基于翼子板常见缺陷的调试与分析研究
2022-08-20唐士东王昌戴长征一汽大众汽车有限公司佛山分公司
翼子板是遮盖车轮的外覆盖件,因形状似鸟翼而得名。翼子板是汽车上最重要的外覆盖件之一,也是除侧围以外最复杂、最关键的汽车外表面件,因翼子板的装配位置在人腰部,非常容易察觉到细微的表面缺陷,其质量好坏直接影响整车美观。由于翼子板造型复杂,存在负角翻边整形、拉深高度大、尺寸要求高、工艺实现难度高,所以模具结构复杂,制件缺陷相应较多,可借助蓝光扫描(GOM)辅助分析提供调试数据,缩短调试周期。现对翼子板常见缺陷,如回弹、暗坑、尺寸超差等问题进行原因分析和探讨解决方案,为翼子板模具设计、验收、调试提供参考。
对上述模型进行数值计算,得到管-土变形及位移分析云图(见图4),在y-z剖面处管-土作用应力分析云图(见图5).
翼子板冲压工艺
想要快速找到翼子板缺陷产生原因,需非常了解翼子板成形工艺。翼子板为一模双件生产,冲压工序主要有:OP20 拉延(DR);OP30 修边、侧修边、冲孔(TR+CTR+PI);OP40 修边、翻边、整形(TR+FL+RST);OP50 修边、侧翻、冲孔(TR+CFL+PI);OP60 侧翻、侧整、冲孔(CFL+CRST+PI);OP70 翻边、侧冲孔、侧整形(FL+CPI+CRST),共六道工序成形。该翼子板具有多个复杂曲面,此外,虎口、灯口和A 柱的法兰边均为负角翻边,需多次成形,因此,这三处是缺陷出现最多的区域。
致谢 本文研究工作受南京航空航天大学研究生创新基地(实验室)开放基金(kfjj20170122)资助.
调试案例
案例一:翼子板A 柱回弹
缺陷描述:制件成形基于板料塑性变形,板料经拉深或翻边整形过后厚度方向存在残余应力,在制件脱模后残余应力释放使制件产生回弹。
⑴回弹原因分析。
①板料机械性能:成形过程中,随着板料厚度增大,参与塑性变形量增多,回弹减小;材料屈服强度越大,弹性模量越大,加工硬化程度越高,回弹越大。
②采用压料式翻边工艺:翻边时在压料机构施加压力下成形,控制翻边力及分布和板料流动,使其塑性变形更充分。
③拉延筋分布:拉延筋合理分布增加板料的流动阻力,控制板料的流入量及流动方向,使各部位主次应变均匀且拉深成形充分,使回弹区压应力向拉应力转移更多,回弹更小。部分回弹区可设置局部拉延筋使其局部走料均衡,从而控制回弹。
⑵解决方法。
回弹缺陷又分为正回弹和负回弹,本案例采用工艺补偿法优化负回弹缺陷,单件AUDIT 报告翼子板左右两件A 柱与前门搭接处差为负值,且大于标准公差,不能满足生产需求。为快速准确的找出该翼子板表面尺寸偏差原因,分析模具和制件型面的变化趋势,对翼子板全工序的零件进行扫描,经蓝光扫描(GOM)的型面数据同产品理论数据对比,从中确定导致偏差缺陷的工序。
模具调试初期,翼子板模具各方面结构稳定性和工作零件基准较差,右件翼子板虎口区为曲线翻边,暗坑缺陷难以攻破,AUDIT 评审为B 类项缺陷,不能满足调试需求。
目前,从结构工艺上解决回弹常用的几种方法如下。
田光居“上馆”三月,在了解太子丹意图及其门客的才能之后,以“欲为太子良谋,则太子不能;欲奋筋力,则臣不能”的两难,向太子推荐了“神勇之人”荆轲。事后,却因太子送别之时的一句叮嘱“此国事,愿勿泄之”而在荆轲面前“吞舌而死”,既以保全“不为人所疑”之节操,亦借此激励荆轲。
研究学者又对Malmquist指数进行了分解和完善。Malmquist生产率指数的求解需测算4个距离函数:
②压边力:压边力控制制件成形是非常重要的一种工艺,压边力可以调整进料速度,改善板料的应力分布,压边力越大,板料流动阻力越大,拉深成形越充分,还可以降低板料内外应力差,减小回弹。
