输送管道刚柔协同除锈方法与装置研究*
2022-08-26吴上生
吴上生,兰 侨,陈 柘
(华南理工大学机械与汽车工程学院,广州 510640)
0 引言
管道输送以其独特的技术和经济优势,在能源、燃料、市政、化工等领域发挥着重要的作用[1]。随着石油化工行业的发展,对输油管、输气管、供排水管及污水回注管等方面金属管道的需求量日益增长。金属管道在未安装使用前都会进行除锈上漆处理,防止其内外表面被腐蚀,但是管道固定安装使用后,长期暴露于日晒雨淋等环境中,管道外表面的防护漆易脱落,进而使得外表面产生腐蚀。金属管道的腐蚀常常引起灾难性的后果,如导致火灾、泄漏和污染环境等,并造成巨大经济损失。因此,输送管道外表面腐蚀生锈后,需要及时进行清理并上保护漆,防止其进一步腐蚀,从而避免灾难性后果发生。
目前对金属管道外表面除锈装置的研究,主要集中于管道安装前的除锈研究。朱甲兵[2]研究设计了一种自适应钢管外表面除锈装置,通过对剖分式筒形刷结构进行调节,自适应钢管外径变化除锈;李奇文、荣连泉[3]提出一种钢管外表面在线除锈方法,先淋湿钢管,然后通过除锈机的两组毛刷相对钢管旋转方向反向旋转清除钢管表面铁锈,再通过高压水冲洗附着的铁泥并用压缩空气干燥钢管;杨鑫伟等[4]提出一种钢管外表面除锈系统,包括输送装置和除锈装置,通过输送装置将钢管移动到除锈装置内,使用除锈轮对钢管外表面除锈;现在常用的大型钢管除锈机是采用抛喷丸的方式对钢管内外表面除锈。这些除锈装置的特点都是装置固定安装,将待除锈的钢管放置于或运送到除锈装置内,再进行除锈作业,无法应用于已经安装使用后外表面再次生锈的金属管道。
针对已安装在生产线上的输送管道,普遍采用的除锈方法是人工使用砂纸或电动工具除锈,该方式除锈操作灵活,但劳动强度大,环境污染严重,对于高空悬置的输送管道,还需要配合升降车进行除锈。抛喷丸机可用于除锈,但其体积较大,操作不便,缺乏灵活性,丸粒或砂石回收不便,无法应用于已安装在生产线上的输送管道除锈。何小琳、熊健祥等[5]研究提出一种爬行式钢管外表面打磨器,通过3个等角度安装的钢丝轮打磨头往复旋转运动进行打磨,并根据仿生学原理,通过丝杠螺母配合电磁铁,模拟尺蠖爬行进给,但钢丝轮打磨头易损坏,且来回往复运动,急停急启,对电机损耗大,除锈效率不高。
针对已安装在生产线上的输送管道除锈困难问题,本文研究提出一种输送管道外表面刚柔协同除锈方法并设计除锈装置的详细结构,对除锈头除锈机理进行分析并建立除锈力数学模型,最后对除锈头复合运动情况及其对输送管道的除锈情况进行理论分析,并使用Matlab软件进行数值仿真,对理论分析进行验证。
1 输送管道刚柔协同除锈方法及装置
1.1 刚柔协同除锈方法研究
本文研究的输送管道外表面除锈装置采用的除锈方法如图1所示,主动链轮1通过链条2带动从动链轮6旋转,砂轮条4安装在从动链轮6的滑槽内,随同从动链轮一起绕输送管道5旋转,并在弹簧3的作用下压紧在输送管道4上,对输送管道进行除锈。由于弹簧具有一定的柔性,故砂轮条对输送管道外表面的凸起和凹坑具有一定的自适应性。
本装置的传动原理如图2所示,移动滑块3与主动链轮1和从动链轮2固连,移动滑块带动主动链轮和从动链轮沿着机架4轴向移动,实现轴向进给运动,同时,主动链轮绕固定在移动滑块上的旋转中心架转动,并带动从动链轮绕机架旋转,实现砂轮条的旋转驱动。
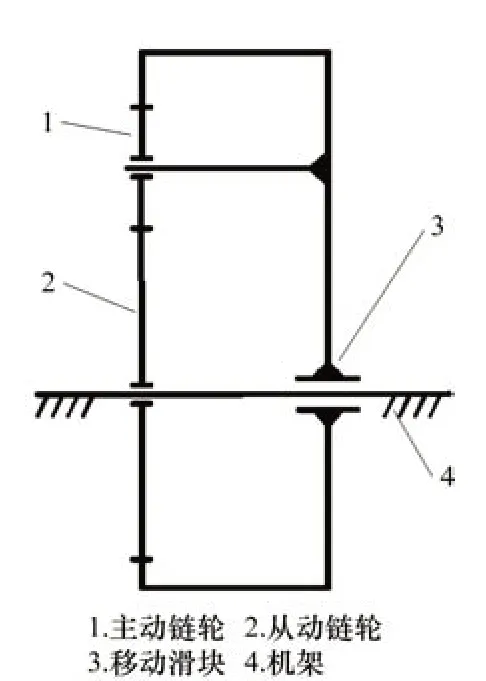
图2 传动原理Fig.2 Transmission schematic diagram
1.2 除锈装置结构
输送管道外表面除锈装置主要由除锈部件1、传动部件2、移动部件3及连接部件4组成,如图3所示。

