一种雷达双路波导交连的设计*
2022-09-01钟剑锋邵亚伟沈金泉张华林
李 省,钟剑锋,邵亚伟,沈金泉,张华林
(南京电子技术研究所,江苏 南京 210039)
引 言
交连是机扫雷达的核心部件,是实现和保证雷达整机性能的关键[1]。根据交连的技术特点,可将其分为方位旋转交连和俯仰旋转交连[2]。方位旋转交连是天线作方位旋转时采用的旋转关节,要求转动关节能在360°范围内连续旋转。俯仰旋转交连是天线作俯仰旋转时采用的旋转关节,通常只要求转动关节能在100°左右范围内旋转[3]。
由于体积、重量等的限制,某型号产品的两个波段发射机均固定置于发射舱内,需要把两路发射信号连续地传输至转台上的喇叭,此时必须使用能360°旋转的双路交连,以保证天线在连续跟踪过程中发射信号的传输不中断[4–5]。该型号产品的作用距离长,对交连的要求更高,不仅要求小驻波、低损耗、高峰值功率和高平均功率,还要求旋转过程中驻波、相位、幅度的变化起伏都小。常规交连无法满足该产品需求,因此本文针对该产品相关需求设计了一款高性能360°旋转双路交连。
1 结构组成
机扫雷达天线在360°范围内连续旋转时,旋转天线需要与基座非旋转部分进行实时的电磁波传输。常用的波导管截面多为矩形,要想实现连续旋转,旋转截面必须为圆形。双路波导交连就是将两路矩形波导变换成两路同轴波导再变换回两路矩形波导,进而满足结构上连续旋转的需求并实现通信上连续传输电磁波的功能。
360°双路交连由C波段通路和Ku波段通路组成,其结构外形如图1所示,主要由功率分配器、90°阶梯扭波导、两路旋转关节等组成。
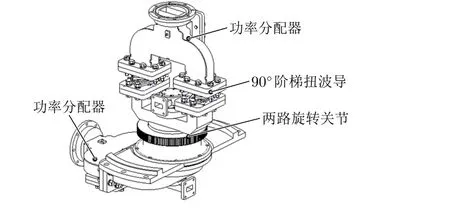
图1 360°双路交连外形图
360°双路交连外面的C波段通道采用BJ48功分合成器对称激励粗同轴线,功分器负载材料为碳化硅或结晶硅。最里面的Ku波段通道是一段细同轴线,两侧变换成BJ120矩形波导。两路通道的连接处均有扼流槽。C波段通道为BJ48的A型扼流法兰和平法兰。Ku波段通道为BJ120的B型扼流法兰和平法兰[6]。