③增加工艺凸包:在成形工序增加工艺凸包,使板料内残留应力平衡发生变化,从而消除回弹。
学校培养的人才要能服务于社会,与企业岗位需求接轨。由于校内的专任教师大部分都缺乏实战经验,对于课程的教学是非常不利的。因此我们组织教师下到合作企业进行顶岗实习,提高实战能力;指导学生参与企业真实项目的部分实训,感受企业岗位能力的要求;企业导师参与指导学生的创业项目执行,提高学生的学习兴趣,增强自信心,有效的实现理论和实践的对接。
通过对比翼子板成形工艺图和扫描数据分析得出,翼子板A 柱负角工艺成形主要在OP20 拉延和OP40 翻边,最终成形在OP50 整形,且在OP50 斜楔翻边整形工序后最大变形量达到0.8mm。由于造型工艺要求,A 柱翻边成形为伸长类翻边。此类翻边可能导致开裂和回弹等缺陷,所以模具工艺设计时会在OP20 拉延工序增加工艺凸包用来储存板料,以保证后续伸长类翻边整形时要料充足。
如图1 所示,OP20 拉延工艺凸包高度增加2.5mm,使板料在拉延成形时充分延展,加大该区域塑性变形,保证制件刚性,拉深更充分。在OP50 整形工艺凸包高度增加2mm(图2),使制件在侧楔负角翻边整形时与凸模工作表面贴合率提升,确保板料在成形过程中被充分压紧并加大压边力,改变板料内部应力分布,降低板料内外应力差,防止翻边整形时候再次产生回弹。
①补偿法:根据蓝光扫描(GOM)模拟制件弯曲成形后回弹量,在模具工艺时设计预留等于回弹量的成形楔型,使制件回弹补偿后满足质量要求。


案例二:翼子板虎口暗坑
缺陷描述:制件在成形过程中局部内应力不均,拉应力不足,塑性变形不充分,在卸载时由于残余应力的释放使板料失稳,制件局部存在刚性不足,产生暗坑。
虎口区域曲率较大、成形复杂,本身就容易造成塑性变形不充分,可采用适当工艺进行补偿。将凸模做1.2mm 下探,使板料在翻边整形时抵消弹性变形,增加制件与凸模的贴合率,同时要求不对其他区域产生影响。
①凸凹模基准:若凸、凹模无法使制件达到综合应变要求,直接导致制件成形各区域的板料应力分布不均与板料流动失衡,从而产生暗坑。
②翻边间隙:翻边间隙理论值为一个料厚,根据具体情况可对翻边间隙进行微调。翻边间隙过小,导致板料向翻边临界区聚料,翻边R 角棱线过高,产生暗坑。翻边间隙过大,塑性变形不充分,产生回弹,导致临界区域出现暗坑。
③压料板功能区着色:压料板的作用在于将板料约束在压料面与凸模之间,使板料在厚度方向不能自由起伏。若压料板功能区着色差,压边力不足无法将板料充分压紧,造成板料成形时产生上下波动,影响板料流动的稳定性,成形时制件变形,产生暗坑。
⑵解决方法。
1.构建多元化课程考核评价机制。从不同的角度探讨多元化考核评价机制,注重对学生运用所学知识分析问题和解决问题能力的考核。如将综合测试、应用答辩、设计答辩、写论文、技能操作等与日常表现结合起来,全面衡量学生的知识、能力和素质,讲究实际效果。鼓励学生积极参与实践技能竞赛、学科专业竞赛、创新创业大赛和“互联网+”大赛等,探索“以赛促学,以赛代考”的考核模式,同时激励学生发表学术论文、申请专利,并将此作为课程考核评价的指标,促进成果积累,挖掘学生潜能。
调整整形凸凹模具间隙,研配时在原有间隙基础上减小0.1mm,使缺陷处整形间隙略小于料厚,增大暗坑处板料减薄率,使成形更加充分,防止缺陷处板料堆积产生暗坑。
