热处理工艺的成本计算方法
2022-09-05王晶森上海蔚来汽车有限公司
热处理工艺应用广泛,可以用于钢的正火、调质、渗氮、碳氮共渗,或铝的固溶和时效。热处理的成本也是整个零件成本中重要的组成部分,计算热处理成本是计算零件成本的焦点问题,对准确计算零件全部的成本有重要意义。多年以来,人们习惯上用设备名牌上的能耗来计算热处理成本,本文希望提高计算的颗粒度,从热处理参数推理下探到比热的计算。下面针对铝控制臂、铝转向节、铝轮辋、铝副车架等典型零件的热处理,以T6 辊底炉为原型,讨论如何计算此类零件的热处理成本,为读者在计算中提供参考。其他的热处理形式也可以依据这个模型做计算。
炉型分类
一般情况下,企业所使用的热处理炉可以分为:辊底炉、网带炉和厢式炉三类。三种炉型各有优缺点(表1),从性能上说都可以达到相同的目的,用比热计算能量消耗的关键是能量消耗要包含器具的消耗,同时关注保温时间的能量消耗。
“我们安监站那边,除了食品安全,我们没有这个技术,这个东西要鉴定,这个食品安全它有专门的食品安全站管理,食品不属于我们管,我们只要看餐饮店,看它有没有营业执照,有没有卫生上岗证,厨师有没有那个上岗证,然后厨房里面要贴那个液化气,你要是有注意那些细节,厨房里面要贴一下,如果有用液化气的,用之前要检查,用之后也要检查,它有一张专门的那个表格,还有注意事项。”

⑴辊底炉适合异形体的热处理,将零件按一定的规律悬挂在器具上,有助于防止变形,广泛应用于铝合金零件或钢的渗碳等工艺。
⑵网带炉适合规则的、平整的零件或直接放在网带上不变形的零件,由于有常开的炉门浪费一些能源,广泛应用于锻造零件的调质或正火,或者大尺寸的管材的正火。
⑶厢式炉的特点是没有常开的门,但是会在连续的批量生产过程中出现中断,有一定的能源浪费,广泛应用于模具钢的热处理。