360°双路交连的转动部分主要由两路旋转关节来实现。两路旋转关节主要由Ku波段同轴波导、C波段同轴波导、密封圈、轴承、基座等组成,其剖视图如图2所示。

图2 两路旋转关节剖视图
2 电性能仿真
360°双路交连C波段通道采用BJ48功分合成器对称激励粗同轴线,里面的Ku波段通道采用BJ120激励细同轴线。
利用微波电磁场仿真软件HFSS对Ku波段峰值功率状态进行建模仿真[7],结果如图3所示。
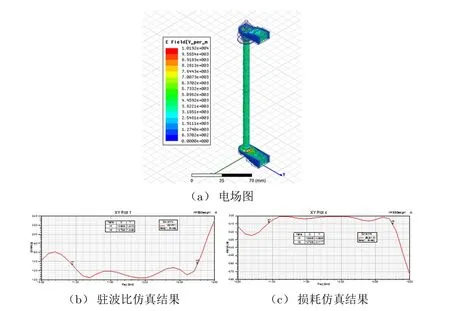
图3 70 kW激励仿真结果
从图3的仿真结果可以看出,在设计频率范围内,驻波比均小于1.4,满足最大驻波比1.5的设计要求;损耗均小于0.12 dB,满足最大损耗0.3 dB的设计要求。
利用微波电磁场仿真软件HFSS对C波段峰值功率状态进行建模仿真,结果如图4所示。
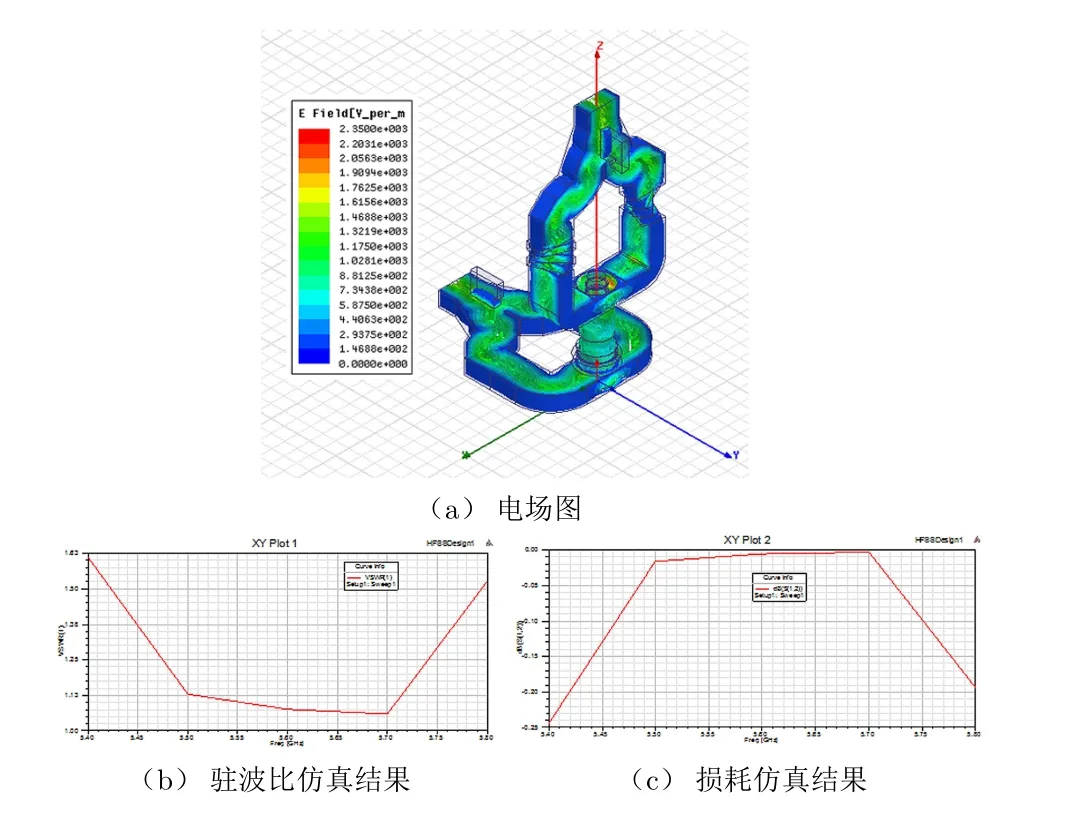
图4 1.5 MW激励仿真结果
从图4的仿真结果可以看出,在设计频率范围内,驻波比均小于1.2,满足最大驻波比1.5的设计要求;损耗均小于0.05 dB,满足最大损耗0.3 dB的设计要求。
3 散热仿真
雷达工作过程中,波导回路充有正压干燥空气。按照雷达实际工作状况,双路交连的主要发热部分集中在两路旋转关节处,因此热仿真主要针对两路旋转关节处进行。
根据设计工况,双路交连同轴部分材料选择黄铜,其中热源1内置在中心空腔内,其底部与整体结构焊接,顶部与轴承接触,通过导热和辐射散热;热源2位于热源1外侧,热源2包裹热源1,热源2通过上下两部分与整体结构焊接,通过导热和辐射散热;热源3为外导体,上部与波导管焊接,通过导热和辐射散热。各热源分布如图5所示,内导体1、内导体2和外导体的热耗分别为5.41 W,8.47 W和2.91 W。
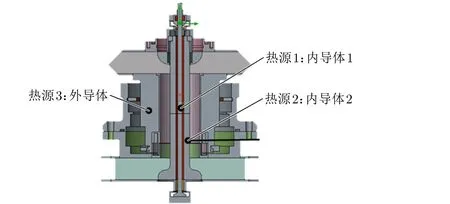
图5 热源分布
环境温度为55°C时,利用Flotherm软件按照前述条件进行仿真,所得温度场如图6所示。
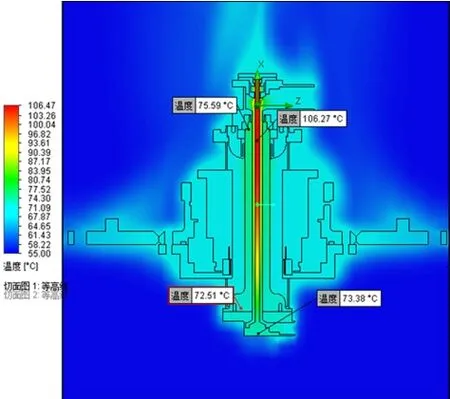
图6 温度场
