模具激光表面处理的研究现状及发展趋势
2022-09-01杨化雨马云飞张嘉城王新云王爱华张茂
杨化雨,马云飞,张嘉城,王新云,王爱华,张茂
1.华中科技大学材料科学与工程学院 湖北武汉 430074
2.材料成形与模具技术国家重点实验室 湖北武汉 430074
1 序言
模具是工业生产中不可或缺的基础装备,被称为“工业之母”,在汽车、家电、交通、国防等关键领域应用广泛。近年来,我国的模具市场飞速发展,销售总额逐年增长,模具产量已跃居世界前列,我国已成为世界上主要的模具制造国和出口国之一[1]。然而,国产模具的使用寿命较低,仅为先进国家的20%~50%,且国产模具的制造精度尚有较大提升空间,很多高性能、高精度的模具仍然依赖于进口[2]。因此,提高模具使用寿命和制造精度成为了我国模具制造产业亟待解决的问题。
当前,我国制造业正在经历深度转型升级,亟待加快机械、航空、船舶、汽车、轻工及电子等行业生产设备的智能化改造,提高精准制造、敏捷制造能力,迈向制造强国行列。在此背景下,高附加值、高技术壁垒的高端精密加工技术成为了国家重点研发方向之一。作为一种典型的精密加工技术,激光表面处理技术不但具有成本低、效率高、应用领域广等特点,而且还很容易实现自动化生产,优势十分显著。
激光表面处理技术是将高能量密度的激光束作用在工件表面,通过物理冶金反应,在表面形成强化层,以此提高工件的耐磨性、耐热性、耐蚀性、抗热疲劳和抗氧化等一系列性能[3]。随着激光表面处理技术的飞速发展,其技术平台也越来越广泛。从最初的激光表面相变强化逐步发展到激光合金化、激光熔凝、激光熔覆、激光清洗及激光3D打印等[4]。目前,作为一种新兴的表面处理技术,激光表面处理已经成为传统产品高端化改造的关键支撑技术之一,并逐步占据越来越重要的地位。一方面,激光表面处理技术可以显著改善材料表面性能,强化表面特性,有效解决传统整体式模具表面处理技术所引发的变形、开裂、污染大及能耗多等问题;另一方面,激光表面处理是一种绿色低成本的技术,可以将廉价低性能的材料加工为高性能强化材料,同时不需要冷却介质,因此大大降低了能源损耗和环境污染[4]。
2 模具表面处理的主要问题
模具的制造技术水平是衡量一个国家制造业水平的重要指标。在工业生产中,模具产品的性能和使用寿命受到模具表面处理工艺的直接影响,而传统表面处理工艺难以避免地会在模具中造成不同形式的缺陷问题。例如,在表面热处理中,若模具的各部分在升温和降温时不能自由伸缩,则模具内部在热处理过程中或是热处理完成后会存在热应力,模具因此会产生变形,甚至是破坏。这种形式的缺陷问题称为热变形,是模具表面处理过程的主要缺陷之一。除热变形外,还可能出现淬火裂纹、氧化脱碳及磨损等缺陷,在实际生产过程中引发诸多问题,如图1所示。因此,如何提高模具表面处理技术水平是一个值得研究的课题。

