通常跟其表面酸中心的密度和强度有关,酸密度高、强酸中心比例大的分子筛往往具有更高活性[11],但是强酸性中心多会加剧焦炭的生成[12]。另外,Ⅱ型氢转移反应遵循双分子反应的双位吸附机理(Langmuir-Hinshelwood机理),与催化剂表面酸中心密度成指数关系,而Ⅰ型氢转移反应遵循双分子反应的单位吸附机理(Rideal机理),与催化剂表面酸中心密度成线性关系[13]。反应模式1的焦炭产率高于反应模式2的原因在于:采用反应模式1时,反应温度较低而催化剂活性高,Ⅱ型氢转移反应占主导地位,更多烯烃发生氢转移反应的同时,过多的强酸中心提高了焦炭产率;采用反应模式2时,催化剂活性降低,表面酸中心密度减小,严重抑制了与酸中心密度成指数关系的Ⅱ型氢转移反应,降低了焦炭产率,而且Ⅱ型氢转移反应在高反应温度下对原料油转化率的降低更敏感[13],促使Ⅰ型氢转移反应占主导地位。因此,反应过程出现焦炭产率拐点后移现象,如图5所示。

图5 采用反应模式2时体系焦炭产率随原料油转化率的变化
中国石化石油化工科学研究院(简称石科院)基于上述反应模式(图4),灵活调控原料油的转化率和体系中的氢转移反应类型,实现了汽油馏分组成的定向调控,进而开发出定向调控汽油馏分组成的催化裂化技术。以加氢重油为原料,将定向调控汽油馏分组成的催化裂化技术与国外同类技术的工业应用主要指标进行对比,结果如表2所示。从表2可以看出,与常规催化裂化技术相比,定向调控汽油馏分组成的催化裂化技术各项关键技术指标均显著提高,平衡催化剂活性更低,而第一反应区(一反)和第二反应区(二反)的反应温度均更高,因而可以大幅降低催化剂的消耗量、焦炭产率和汽油馏分烯烃含量,而且明显提高汽油产率和辛烷值(RON)。

表2 定向调控汽油馏分组成的催化裂化技术与国外同类技术主要指标对比[14-15]
中国石油兰州石化分公司(简称兰州分公司)3 Mt/a重油催化裂化装置以石蜡基重油为原料,为解决难以生产满足国Ⅵ(B)标准要求车用汽油的困境,自2019年6月开始该装置应用定向调控汽油馏分组成的催化裂化技术,主要运行指标如表3[16]所示。由表3可知:该装置运行平稳,产物汽油馏分的烯烃质量分数降低7.2百分点,达到国Ⅵ(B)标准汽油调合的要求;产物汽油RON增加1,均值达到90.7;高价值产品收率增加,产物分布得到优化;装置操作弹性提高,操作难度降低;装置经济效益大幅提高[16]。