图3 除锈装置结构Fig.3 Structure diagram of derusting device
除锈部件1由4个除锈头及链轮组成,如图4所示。除锈头通过螺栓连接固定在链轮上,在链轮的带动下,除锈头绕着输送管道旋转,对输送管道进行除锈,去除输送管道上的油漆、铁锈等物质。由于输送管道已经固定安装在生产线上,装置不能从轴端进行安装,故链轮采用剖分式的结构,以便安装。

图4 除锈部件Fig.4 Derusting components
移动部件结构如图5所示,由上下两部分组成,通过螺栓连接固定安装在输送管道上,为防止移动部件打滑侧偏和增大驱动力,移动轮采用磁轮,使移动部件吸紧在输送管道上。磁轮采用锥形轮,减小磁轮与输送管道之间的距离,增大吸附力。上部结构移动支架上安装有轴承座,支撑驱动轴,电机通过链传动驱动主动轮移动,带动其他3组从动轮运动,实现除锈装置的轴向进给。
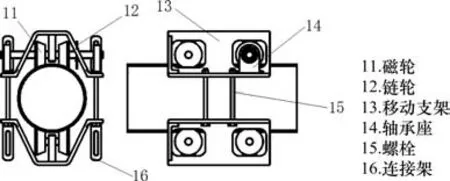
图5 移动部件Fig.5 Moving components
传动部件结构如图6所示,电机支架安装在移动部件上,除锈驱动电机和移动驱动电机通过链传动分别控制除锈头旋转除锈和轴向移动进给。

图6 传动部件Fig.6 Transmission components
除锈部件和移动部件通过其中间的连接部件4连接在一起,如图7所示,实现工作过程中,除锈部件绕输送管道周向旋转,同时移动部件带动除锈部件沿输送管道轴向移动进给。

图7 连接部件Fig.7 Connecting parts
2 除锈机理及除锈力分析
2.1 除锈机理
本文研究提出的除锈装置的除锈机理是通过除锈头对锈蚀的输送管道进行刚柔协同除锈。除锈头由砂轮条、弹簧、滑槽和盖板等组成(图4)。在弹簧的作用下,砂轮条压紧在锈蚀的输送管道上,除锈头在链轮的带动下,绕输送管道周向旋转,对输送管道进行除锈,去除输送管道外表面的油漆、铁锈等物质。由于弹簧的作用,砂轮条在输送管道径向方向可以有一定的位移,以适应锈蚀的输送管道上的凸起和凹坑。
砂轮条是由硬度很高、形状不规则的多面体磨粒组成的,磨粒随机分布在砂轮条的底面上[6]。如图8所示,除锈时是通过砂轮条上的磨粒对输送管道的相互作用来去除输送管道外表面的油漆、铁锈等物质。磨粒开始切入输送管道待去除层(油漆层和锈蚀层)时,只能在待去除层表面上进行滑擦。当磨粒继续切入待去除层,磨粒作用在待去除层上的法向力增大到一定值时,待去除层产生变形,使磨粒前方受挤压的物质向两边流动,在输送管道外表面上耕犁出沟槽,而沟槽的两侧微微隆起。当磨粒继续切入待去除层,其切削厚度增大到一定数值后,磨粒前方的待去除层在磨粒的挤压作用下,发生滑移而成为切屑被去除,进而达到输送管道除锈的目的[7-10]。
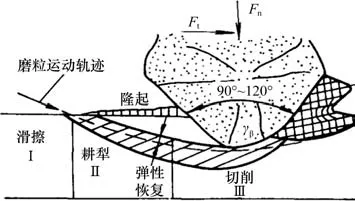
图8 单颗磨粒除锈机理Fig.8 Schematic diagram of rust removal process of single abrasive particle
2.2 除锈力分析
MALKIN等[11-12]通过试验,提出磨粒作用力由切屑变形力和摩擦力两部分组成。单颗磨粒的切向作用力Ft和法向作用力Fn可以表示为:

