细小微孔相贯塑件注射模设计
2022-08-29田仕兴
唐 磷,田仕兴
(贵州航天电器股份有限公司,贵州贵阳 550009)
1 引言
微小相贯基座二次机加侧面缺口时存在毛刺去除效率低、质量差等问题,通过分析加工工艺及存在问题,研究改进,创新模具结构,避免塑件二次加工,一次注射成型,从而达到质量改进和效率提升的目的。
2 塑件材料及结构分析
该塑件材料为液晶高分子聚合物LCP E130i 黑色,具有优异的机械性能,蠕变几乎为零、线性膨胀率小、耐磨耐热耐腐蚀、电绝缘性能优良,耐气候性耐辐射;注射成型性能较好,粘度低、流动性好、注射压力小,适用于小型复杂薄壁塑件;但该材料成型温度290℃~310℃,对注塑机要求较高[1]。
塑件尺寸及形状如图1 所示,在高度方向两侧有0.6×0.5mm缺口,沿高度分中排列9个微小孔,塑件下部有长5.8mm 宽0.9mm 深1mm 沉腔。该塑件有两个成型难点,一是孔间最小壁厚仅有0.09mm,注射成型难度大,不易成型完全,表现为最薄处缺口,影响塑件使用要求,产生质量隐患;二是侧面缺口,该缺口与孔相贯,由于塑件过小,缺口更小,不管是注射成型还是二次机加,难度都较大。
图1 塑件图
3 塑件注射成型工艺性分析
塑件材料为液晶高分子聚合物LCP E130i黑色,该材料成型性好。本塑件最大难点在两侧缺口,需采用抽芯结构成型。由于缺口尺寸小且为通槽,侧槽成型型芯固定部分为通方腔,采用慢走丝线切割加工方腔,会在尖角处产生电极丝过渡R角,而R角会在注射成型过程中成型在塑件上,影响槽成型尺寸和成型质量,产生凸起毛刺,不易去除;又加之缺口与型芯相贯对接,成型难度大,对接精度要求高,否则,成型缺口型芯长,则会将孔成型型芯变形,影响塑件孔成型垂直度和塑件脱模;成型缺口型芯短,则会与孔型芯出现间隙,出现毛刺,表现为侧面缺口未贯通,深度不足。产品研发时,考虑到该注射成型难点,故而工艺要求侧面缺口二次机加工,以降低模具注射成型风险,满足产品研制。
4 成型工艺分析
原工艺采用注射成型后机加二次加工两侧缺口,缺口二次机加,注射模结构简单,加工成本低,易注射成型,生产周期短,满足研制要求[2]。但二次机加缺口后,缺口与孔相贯处毛刺严重,由于LCP材料高度规整的纤维链状结构,材料具有优异的机械强度和弹性模量,使得飞边毛刺不易去除,特别是相贯处,缺口小,只能用钻头沿孔切除,但链状结构粘合,毛刺受钻头旋转力翻出在缺口处,需要多次反复才可去除,加工效率低[3];机加加工缺口过程中夹持塑件,由于塑件中间孔及沉腔,强度差,塑件极易在夹持处凹坑,且受机加加工刀痕及飞边毛刺去除影响,缺口处表面状态差,划伤严重,塑件质量差,机加二次加工缺口和去除毛刺后状态见图2所示。
图2 二次机加缺口处状态
由于该塑件无外壳,该基座为外观产品,随着质量要求越来越严格,用户对该处成型质量提出要求,必须控制刀痕和夹持痕,以提高塑件外观质量,降低塑件隐患。加之该塑件二次机加后,由于塑件小缺口小孔小,铣削毛刺只能采用手工去除,毛刺工只能采用多次反复通孔刮缺口去除,去除效率极其低下,严重制约塑件生产效率。该工艺方法无论是加工质量还是加工效率均不能满足现生产要求,必须创新改进。
5 模具结构设计
根据以上分析,一次成型最大的难点在两侧缺口处,要提升该塑件成型质量,提高加工效率,必须避免二次加工,即应做到一次成型[4]。
5.1 一次成型模具结构
由于塑件缺口小且塑件宽度只有1.3mm,侧抽芯单独成型0.6×0.5mm腔会在缺口底部两侧出现慢走丝切割R,影响槽尺寸,另外,侧抽芯尺寸过小,成型零件需要不断的往复运动,强度太低,模具寿命较低。
经过研究思考,并结合模具成型脱模过程模拟分析,考虑将塑件整个侧面含缺口槽做成整体侧抽成型,模具型腔为通槽,侧抽成型型腔在槽内往复运动,成型零件脱开塑件过程,该方法可行,并且可以考虑借用现有的侧抽芯通用模架。