根据自然边坡的地形地质情况,先对边坡进行总体的判断,确定自然边坡的治理范围,同时对边坡危险源进行分类、分级。边坡治理原则按“从上到下,分区分块,分阶段分部位”进行治理。根据下部建筑物的重要性等,按照自然边坡与建筑物的毗邻位置关系,以“点、线、面”的不同治理模式确定自然边坡治理具体项目和部位。治理的工艺顺序为先刷坡清理、清撬、截排水沟、表层主被动防护网、挡墙、浅层锚喷支护、深层锚索锚固等单项或多项技术组合,以此形成“点、线、面”的综合治理效果,完成综合治理边坡表层危岩滚落、浅层岩体脱落、深层变形失稳等问题,解决自然边坡各类破坏问题,达到综合治理目的[1]。
⑴暗坑原因分析。
调整凸模与压料板的贴合率,在成形过程中使工作表面充分压紧板料,防止板料成形时上下波动,研修压料面着色至95%以上。
暗坑是指制件表面局部区域轻微凹陷,目视观察时不易发现,然而车身喷涂后经光照检查明显。利用CATIA 的斑马线模拟光照下反光线检查,结合翼子板工艺流程图及工序件状态对比,分析OP50 翻整后表面缺陷程度。无缺陷区域斑马线连续且均匀分布,虎口位置存在闭合光环,说明该区域存在局部暗坑缺陷。
案例三:翼子板尺寸超差
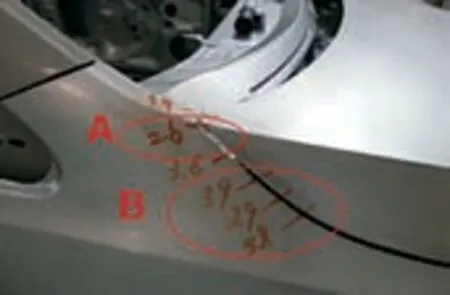
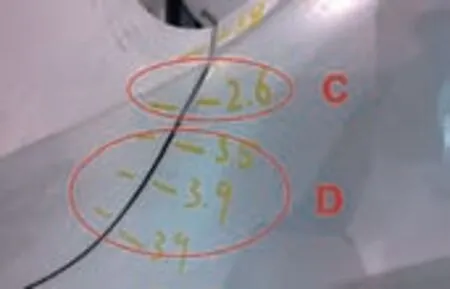
结合左右翼子板单件测量报告与白车身实际测量结果可知,右翼子板B 处间隙达到3.6 ~3.9mm,A处达到2.6mm(不满足公差范围),如图3 所示;左翼子板D 处间隙达到3.5 ~3.9mm,C 处达到2.6mm,如图4 所示。因此,左右翼子板与发罩虎口位置搭配间隙不均(标准间隙:3.5mm±0.5mm)。
通过对比柑橘与根系土各元素含量,可得出各元素富集系数,柑橘硒与锌元素富集系数分别为0.036与0.01,四种重金属富集系数分别为汞0.052、镉0.006、砷0.001以及铅0.002。
依据公式(3)可获得2004—2016陕西体育与旅游产业融合度,并根据融合度划分标准对两大产业融合发展程度做出评判(表2)。
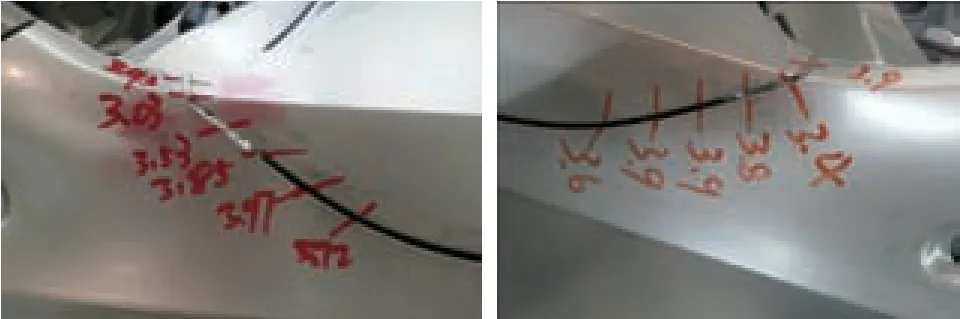
查看右翼子板与发罩单件测量报告,如图5 所示,A 处最大偏差达到0.5mm,最小偏差达到-0.3mm,B 处测量数值满足公差范围。因此可以判断,右翼子板单件尺寸偏差过大(公差范围:±0.5mm)是导致发罩与翼子板间隙不均的主要原因。
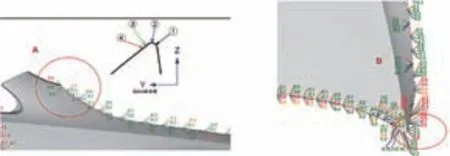
查看单件左翼子板与发罩在该处的测量报告,如图6 所示,C 处最大偏差达到0.8mm,最小偏差达到-0.3mm;D 处偏差为负值,不可能导致间隙变小。因此可以判断,左翼子板单件尺寸偏差过大(公差范围:±0.5mm)是导致发罩与翼子板间隙不均的主要原因。

结合工艺流程图可知,虎口位置为OP40 翻边成形,其翻边轮廓不均匀,制件尺寸产生偏差,压着色件对翼子板虎口处进行查看,并对OP40 模具下模型面、压料板着色率及翻边间隙进行检查,确保在尺寸修改完成后表面无新增缺陷。
按照焊装白车身及翼子板装车尺寸制作标准样件,作为凸模整改基准。按照标准样件尺寸对OP40凸模进行研修,使其跟样件轮廓一致,上模翻边镶块进行烧焊粗研,上调试压机精研使其翻边凸凹模间隙均匀,并排查后序干涉。
由于翻边轮廓更改,OP40 翻边边缘压料面需要重新研修,着色率提升至95%以上,减小压料板与凸模之间的间隙来增大该区域的压料力,防止该区域在翻边整形时走料过多产生新质量缺陷。如图7 所示,经过焊装装车试验,优化后的翼子板虎口与发罩匹配间隙均匀,测量单件尺寸符合公差要求。
结束语
翼子板常见表面缺陷种类非常多,在遇到质量缺陷时,首先要对其产生原因进行分析,利用蓝光扫描(GOM)辅助分析缺陷产生机理、判断缺陷程度,再结合制件成形工艺及模具结构才能准确快速地找出问题原因并制定最合理的优化方案。