式中:Ftc为切屑变形引起的切向作用力;Ftf为摩擦力引起的切向作用力;Fnc为切屑变形引起的法向作用力;Fnf为摩擦力引起的法向作用力。
单颗磨粒因摩擦引起的法向作用力,与磨粒工作时和输送管道外表面待去除层的实际接触面积S以及磨损平面与待去除层间的接触压强有关:

则由摩擦引起的切向作用力为:

式中:μ为磨粒磨损平面与待去除层间的摩擦因数。
根据维氏硬度测量理论和材料硬度的压痕特征尺寸可知[13]:

式中:p为载荷;ζ为压头几何因子,对于维氏压头,ζ=2;H为维氏硬度;a为压痕尺寸。
由图9知,压痕特征尺寸:


图9 磨粒压痕Fig.9 Schematic diagram of abrasive indentation
在纯剪切变形条件下,因切屑变形引起的磨粒法向作用力Fnc为:

式中:η0为0~1间的常数。
由几何分析可知,磨粒因切削变形产生的法向作用力与切削作用力之比为:

则因切屑变形引起的磨粒切向作用力Ftc为:

故可以得到单颗磨粒的切向作用力Ft和法向作用力Fn的计算公式为:

由此可知,单颗磨粒作用力与磨粒顶角、磨粒与待去除层的实际接触面积和接触压强等有关。但砂轮条上磨粒的形状是十分不规则的,每颗磨粒顶角、磨粒与待去除层的实际接触面积和接触压强等都是不同的,故砂轮条工作时的总除锈力是所有N个有效磨粒的作用力总和,为:

式中:γi为单颗磨粒的顶角角度;hi为单颗磨粒的压入深度;Si为单颗磨粒与待去除层的实际接触面积;为单颗磨粒与待去除层的接触压强。
3 砂轮条运动轨迹及除锈次数分析
3.1 砂轮条运动轨迹分析
输送管道外表面除锈装置工作时,砂轮条在弹簧作用下,柔性压紧在输送管道上,在链轮的带动下沿着输送管道做圆周运动,同时移动部件带着砂轮条轴向移动。假设砂轮条与输送管道的接触长度为L,砂轮条绕输送管道的旋转速度是ω,移动部件带动砂轮条的轴向移动速度为v,则砂轮条与输送管道的接触面上某一点的位置可以表示为

由位置表达式可知,接触面上某一点的轨迹为螺旋线,则砂轮条与输送管道的接触面的运动轨迹为螺旋曲面。
3.2 砂轮条除锈次数分析
工作时,除锈装置每次轴向移动一个接触长度的距离耗时t为:

与此同时,砂轮条绕输送管道旋转的圈数为:

当n<1时,即在砂轮条轴向进给一个接触长度距离时,砂轮条绕输送管道旋转不足一周,由于砂轮条做螺旋运动,故砂轮条与输送管道的接触面形成的螺旋曲面之间存在间隙,间隙区域是砂轮条与输送管道未接触的区域,砂轮条对此区域不会进行除锈,故此区域的铁锈无法被去除。
当n=1时,即在砂轮条轴向进给一个接触长度距离时,砂轮条绕输送管道旋转刚好一周,此时砂轮条与输送管道的接触面形成的螺旋曲面刚好无缝衔接,在此工作状态下,砂轮条对输送管道表面都会进行一次除锈。
当n>1时,即在砂轮条轴向进给一个接触长度距离时,砂轮条绕输送管道旋转超过一周,此时砂轮条与输送管道的接触面形成的螺旋曲面之间会产生重叠,砂轮条对重叠区域会进行多次除锈,而且砂轮条绕输送管道旋转的圈数n的数值越大,也即一个轴向进给进程中,砂轮条的旋转圈数越多,螺旋曲面的重叠区域越多,重叠的次数越多,则砂轮条对输送管道的重复除锈区域和除锈次数越多。在一个接触长度范围内,重叠区域长度为:

且重复除锈的次数为n。本文研究的输送管道外表面除锈装置有4个砂轮条,故工作时,同一位置的除锈次数是4n次。
由以上分析可知,可以通过控制砂轮条的旋转速度和与输送管道的接触长度,以及移动部件的移动速度,来控制砂轮条对输送管道表面的重复除锈区域和次数。针对输送管道外表面的锈蚀程度,选择合理的除锈参数,可以在保证除锈质量的同时,提高除锈效率。
3.3 砂轮条运动轨迹及磨削次数数值仿真
为验证上述分析,使用Matlab软件对除锈过程中砂轮条的运动轨迹以及对输送管道的重复除锈区域和除锈次数进行数值仿真。
假设输送管道半径R=250 mm,砂轮条与输送管道的接触长度为L=60 mm,砂轮条绕输送管道的旋转速度为ω=1r/s,移动部件的移动速度为v=120 mm/s。
此时,移动一个接触长度的距离需要t=0.5 s,砂轮条的旋转圈数n=0.5<1,砂轮条与输送管道的接触面形成的螺旋曲面如图10所示。由图可知,砂轮条的运动形式是螺旋运动,此时形成的螺旋曲面之间存在间隙,也即存在未除锈区域,应该合理控制工作参数,避免此种情况出现。