图1 模具热处理过程中的常见缺陷
3 激光表面处理技术的优势
激光是一种相位一致、波长一定、方向性极强的电磁波,具有高亮度、高方向性、高单色性和高相干性四大特性。激光表面处理技术的原理就是将聚焦后的激光束调整离焦量后直接照射在材料表面,通过局部快速加热工件以实现组织的极速奥氏体化或熔化,随后在空气中快速冷却完成马氏体相变,以改善材料的组织性能。由于激光光斑的作用区域范围很小,所以工件其他未受热区域依旧处于室温状态,因此工件内部存在极大的温度梯度,这也为工件自淬火提供了条件。相比于其他常规表面处理技术,激光表面处理技术存在如下显著优势。
(1)与热处理强化相比 在工业生产中,常用的水冷淬火、油冷淬火等工艺只能对工件进行整体强化,且工序复杂、生产周期长、使用寿命低。激光表面处理技术能量传递便捷,可对工件进行选择性地局部加工,方便处理表面形状复杂的工件,在很大程度上降低了生产成本。
(2)与表面堆焊相比 传统堆焊技术在加工过程中热输入大,成形过程中可能会出现焊缝下榻、表面不平整等焊接缺陷[5]。然而,激光熔覆处理技术可瞬时完成加工任务,处理过的工件表面热影响区和变形量远小于堆焊技术,能够极大地保证加工质量,降低能源消耗[6]。
(3)与热喷涂相比 为改善材料表层组织性能,通常会使用热喷涂或者等离子体喷涂等喷涂技术在工件表面制造涂层。这些涂层技术在喷涂过程中温度极高,会在涂层内部产生诸多缺陷,如高孔隙率、涂层不均匀、耐蚀性降低等。激光表面处理过程的能量集中,对材料基底的热输入小。另外,利用激光重熔技术还能修复涂层缺陷,改善镀层或喷涂层的性能[7]。
(4)与渗碳、渗氮相比 作为机械传动系统的核心结构的齿轮件,由于其耐磨性是确保传动系统正常可靠工作的重要指标,所以通常会使用渗碳、渗氮处理工艺来硬化齿轮表面。但是,传统的渗碳工艺温度通常保持在930℃,渗氮工艺的保温温度通常在400~600℃,这两种生产工艺的整体周期较长,生产效率不高。激光渗碳技术利用脉冲波激光器,在局限于近表面区域将预先沉积或共沉积的合金元素与部分基体在很短的相互作用时间内快速熔化、混合和凝固,形成一个合金化区。这种技术不需要对工件整体加热,且作用时间短、速度快,大大提高了生产效率。
(5)智能化程度高 工艺参数控制是保证表面处理质量的关键过程。传统表面处理方法的工艺参数控制速度慢、精度低。目前,激光表面处理技术已经与自动控制技术紧密结合,工艺参数可调节性好,控制精准。如激光表面处理技术与机器人系统耦合,能使表面处理生产线更具柔性化、自动化,充分发挥激光加工精益、敏捷和安全的技术优势[8]。目前,智能化激光表面处理生产线逐步取得进展,已经应用于汽车、航空、电子等领域,如图2所示。

图2 激光表面处理技术在不同行业的应用
4 模具激光表面处理技术的主要工艺
模具激光表面处理的主要工艺可分为激光表面淬火、激光熔覆、激光熔凝和激光合金化等。
4.1 激光表面淬火
在模具生产中,不仅要追求硬度的提升,还要考虑冲击韧度要求。大部分模具加工硬化方法是使材料整体变硬、强度上升,但同时容易使模具的脆性增强,加大裂纹、断裂等缺陷的产生倾向。激光表面淬火又称为激光相变硬化,其原理是在零件表面形成一层覆盖基体的淬火强化层,使模具形成类似鸡蛋“硬包软”的表面硬、内部韧的复合结构。这种结构不仅保证了模具的整体冲击韧度,使之不易发生冲击断裂等,还提升了表面硬度,从而改善了耐磨损性能,进而实现了模具使用寿命的提升。激光表面淬火装置的工作原理[9]如图3所示。

图3 激光表面淬火装置工作原理[10]
在工业发达国家,激光表面淬火的应用已经普遍化和成熟化。例如,通过激光表面淬火来提高汽车零部件的耐磨性,增加船用柴油机气缸套内壁的耐磨性,规避重载大齿轮常规热处理工艺可能造成的大变形、高污染问题等。在我国,激光表面淬火技术于20世纪80年代开始在汽车发动机气缸体、缸套等零部件上开展应用[10]。经过多年发展,激光表面淬火技术已拓展应用于航空航天、能源、石化及冶金等工业领域,对轴体类、套筒类、齿轮类、叶片类及模具等零件均取得了良好的强化效果。激光表面淬火与传统火焰淬火的性能对比[11]见表1。从表1可看出,激光表面淬火工艺大大提高了工件的使用寿命,降低了废品率,且工件表面硬度比传统火焰淬火后的工件更高[12]。