基于直方图谷点门限阈值分割方法是最直观、有效的图像分割方法。一般情况下,图像中同一对象的像素灰度集中在一个灰度附近,一般认为灰度直方图的每个峰值及左右邻域代表图像中一个目标,谷值是从一个目标到另一个目标的过渡点。基于直方图谷点门限阈值分割就是用谷值作为阈值来对这些峰所代表的目标区域进行分割[8-9]。
工艺参数
每架零件:30×10=300pcs
计算逻辑
设备投资:4000000 元
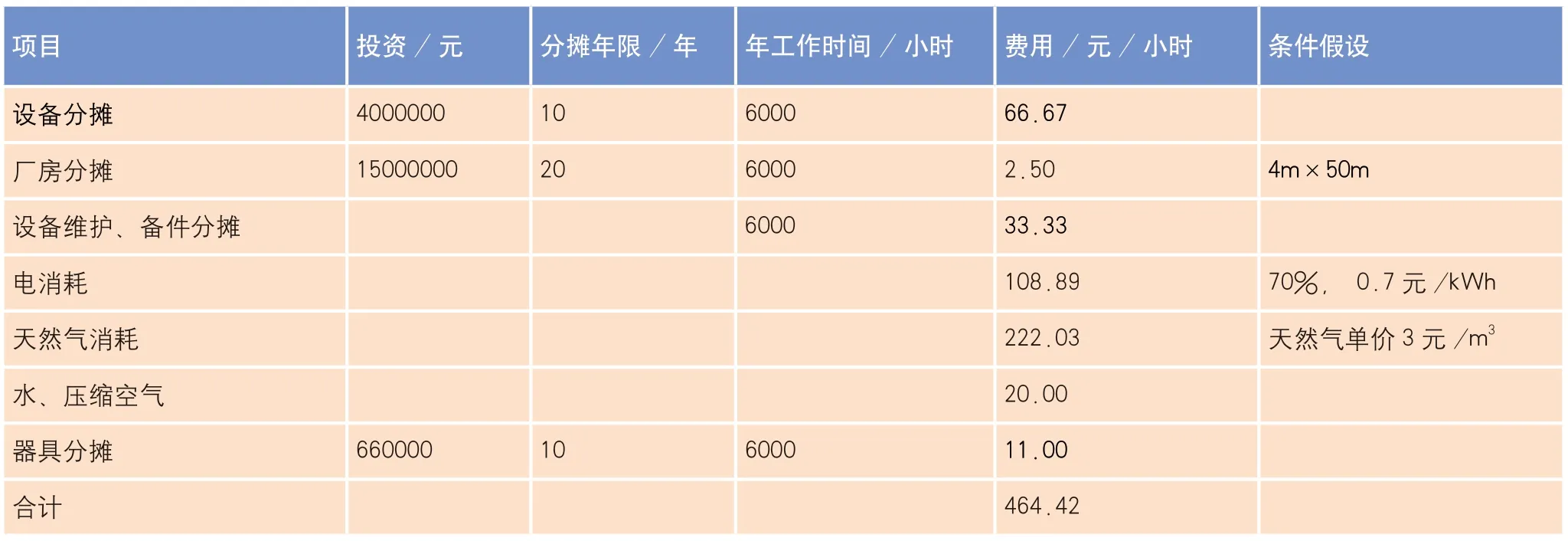
设备能耗(图2)可以通过设备配置表(表3)获取,分析设备的能耗,主要来自于电机的能耗和天然气烧嘴。设备提供的是生产环境,不代表设备上标识的能耗全都用于零件,因为加热部件不是一直在运行的。
生产纲领
(1)建立就业创业资金池,直接支持大学生返乡就业创业。就业创业资金的直接支持是大学生返乡就业创业能否成功的决定性因素,也是最有效的支持行为。政府引导银行资金、社会资金和私人资金投入到大学生返乡就业创业活动中,扩大资金的总体投入规模,把有限的资金用到有利于农村发展的大学生返乡就业创业项目上,形成一个以政府专项资金为主、高校就业创业基金和社会各方投资基金为辅的就业创业资金池,从创业资金方面对返乡就业创业初期资金困难的大学生予以直接支持。


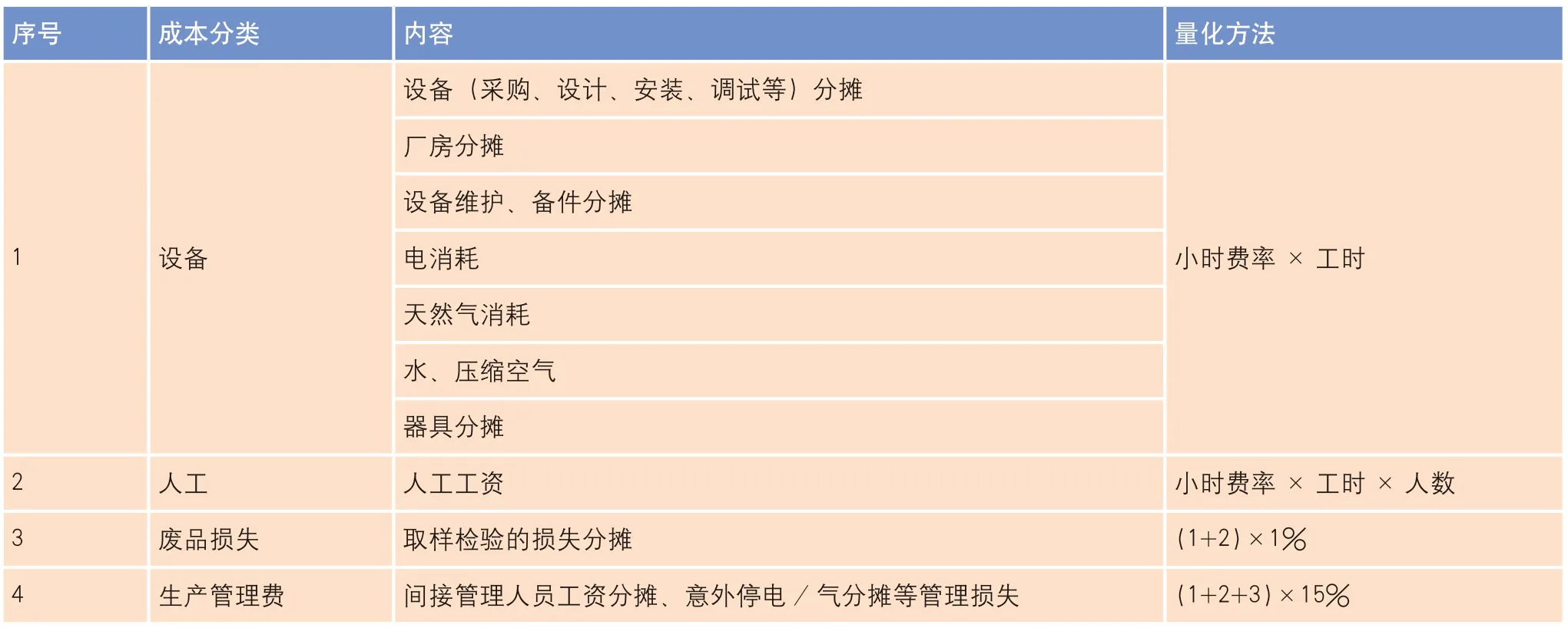
计算逻辑是把需要计算的结果用量化的方式计算出来(不同公司有自己的计算逻辑,这里不做重点讨论)。把工序的成本简单划分为4 类,设备、人工、废品损失和生产管理费。在计算设备费率时,重点考虑设备的小时费率和工时,小时费率和工时是热处理成本计算的关键因素。表2 提供的内容,后期根据需要合并计算成本。