表3 兰州分公司应用定向调控汽油馏分组成的催化裂化技术前后主要指标对比
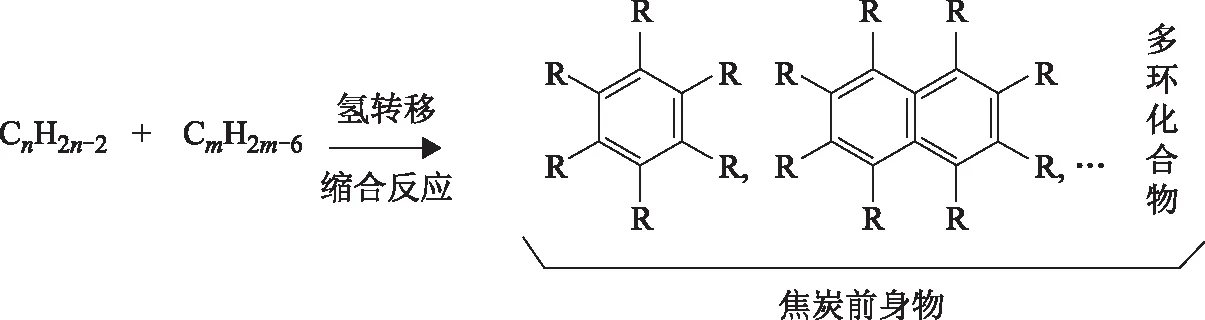
装置改造前后的产物稳定汽油中烯烃含量和异构烷烃含量的变化如图6所示。从图6可以看出,应用定向调控汽油馏分组成的催化裂化技术后,产物汽油馏分中不同碳数烯烃的含量均有所降低,C5~C8烯烃含量大幅降低,其中C7~C8烯烃质量分数降低幅度大于50%;不同碳数异构烷烃含量的变化趋势不同,C5~C6异构烷烃质量分数分别增加28%和23%,C7~C10异构烷烃含量略微降低。
图6 定向调控汽油馏分组成的催化裂化技术应用前后的汽油主要烃类组成变化
2.3 焦炭量不可控区
在反应模式2的基础上提高催化剂活性和反应温度,可构建高苛刻度反应模式3。在反应模式3下,原料油裂化深度增加,可进一步降低汽油馏分的烯烃含量,但是焦炭生成量随原料油转化率的增加急速增大,因此称该反应模式区为焦炭量不可控区。如何解决汽油馏分烯烃含量降低和焦炭产率急速增大矛盾成为汽油质量升级工艺技术开发的关键科学问题。经过大量试验研究,首次发现负氢离子释放剂对小分子烯烃(C5烯烃难以饱和)具有靶向饱和作用,因此创造性地提出了在体系中引入适当的负氢离子释放剂的方案。同时,开发出金属单原子分散于阳离子交换位活性中心的ZSM-5分子筛,有效降低了烯烃环化决速步骤(烯烃脱氢)的活化能,促进了烯烃环化反应和负氢离子快速释放[5]。在引入外部负氢离子释放剂和加入内部负氢离子释放的双重作用下,从根本上解决了反应模式3下汽油馏分烯烃含量深度降低与焦炭产率快速增大之间的矛盾[17]。
2.3.1 负氢离子释放剂的发现及催化转化路径
针对小分子烯烃难以发生自身氢转移反应这一问题,提出引入负氢离子释放剂以强化负氢离子转移反应的技术思路。大量试验结果表明,四氢萘类和十氢萘类化合物是性能良好的负氢离子释放剂,可以促进70%的2-甲基-2-丁烯发生氢转移反应转化为异戊烷,而其自身主要转化为萘类化合物,焦炭产率反而降低[17]。将富含烯烃的汽油与四氢萘(或十氢萘)混合后进行催化裂化反应试验,结果表明:随着原料油中四氢萘(或十氢萘)浓度增加,干气和焦炭的产率均呈大幅降低趋势;汽油产物中烯烃质量分数逐渐降低,最低达到4%以下,而烷烃和芳烃含量逐渐增加[17]。说明烯烃和四氢萘(或十氢萘)主要发生Ⅰ型氢转移反应,生成烷烃和芳烃;而发生Ⅱ型氢转移反应的比例较低,生成的焦炭量减少。
负氢离子释放剂的引入使得体系催化转化路径得以改变。在四氢萘类(或十氢萘类)化合物与烯烃发生反应的过程中,由于四氢萘类(或十氢萘类)化合物发生β键断裂反应的能垒高于其发生氢转移反应的能垒,因而体系只发生少量β键断裂反应[18],大部分四氢萘类(或十氢萘类)化合物通过负氢离子转移反应或失质子反应生成芳烃,同时促进汽油馏分中的烯烃分子发生氢转移反应生成烷烃[19]。在此过程中,外部引入体系的四氢萘类(或十氢萘类)化合物释放出大量负氢离子,而体系中原有多环芳烃的释放负氢离子作用受到抑制,从而降低了其缩合生成焦炭可能性。因此,通过引入负氢离子释放剂,同时实现了大幅降低汽油烯烃含量和减少焦炭生成量两大目标。
2.3.2 负氢离子释放剂对小分子烯烃的靶向饱和作用