表1 激光表面淬火与传统火焰淬火性能对比[11]
王超等[12]研究了扫描速度对MoCr铸铁表面激光淬火组织及性能的影响,发现激光淬硬层硬度和表面耐磨性能随着激光扫描速度的增加而增强。李云涛等[13]采用不同激光功率对Cr12MoV钢进行激光表面淬火,分析了激光功率对Cr12MoV钢淬火层显微硬度及显微组织的影响,并确定了在扫描速度和光斑尺寸不变的情况下,激光器最佳输出功率为2100W。张亚龙等[14]发现,H13钢经过激光淬火后,其微观组织结构呈现出梯度变化的特征,且淬硬层的晶粒细化明显,并出现大量位错和孪晶等亚结构。丁金喜[15]研究了Cr12MoV钢宽带激光淬火组织的回火性能,发现在各回火温度下,经激光表面淬头样品的硬度值均高于常规热处理的硬度值,激光淬火组织的回火稳定性明显提高。QIN等[16]研究了通过激光表面淬火后的镍铝青铜合金的显微组织改性及耐蚀性能改善效果,发现激光表面淬火促进了元素的均匀化分布,并在合金表面形成了一层保护膜,腐蚀速率比铸态的镍铝青铜合金降低了约42.6%,如图4所示。
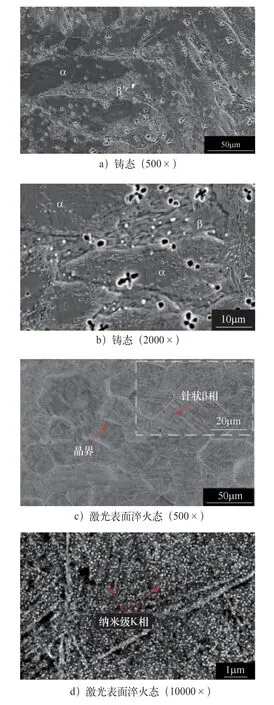
图4 镍铝青铜合金显微组织
4.2 激光熔覆
激光熔覆工艺始于20世纪70年代,是一种高精度成形与低损伤控性的表面强化技术,可赋予工件表面更高的性能,如耐磨、耐蚀、耐热及抗氧化特性等[17]。影响激光熔覆的因素包括熔覆层材料的原始成分、基材成分和性能,以及激光熔覆的工艺参数。激光熔覆层通常由与基体结合强度高的底层、抗裂性好的中间层,以及抗冲刷、耐磨损和耐腐蚀的面层组成。激光熔覆能保证设备的安全性能和使用性能,因此工业生产中常用其对空气螺杆压缩机壳体、阴阳转子、轮盘、齿轮、曲轴及空压机叶轮等零部件进行修复[18-20]。姜明明等[21]使用激光熔覆技术在机械零件基体表面制备高熵合金涂层,发现激光熔覆能够使涂层与基体实现良好的冶金结合,从而大大提升了表面耐磨损性能。李倩等[22]研究了激光熔覆WC增强Ni基复合涂层材料体系,重点讨论了WC在复合涂层中的分布规律和存在形式,提出了超声波振动辅助和感应加热辅助等新型激光熔覆技术。赵菲等[23]利用激光熔覆技术在表面制备了H13/VC复合涂层,通过添加超细VC颗粒改善Q235合金表面激光熔覆H13涂层的显微组织,提高了合金表面的耐磨性。图5所示为利用激光熔覆技术来修复损坏的曲轴零件[24]。

图5 曲轴段的激光熔覆[24]
激光熔覆过程中剧烈的温度场变化伴随着应力、应变演化,可能会导致零件具有高裂纹敏感性。针对这个问题,周嘉利等[25]研究了激光熔覆不同激光扫描路径及工艺参数对Fe基双层涂层组织和残余应力的影响,发现工艺参数对涂层残余应力的大小和分布规律有显著影响,并得出当激光扫描路径为轮廓偏置、激光功率为1.8kW、扫描速度为0.02m/s时,涂层具有最优的残余应力分布和成形质量。德国佛劳恩霍夫激光研究所与德国亚琛联合科技公司提出了超高速激光熔覆技术,研究了不同加工参数对涂层厚度和黏结区的影响。通过优化激光焦点与粉末、基体的位置关系,提高了粉末利用率,从而有效提高了激光熔覆效率[26]。
4.3 激光熔凝
激光熔凝是采用近于聚焦的激光束照射,使材料局部区域在很短的时间内被加热熔化,然后依靠自身冷却快速凝固。在材料快速凝固的过程中,金属表层组织得到强烈细化并产生大量亚稳金属相及伪共晶体,使熔凝层的力学性能得到改善,可增强材料表层的耐磨性和耐蚀性[27]。激光熔凝设备[28]分为半导体激光装备和激光熔凝工作头两部分,如图6所示。该技术可用于处理模具表面的各种缺陷,如铸造裂纹、砂眼等。