5.2 模具设计
侧抽芯整体模架为单脱模具结构,没有二次顶出机构,由于该塑件过窄,孔数量少,且灌胶腔只能置于上模,采用单脱模具结构有一定风险,从而使得塑件无法脱离模具型腔[5]。按此设计思路,模具总装图如图3所示。
图3 模具结构总装图
故必须精密控制模具各个零部件,以保证塑件成型脱模。
(1)型腔设计。
塑件灌胶腔尺寸长5.8mm宽0.9mm深1mm,由于塑件整个型腔和灌胶腔成型位于上模,塑件粘上模风险大,故而必须严格控制成型型腔脱模斜度和表面粗糙度值。而型腔成型宽度只有1.3mm,成型侧壁的抽芯需要在槽内往复运动,故而型腔需采用慢走丝切割加工,以保证粗糙度值和加工尺寸精度;另外,成型腔对塑件包覆力大,塑件粘模大,需要增加脱模斜度,以保证塑件顺利随型芯脱出型腔。采用慢走丝加工,在腔底有电极丝过渡半径R,为了保证配合精度,保证塑件成型毛刺,设计时明确过渡R 尺寸要求,考虑到塑件使用及要求,取值R0.1mm。
为了保证型腔加工粗糙度值,采用慢走丝切割加工,尾部灌胶腔成型结构采用镶嵌结构,而其宽度仅有0.8mm,为保证强度,需加宽固定部分,以保证强度,防止损坏和加工应力释放变形。另外,为保证脱模,将成型深度1mm尺寸增加脱模斜度。
(2)型芯设计。
该塑件型芯间距微小,型芯直径小且有多个台阶,加工难度大,型芯加工直线度和变形量的控制,对塑件成型质量和毛刺影响很大,故而加工时要求严格按照尺寸加工。
塑件脱模过程为塑件随型芯脱出上模型腔,然后再通过脱件机构如顶杆和脱件板方式脱出型芯,完成塑件脱模。一般模具设计为了保证塑件脱模,常在型芯上增加倒锥斜度,以加强型芯粘料力,保证脱模,但该塑件由于两型芯与侧通槽相贯,模具合模成型时,型芯与槽成型部为紧密贴合,以保证成型飞边毛刺。
(3)侧抽芯设计。
侧抽芯是整副模具成功与否的关键,其成型侧壁与槽,加工难度大,而型腔斜度的存在,进一步加大了侧抽芯的设计与加工难度。图4所示为侧型芯,其成型塑件侧面与槽,槽与成型孔型芯配合成型,槽与孔的配合精度和位置度直接影响塑件的成型质量和成型毛刺。型腔斜度和其R角,使得设计时必须配合增加斜度和R 角,为了保证加工精度,要求孔与外形及外形斜度一同加工出,慢走丝加工凸筋留在尾部挂台两端面,保证不影响塑件运动与成型。(4)浇口设计。
图4 侧型芯
由于塑件大面需要标刻商标、型号、批次号等,且由于孔间间隙最小壁厚仅有0.09mm,注射不易成型,故而不采用点浇口进料。本次设计采用大面扇形浇口进料,考虑到塑件小且进料面形状规整,扇形浇口采用宽4mm深0.25mm设计,足够满足注射成型需要,保证进料速度,降低注射压力。
5.3 试模效果及分析
经过以上细节设计控制,模具加工成型后试模,塑件成型较好(见图5),孔间壁厚成型较好无缺陷,侧面通槽与孔相贯处成型较好,毛刺小,孔贯通无毛刺。但由于LCP材料高度一致的链状结构,扇形浇口较长,浇口毛刺不易一次削掉去除,且正面进料,塑件表面流痕较重,影响标刻,须改进浇口。
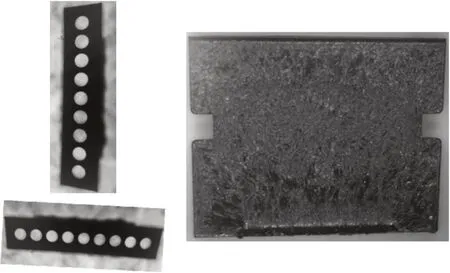
图5 注射成型后塑件成型效果
5.4 模具改进
通过将扇形浇道改为侧面直浇道进料,有效避免了上述问题。但由于侧面为整个侧抽型芯成型,而侧抽型芯在合模脱模过程中不断运动,对流道和浇口的开制影响较大,甚至无法开制。通过分析模拟,在侧型芯底部开制斜直浇口,流道开制在脱件板上,这样塑件脱模过程中,两侧型芯往外抽出,不会拉出浇口损伤塑件。
经过改进,塑件成型质量好,孔间距成型完整,大面外观一致无流痕,浇口宽度变窄后易去除,满足产品使用要求。
6 结论
通过对微小相贯塑件加工工艺分析,结合塑件结构及材料特性,创新模具成型工艺,提出了一次成型模具结构,解决了该塑件长期二次加工效率低下、质量较差等问题。