每件重量:3.2kg
山洪灾害防治非工程措施主要由暴雨洪水监测系统、信息汇集及计算机通信网络系统、山洪灾害预警信息服务系统、乡村末端预警系统及群测群防体系等五部分组成。
生产能力:3600s/架
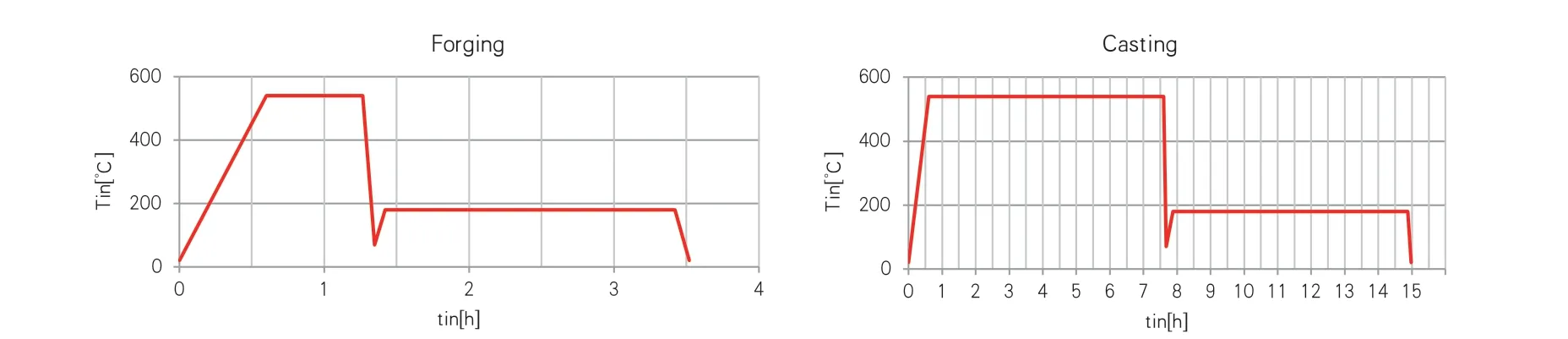
热处理过程是时间和温度的游戏,工艺参数是计算的基础,对不同成形工艺和不同壁厚的零件,应采用不同的热处理时间和温度。计算中要根据零件的壁厚,计算出零件的加热和保温时间。图1 是不同铝零件的锻造和铸造的T6 曲线对比,可以看出锻造热处理保温时间比铸造的时间短,如果考虑区别不同零件的厚度,参数还有差异。
工时:12s=12/3600h=0.0033h
电动汽车空调系统的智能化设计主要还是围绕着“绿色节能”政策来展开,与传统汽车不同的是,新能源汽车在ECU 电控系统中加入了“变排量控制”系统,有效提高了电动汽车空调系统的智能化建设。在车内的应用中,新能源汽车结合了家电系统中常用的交流变频电动压缩机,利用“变频控制”的原理强化新能源汽车空调系统的智能化控制技术。除此之外,电动汽车空调系统智能化的发展还可以利用热泵技术,实现对电动汽车压缩机的有效控制,减少能耗。还有就是热交换原理的应用,将新能源汽车中空调制冷时损失的热能进行智能化应用,一方面能够减少汽车在续航时的发电机的负担,还能有效提高智能空调系统的工作效率。

关键参数1,热效率(电机可以认为是65%~70%负载下的运行,此处不做更多讨论)。天然气烧嘴的能量消耗可以通过表4 进行计算。在炉内,天然气的消耗量是根据需要加热的零件和器具计算的。实际生产中,温度到了停止加热,温度不到继续加热。