汽车覆盖件翼子板锐棱模具应用研究
2022-08-20夏灿添刘志强黄义关黄玉敏广汽乘用车有限公司
锐棱技术是为了保证汽车外观特征棱线的圆角清晰美观,在模具加工时将模具型面的特征线圆角锐化处理或做成锋利圆角(极致可做到R0)的一种技术方法。本文通过对汽车覆盖件翼子板锐棱模具的研究,利用CAE 软件进行冲压模拟仿真分析,得到一个相对优良的工艺方案,指导现场模具制造,探索研究翼子板小R 角成形,以及加工制造和模具研配等内容。
某车型翼子板介绍
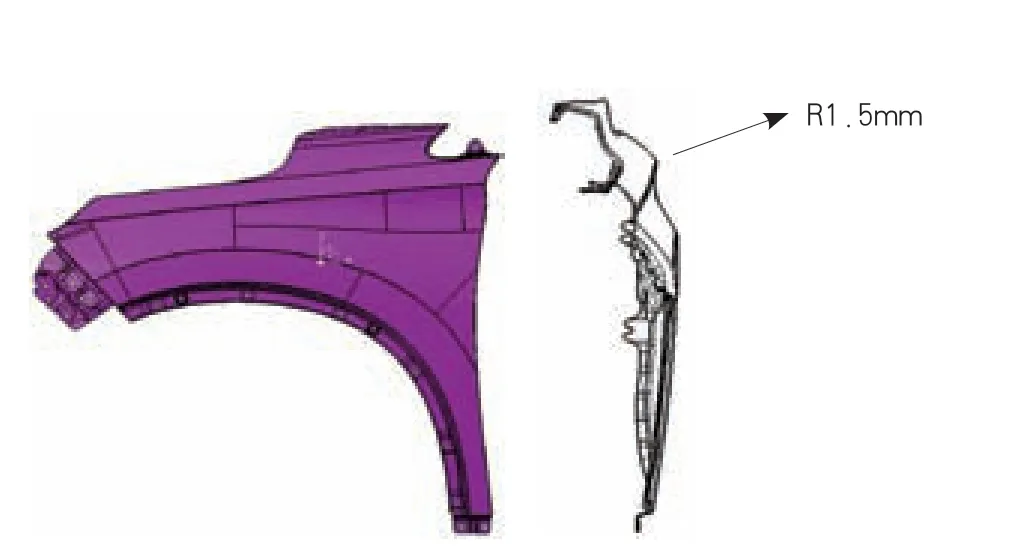
汽车冲压覆盖件主要有侧围、翼子板、前后盖、门板等,这些零件尺寸较大,对品质要求较高,往往由主机厂自建车间生产。本文介绍的翼子板零件是汽车外表的覆盖件,这些零件既要保证强度,又要保证外表美观、内部功能完好,而且整体造型复杂搭配关系多,是白车身精度提升的关键零件。某车型翼子板(图1)尺寸为908mm×658mm×229mm,属于大型汽车覆盖件,其主棱线为小圆角,约R1.5mm,需对棱线进行锐化处理。
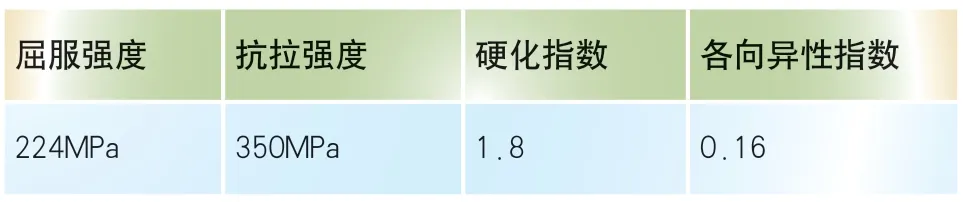
翼子板使用的材料为 HC180LB,厚度为0.65mm,力学性能如表1 所示。
为实施某款智能手机的外观设计(Smartphone Appearance Design, SAD)项目,某手机开发企业组建了一个由35名协同成员组成的协同产品创新知识网络。以协同成员为网络节点,协同成员间的关联关系为网络边,得到35名协同成员组成的P-P子网络如图1所示。
据证监会〔2018〕13号市场禁入决定书披露,在天成控股公布2016年度业绩亏损前,公司实控人的弟弟潘某利用内幕消息,“成功”避损。
锐棱成形圆角较小,违背常规的冲压原理,不利于板料的拉深成形。锐棱零件容易出现缩颈、拉裂、滑移线等不良缺陷,若要实现模具小R 角成形板材,必须要从模具设计及制造等方面着手,这对模具制造而言是巨大的挑战。
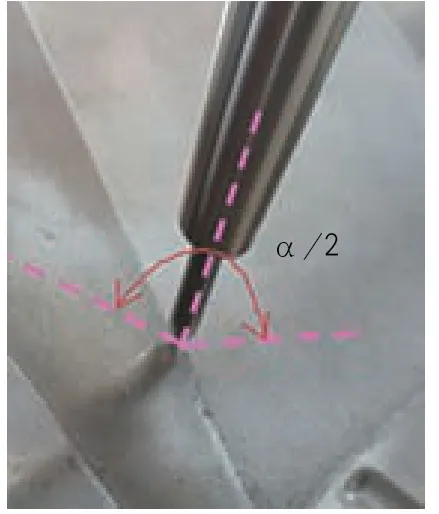
对于小圆角成形模具,锐棱模具加工是重点课题。原因是机加工常用清根刀具都是直径为3mm的球刀,若棱线部位清根不到位就很容易压塌棱线,所以在模具加工棱线部位清根时需要使用棱线刀具(图4),加工注意事项如下:
⑴使用
3mm 球头刀进行清根,走刀方向为垂直于棱线且取二分之一夹角(图5);
模具设计制造要点
零件减薄率分析确认