图7 添加四氢萘前后的汽油组成中烯烃和异构烷烃含量变化
2.3.3 引入负氢离子释放剂的优化模式及主要优点
典型的负氢离子释放剂为四氢萘类和十氢萘类化合物。这两类化合物多来自催化裂化轻循环油(LCO)的加氢产物(加氢LCO),因为LCO中含有较多萘类化合物,通过加氢处理萘类化合物转化为四氢萘类或十氢萘类化合物。
试验表明在原重油催化裂化反应体系中引入负氢离子释放剂的优化模式为:将加氢LCO与新鲜重油原料直接混合后引入提升管反应器进行催化裂化反应,如图8所示。此混合进料反应模式具有3个主要优点:①可以抑制Ⅱ型氢转移反应,引入的加氢LCO替代体系中原有的多环芳烃释放负氢离子,从而抑制多环芳烃缩合生成焦炭;②可以减少LCO产量、增产汽油,在适当的剂油质量比和温度条件下,加氢LCO发生饱和烃和烷基侧链裂化反应,从而降低轻循环油产量并增产汽油;③可以改善反应效果和产品分布,引入加氢LCO可以显著降低重油的黏度,进而改善原料油雾化效果,从而降低重油裂化产物干气和焦炭的产率。因此,采用加氢LCO与新鲜重油原料直接混合进料模式,可以获得“一石三鸟”的效果。

图8 重油反应体系中引入加氢LCO的优化模式及其主要优点
重油原料中引入负氢离子释放剂后,不仅优化了产物中的异构烷烃分布,而且显著降低了焦炭产率,如图9所示。由图9可知,引入负氢离子释放剂后,虽然反应体系的焦炭产率仍旧随着原料油转化率的增加而提高,但其提升速率明显低于原反应体系。这表明,采用外加负氢离子释放剂的反应模式,根本性地解决了汽油烯烃含量深度降低与体系焦炭产率快速增大之间的矛盾。

图9 负氢离子释放剂的引入对汽油烯烃含量和焦炭产率的影响
基于上述原理,开发了超低烯烃汽油催化裂化技术[17],其主要技术指标与国内同类催化裂化技术指标的对比结果如表4所示。由表4可以看出,与定向调控汽油组成技术相比,采用超低烯烃汽油催化裂化技术可以将催化裂化汽油的烯烃体积分数降至9.5%,降低61.7%。因此,超低烯烃汽油催化裂化技术的开发为我国汽油质量的进一步升级提供了技术支撑。

表4 生产超低烯烃汽油催化裂化技术与国内同类技术的主要指标对比
3 结论与展望
催化裂化汽油占我国汽油池调合组分70%以上,因此降低催化裂化汽油的烯烃和硫化物含量是我国汽油质量升级的关键。基于在石油炼制技术开发与应用领域多年的经验积累,提出了独有的汽油质量升级思路并开发了相应的技术解决方案,而且仅用10余年就走完了国外发达国家二三十年的发展历程,助力我国汽油质量达到国际先进水平。
基于分区控制汽油烯烃含量的思路,开发出了适用于不同阶段的汽油烯烃含量控制技术。与国内外同类技术相比,该技术优势明显,可以有效控制汽油馏分的烯烃含量(其体积分数可降至9.5%),而且根本性地解决了汽油烯烃含量深度降低过程中伴随焦炭产率快速增大这一关键难题。
基于对降低汽油烯烃含量催化裂化工艺的深耕细作,不断优化汽油组成,为后续汽油脱硫技术提供优质的原料。经过10多年工业实践,创造性地提出了降烯烃与脱硫集成的技术路线。不同于国内外其他技术商开发的催化裂化汽油单独后处理技术,该集成技术路线化解了汽油脱硫、降烯烃、保辛烷值和低成本生产之间的固有矛盾,为国Ⅴ汽油标准以后的汽油质量升级提供了成本最低的工艺选择。
中国的炼油技术依靠本国自身力量,开发了适用于不同排放阶段的汽油生产技术路线,提供了中国独有的汽油质量升级技术解决方案,实现了清洁汽油的绿色低碳生产。此自主创新历程必将成为科技自立自强的典范。