这里我们引入一个概念——“热效率”,加热零件和器具吸收的能量与加热能量总消耗的比值,这个比值体现的是热处理炉加热效率,这里我们模拟一个45%,不同的热处理炉由于设计水平的不同,能量利用的效率有差异,可以根据相同的逻辑计算一个百分比来衡量加热效率,这个效率跟保温时间有关系,也跟炉体的热损失有关系,也可以在现场实测。

关键参数2,保温能量。保温过程是除了升温过程之外另一个耗能大户,根据保温时间的差异有所不同,这里模拟用80%;实际生产中根据保温时间的不同有差异,有的保温1 小时,有的保温7 小时,保温时间短这个百分比也少,有兴趣的读者也可以根据自己的设备实测,方法是关闭保温区的烧嘴,只开加热区的烧嘴。
有了两个关键的参数,从表4 中就可以计算出天然气的能耗,这里我们校核一下,烧嘴平均消耗90m
天然气,理论计算得到了74.01m
天然气,设计没有超出负载,在不同的负载下,天然气的消耗量是不同的,即承载的零件越多,使用的天然气也就越多。如果理论值大于烧嘴的最大天然气消耗,说明设备不能提供满负荷生产的条件。根据表5 计算出了设备费率合计,表6 为我们得到的最终成本。

结束语
工时取决于零件在器具中的摆放,零件的空间占有率越大,设备的效率越高,相应的能耗也就越高。能源消耗是热处理成本计算的关键,在计算能源消耗中应全面考虑器具的能量消耗;加热和保温过程是能耗消耗的关键。
热处理炉的热效率取决于炉体的设计,可以通过天然气的流量实测炉子的效率;对于未知的报价项目,可以套用已经测量的炉子效率准确计算零件的能量消耗。不同的炉型可以利用相同的计算逻辑计算零件的成本,如网带炉,可以把网带视作器具计算加热能量,精确计算的前提是工程师对设备的准确理解。对于不同形式的热处理工艺也可以利用相同的逻辑计算;纯电炉也可以用相同的方式计算。