图10 当ω=1 r/s,v=120 mm/s时,运动轨迹Fig.10 Whenω=1 r/s,v=120 mm/s,motion trajectory diagram
当旋转速度ω=2 r/s或移动速度v=60 mm/s时,移动一个接触长度的距离,砂轮条的旋转圈数n=1,砂轮条与输送管道的接触面形成的螺旋曲面如图11所示。由图可知,此时形成的螺旋曲面无缝衔接,砂轮条对输送管道表面都会进行一次除锈。
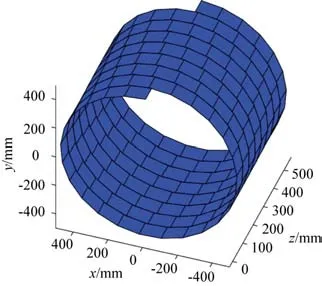
图11 当ω=2 r/s,v=120 mm/s时,运动轨迹Fig.11 Whenω=2 r/s,v=120 mm/s,motion trajectory diagram
当旋转速度ω=4 r/s或移动速度v=30 mm/s时,移动一个接触长度的距离,砂轮条的旋转圈数n=2,砂轮条与输送管道的接触线形成的螺旋曲面如图12所示。由图可知,此时形成的螺旋曲面之间产生重叠,且重叠区域长度为30 mm,为接触长度的1/2,故砂轮条每轴向移动一个接触长度距离,都会对前一次除锈表面的后1/2区域再次除锈,后续重复除锈区域都会被重复除锈2次。

图12 当ω=4 r/s,v=120 mm/s时,运动轨迹Fig.12 Whenω=4 r/s,v=120 mm/s,motion trajectory diagram
当旋转速度ω=6 r/s或移动速度v=20 mm/s时,移动一个接触长度的距离,砂轮条的旋转圈数n=3,砂轮条与输送管道的接触面形成的螺旋曲面如图13所示。由图可知,此时重叠区域长度为40 mm,为接触长度的2/3,故砂轮条每轴向移动一个接触长度距离,都会对前一次除锈表面的后2/3区域再次除锈,后续重复除锈区域都会被重复除锈3次。

图13 当ω=6 r/s,v=120 mm/s时,运动轨迹Fig.13 Whenω=6 r/s,v=120 mm/s,motion trajectory diagram
由此类推可知,当除锈装置每轴向移动一个接触长度L的距离,砂轮条绕输送管道旋转n圈时,重叠区域长度为(n-1)L/n,故砂轮条每移动一个接触长度距离,都会对前一次除锈表面的后(n-1)/n区域再次除锈,后续重复除锈区域都会被重复除锈n次。
由以上分析可知,砂轮条与输送管道的接触长度L越长,砂轮条绕输送管道的旋转速度ω越大,移动部件的移动速度v越小,轴向移动一个接触长度距离时,砂轮条绕输送管道的旋转圈数n越大,砂轮条对输送管道的单次重复除锈区域越大,重复除锈区域的被除锈次数越多,故可以根据输送管道表面的锈蚀程度,选择合理的除锈工作参数,可以在保证除锈质量的同时,提高除锈效率。
4 结束语
针对易锈蚀的输送管道,本文研究提出了一种输送管道外表面刚柔协同除锈方法及装置,对装置除锈部件、传动部件、移动部件和连接部件进行了详细介绍。对除锈头除锈过程进行分析知,除锈过程是包含切削、耕犁和滑擦作用的综合复杂过程,并建立了除锈力计算的数学模型;最后详细分析了砂轮条的运动情况和砂轮条对输送管道的重复除锈区域和除锈次数,使用Matlab软件进行了数值仿真,由理论分析及仿真结果可知,砂轮条与输送管道的接触长度越长,砂轮条绕输送管道的旋转速度越快,移动部件的移动速度越慢,则轴向移动一个接触长度距离时,砂轮条绕输送管道的旋转圈数越多,砂轮条对输送管道的单次重复除锈区域越大,重复除锈区域的被除锈次数越多。通过控制装置设计参数和工作参数,可以实现对不同锈蚀程度输送管道的高效除锈。