从仿真结果可以看出,最高温度为106.3°C,位于内导体1的中上部。内导体材料为黄铜,与其接触的轴承为不锈钢材料。此温度不会引起交连高温打火,满足设计使用要求。
4 样机
按照设计图纸加工制造实物样机。为了提高双路波导交连回路中关键部位的加工精度,减少因加工装配带来的尺寸误差,使制造所得实物与仿真设计模型尽量一致,两路旋转关节内的同轴波导、门扭和法兰均采用电铸工艺一体成型。先加工出波导腔的铝合金芯模,电铸出所需的外形厚度,最后熔去铝合金芯模得到所需零件。其余精度要求不高的零部件采用常规机械加工和焊接工艺制造。最终制造出的样机如图7所示。

图7 双路波导交连样机
对C波段和Ku波段分别进行电性能测试。测试时先连接输入、输出端口,待频谱仪显示稳定波形时,手动360°旋转交连,观测旋转过程中驻波和损耗最恶劣的情况。
Ku通道在交连360°旋转过程中,驻波和损耗没有明显起伏变化,结果如图8(a)所示。从测试结果可以看出,在设计频率范围内,最大驻波比为1.18,满足最大驻波比1.5的设计要求;最大损耗为0.19 dB,满足最大损耗0.3 dB的设计要求。
C通道在交连360°旋转过程中的最恶劣结果如图8(b)所示。从测试结果可以看出,在设计频率范围内,最大驻波比为1.23,满足最大驻波比1.5的设计要求;最大损耗为0.26 dB,满足最大损耗0.3 dB的设计要求。
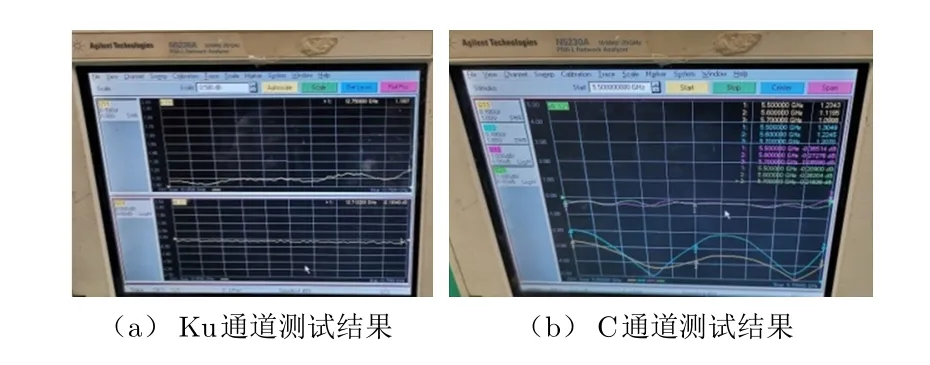
图8 样机测试结果
5 结束语
本文对某雷达360°旋转双路交连的设计进行了较为详细的介绍。借助微波电磁场仿真软件HFSS,对Ku波段和C波段双路交连进行了仿真设计,拓宽了双路交连的工作带宽。利用Flotherm软件对360°旋转双路交连的两路旋转关节部位进行热仿真,得到了工作条件下的温度场、最高温度及其所在位置。最高温度及其所在位置不会引起交连高温打火失效,满足设计使用要求。利用电铸工艺提高关键部位的加工制造精度,提升了交连的综合性能。对样机进行电性能测试,在交连360°旋转过程中,Ku波段通道和C波段通道的各项指标均满足设计要求,实现了小驻波、低损耗、高峰值功率,以及旋转过程中驻波、相位、幅度变化起伏小的设计目标。