图6 激光熔凝设备[28]
由于激光表面熔凝要先熔化金属,所以在处理过程中会存在熔池的传热、传质等动力学现象。这些动力学现象会直接影响模具内部的温度分布、组织均匀性以及缺陷的产生倾向。庞铭等[29]研究了激光功率对AZ80D镁合金激光熔凝区域性能的影响,发现随激光功率的增加,由于低熔物中间相的熔化、扩散到基体等综合因素,因此热影响区域的中间相致密度会降低。在镁合金熔凝过程中,空间区域的冷却速度差异会导致熔池出现分层现象。MENG等[28]利用半导体激光对AerMet100钢表面进行熔凝处理,观察到经过激光熔凝处理后未产生明显的物相改变,熔凝态的AerMet100钢中奥氏体含量减少,马氏体含量增加,且在激光功率为1650W时,熔凝层的硬度、耐蚀性及耐磨性达到最优。TOMAN J等[30]利用激光熔凝研发全致密的单晶磁性形状记忆合金,通过激光在基底单晶上熔化粉末来实现Ni-Mn-Ga的外延生长,规避了多晶织构局限性和对孔隙率的需求。陆丹华等[31]研究了激光熔凝技术前处理对钛合金表面沉积层与基体结合力的影响机理,并与传统表面处理后的铜沉积过程进行对比分析。结果表明,激光熔凝细化了基体组织,削弱了沉积初期铜原子的择优生长,增强了原子随机取向的结晶过程。因此,钛合金表面沉积速率更快,获得的沉积层厚度更大、孔隙更少、组织更致密。
4.4 激光合金化
激光合金化与激光熔凝原理类似,都是使激光束按照一定的速度辐照,使材料表面快速熔凝。然而,激光合金化需要在形成熔池的同时加入合金元素或强化粒子,使其熔入熔池或在熔池中按一定规律分布,从而可在材料表面获得以合金相或陶瓷颗粒增强的精细铸态组织层,从而提高材料的表面耐磨性或耐蚀性。
李海涛等[32]利用激光合金化技术在45钢表面制备了碳合金化层,并与利用传统气体渗碳技术制备的渗碳层进行了对比,发现激光处理的合金化层为针状马氏体、碳化物及少量残留奥氏体,组织更加细小,且其表层硬度比心部硬度高出14%。王硕煜等[33]采用激光合金化技术在球墨铸铁QT600-3表面制备镍基合金强化层,研究了不同激光扫描速率对合金化层物相、微观结构、力学性能等方面的影响,得出合金层的显微硬度是由细晶强化、固溶强化以及碳化物类型等多因素共同决定的,所得到的Ni基合金化层主要由NiCx、γ-Ni和Fe3C相组成,初生γ-Ni相以树枝晶方式长大,随着扫描速率增大,树枝晶尺寸变小,组织更致密。GOU等[34]采用激光合金化技术实现了CrCoFeNi面心立方高熵合金的表面铝合金化,铝合金化导致相稳定性的偏移,在面心立方高熵合金表面原位生成了Al1.5CoCrFeNi体心立方高熵合金。结合良好的体心立方高熵合金层硬度高达536HV,合金试样的高硬表面导致其磨损率比原始试样低得多。这项技术为实现面心立方高熵合金表面硬化提供了新的思路和方向。LI等[35]将NiCoCrAlY-SiC预置粉末利用激光合金化技术合成TA2钛合金硬质复合层,发现激光合金层中产生了非晶态相。STAIA M H等[36]研究了激光合金化过程中扫描速度对A-356铝合金的影响,结果显示扫描速度对激光合金区范围、微观结构形态和硬质颗粒分布有显著影响。当扫描速度从4m/min降低至1m/min时,激光束与金属表面之间的相互作用时间增加,熔池的最大深度和横截面积都会增加。 JIRU M G等[37]实现了铝板与锰金属粉末的激光表面合金化,结果表明,激光合金化的深度随激光功率的增加而增加,铝锰合金的摩擦系数小于未合金化基体材料的摩擦系数,激光表面合金化使耐磨性提高了30%,两种试样的磨损表面形态如图7所示。
5 模具激光表面处理技术前景展望
将激光表面处理技术应用在模具表面处理中是当前模具加工制造行业的一个热门研究方向。经过几十年的努力,我国的模具激光表面处理技术已经取得了重大突破,许多关键技术的应用也越来越成熟,已实现了模具激光表面处理的自动化生产和产业应用。然而,在发展过程中也存在一些问题:首先,我国激光表面处理技术的研究起步相对于欧美国家较晚,加之我国在研究初期存在“重应用、轻机理”现象,导致在这一方向的基础知识和理论研究不够透彻;其次,我国激光产业市场起步较晚,产业化进程缓慢,装备核心部件国产化程度较低,一些高端激光表面处理技术所需要的激光器设备严重依赖进口;另外,因为模具激光表面处理技术装备一次性投资很高,很多模具表面处理企业不愿进行技术升级,加工规模仍处于“小而散”的状态,还未形成大规模的专业生产线,在很多企业中只是作为一种辅助加工手段。

图7 试样磨损表面形态
为解决现有高端装备核心部件表面改性技术的行业共性问题,我国现已提出了激光与恒稳电-磁场及超音速动能场复合的激光表面改性新原理,并开发了相应的专用装备及工艺[38]。在未来,我们可以研制开发激光表面改性质量控制系统,确保产业化的质量稳定性及可靠性;完善实用化喂料系统、多自由度的光束在线测温监控系统及光束整形系统方面的专用装置,由此可解决温度场控制精确度问题,并为实现设备智能化、集成化提供有利条件;同时,以技术研发应用为目的,深入研究基础理论,对工艺耦合机理进行深入探索。
随着基础理论、工艺技术和高端装备的不断创新,激光表面处理技术必将在我国模具制造工业中发挥更为重要的作用,为发展循环经济、建设节约型社会提供技术支撑。
