商用车曲轴自动线锻造技术研究
2022-09-05孙文东沈汝利王志亮姜希翠谭潇一汽锻造吉林有限公司
一汽锻造公司12500t 锻造生产线,主要承担集团内部、外部重型卡车前轴、曲轴类大型模锻件的生产,承担着公司总产量的30%以上,于2006 年建成投产,属于手动辅助操作的半自动化生产线。为提升生产线的自动化程度、提高过程稳定性、产品一致性,于2016 年初启动生产线全自动化改造项目,经前期技术方案评审、工艺技术升级改造评审、设备制造、现场施工与后期调试,历时近3 年,实现了安全、高效、高质的目标,生产线装备水平、产品质量达到国内领先,国际一流水平。
除鳞工艺

锻造坯料加热产生氧化皮问题一直是制约锻件表面质量的关键问题,同时由于氧化皮硬度极高,增加了模具的磨损,降低模具寿命。为解决此问题,对自动线改造项目评审后,引入了高压水除鳞装备。
利用高压水气爆原理,对中频加热后坯料表面的氧化皮进行清理,坯料表面氧化层在高压水的作用下产生变形、被击碎,同时由于受坯料表面高温作用,高压水产生气爆瞬间清除表面氧化皮,解决了氧化皮对锻件质量与模具寿命的影响。通过除鳞技术的应用,锻件感观质量显著提升,同时降低了模具使用过程的磨损。高压水除鳞技术效果图和技术原理如图1、2 所示。


自动喷淋系统开发使用
锻造过程中需要对模具进行润滑、冷却,以满足工艺要求并提高模具使用寿命,通过研究开发模具自动喷淋系统,由机器人带动喷淋臂实现模具自动润滑与冷却,大大改善了模具工况,提升模具寿命与锻件质量。
自动喷淋系统开发过程中,充分考虑规避了喷淋过程可能对产品质量的影响,通过水、石墨、压缩空气的独立管路设计实现了精准控制模具温度、石墨覆盖、积液吹扫功能,良好的润滑效果与模具温度控制大幅提高了自动线的模具寿命,模具寿命由之前的3200 件提升到4200 件,同时提升了锻件表面质量。自动喷淋系统结构图及喷淋臂示意图如图3、4 所示。
自动线模体结构工艺研究
1、进一步完善最密切联系原则理论体系,使其能更好地适应中国的国际私法实践。由于各国的国情和社会制度各不相同,导致了各国的国际私法体系也不尽相同。对于中国而言,我国的国际私法体系尚处于起步阶段,理论构建不甚完备,且带有中国特色社会主义法治理论的色彩,在立法和司法中不可避免的与行政法、民法、刑法等其他实体法或是程序法相互影响交融,虽然是国际私法,但仍保留了以国家利益和社会利益为本位的立法思想。所以,如何将国际上先进科学的国际私法理论与我国实际国情相结合是十分重要的议题。与此同时,我国学者也要积极自主构建适于我国司法实践的最密切联系原则的适用方法,使其理论构建更加完备。

在主机模体中间,增加了二级换模机构,也称二级座结构,二级座可在主机模体内通过快速换模小车(亦称导轨快换系统)进行拉入拉出(图6),实现快速换模,省去了将整个模体机构拉入拉出的时间,大大减轻了劳动强度,同时避免了天车吊运带来的安全隐患,并且提高了换模效率。二级座与主机模座之间通过液压把紧,液压把紧系统体积小,刚度大,精度高,寿命长,易于实现安全保护。基于安全和操作方面考虑,采用自动翻转机构将二级座进行翻转,更换锻模,消除了天车操作带来的安全隐患,降低了辅助人员的劳动强度,提高了换模效率。
锻造设备主机模体在主机结构中起着举足轻重的作用,承担着设备运转带来的打击力,并且最终传递至锻件,保证锻件成形。前期主机模座上下模体配合方式为导柱导套配合,长期使用磨损后出现锻件错差,锻件一致性差,导柱导套自身更换亦是相当繁琐。另外导柱导套为不分开结构,减小了机器人送件取件空间。为了便于坯料顺利送至主机模体内,将导柱导套结构改为X 形导轨结构(图5),导轨上安装快速更换导向板,一旦长期使用发生磨损,即可实现快速更换,从而保证主机模体的导向精度。


自动线锻模结构工艺研究
商用车曲轴在机锻模具工艺布排上,分为预锻、终锻工步,终预锻模具安装在二级座上,通过拉出拉入二级座即可完成模具的切换。由于曲轴类产品外形尺寸相差不大,锻模采用标准模块大小,避免了二级座和共用件屡次更换带来的不便。所有模具安装基准一致,即终锻模具作为最终安装定位基准,通过预锻模具挤压终锻模具,并采用楔块把紧,实现模具紧固,如图7 所示。机锻模具实现标准化设计后,缩短了模块准备时间,且同类产品之间模块可互相替换,尤其体现在新产品模具准备中,大大缩短了产品同步开发所用时间,使我司在新产品开发过程中处于优势地位。同时锻模顶杆,也称二级顶杆,采用标准化设计,所有顶杆采用
33mm 直径。标准化设计后,极大的提高了工作效率,并且减少了模具准备时间。

1.联系生活原则,即运用网络技术展开教学时,不能脱离实际生活,要紧扣学生的学情与生活背景,从而引起学生的兴趣。
商用车曲轴锻模通过封料挡墙(图8),实现规整化飞边,封料挡墙设计为上下模一凸一凹,凸起部分设计在下模,凹进部分设计在上模,通过合理的宽度及挡墙间隙(挡墙间隙一般大于飞边桥厚5mm 以上为宜),达到预期飞边效果。规整后飞边便于机器人夹钳抓取,从而传递至下一工位。
急性泪囊炎是眼科常见的急症,通常是在慢性泪囊炎的基础上,由于各种因素例如身体抵抗力减弱、感染较强的毒力的细菌等,导致泪囊和周围组织的急性化脓性炎症。泪囊位于危险三角区,泪囊的急性炎症常致周围组织受累且脓腔压力高 [1],如果处理不当,炎症容易扩散致眶蜂窝织炎、颅内感染等,严重时可危及生命。传统治疗方案为:先在局部及全身使用足量抗生素控制炎症。如炎症不能控制,脓肿形成,则切开排脓,置入引流条,伤口愈合炎症完全消退后按慢性泪囊炎处理[2]。这样病人不能快速解除危险三角处的急性炎症,痛苦持续时间较长,风险较大。本研究旨在观察急性泪囊炎行鼻内镜下鼻腔泪囊吻合术的手术效果,现报告如下。

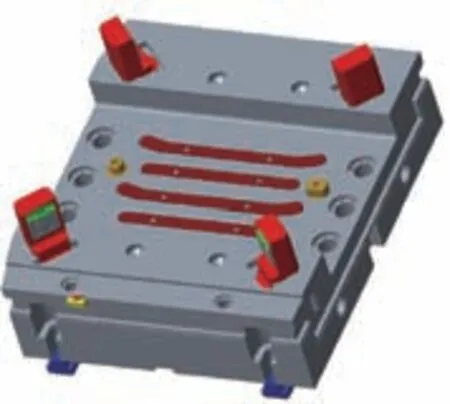
自动线切边工艺研究
为适应自动线工艺要求,满足机器人自动抓取,切边工序采用切边复合模工艺,即俗称的“抱切”,“抱切”工艺原理为通过机器人将带飞边锻件摆放至下冲头工位,切边凹模安装在上模体,设备运转带动上模体,并且凹模内含有校正上模,切边凹模完成切边后,校正上模通过液压机构实现退件和锻件校直功能,切边后锻件保留在下冲头上,机器人按照自动程序将其取走,完成切边工序,满足自动线生产流程。
至此,商用车曲轴生产线实现了全序自动线锻造工艺生产,提升产品质量的同时,提升了生产效率,在国内率先实现了自动化改造工作。