从2013年开始萌芽,到“互联网+物流”探索愈发成熟,物流从成熟进入高速的增长期,2017年物流企业加快进入资本市场,年内有8家企业跻身国内主板,5家在境外证券交易所上市,45家登陆国内“新三板”。上市、融资、兼并、重组、跨界整合,物流企业科技创新能力显著提高,物联网、大数据、云计算、人工智能有效应用,现在的无车承运、挂车承运告示新模式打开了新局面。
锐棱模具加工要点
基于设备生产特性和模具制造成本的客观因素,四工序成形方案为本次翼子板最终工艺方案:拉延→全周侧修边冲孔→翻边→翻边整形冲压。

冲压方向设计是在综合考虑产品信息、材料、工艺等因素及实际生产中的各种“非线性”问题的基础上完成设计的,对产品的成形性和后工序的工艺方案设定影响很大。结合外覆盖件翼子板的棱线圆角锐棱化需求,综合考虑冲压方向:成形角取所有棱线高度的平均值,两侧冲压度尽量一致,保持两侧材料流入均衡,避免棱线滑移线出现(若出现棱线滑移线,一般无法消除)。同时,根据过往制造经验,为了在产品内部达成充分塑性变形,让材料得到冲压延展,产品周边设定工艺补充面是必要工作。锐棱的零件容易从棱线开始撕裂,所以设计工艺补充要高于棱线的两侧端头。同时多余工艺补充内容会利用后工序将多余的废料切除,最终得到一个合格零件。
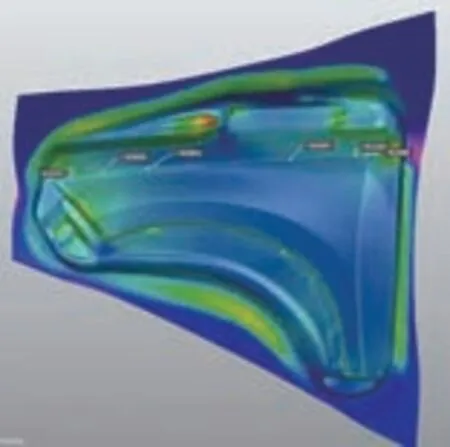
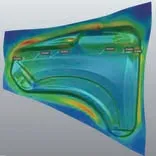
棱线开裂对于锐棱零件调试制作是重点课题。由于产品棱线R 角小,棱线很容易从棱线端头产生撕裂。所以要对覆盖件翼子板冷冲压模具进行研究,利用CAE 软件Autoform 进行冲压模拟仿真分析,经过多次调整零件工艺造型,得到了一个相对优良的结果,保证棱线端头减薄率控制在22%以下(图2),失效系数控制在0.8 以下(图3),最大限度减轻现场模具制造难度。
在锐棱模具制造过程中,模具型面研配是一道关键工序,研配好的模具见图7。锐棱模具制造研配过程应注意如下几点:
展现分享:鼓励学生主动介绍课前预习的相关成果,进行课题演示、分享个人观点,激发学生的学习热情,变被动学习为主动学习。教师在这个过程中重点听取和记录学生在预习中理解不透的知识点和疑问。
由于零件此处的棱线圆角过小,所以要采取两侧走刀方式对棱线进行有效加工。棱线加工步骤需遵循:首先,使用整体型面粗加工(留0.8mm 余量);其次,使用模面进行半精加工,剩余0.2mm;然后,对棱线进行整体淬火;淬火完成后,再用模面进行最后精加工,加工刀具及机加工参数建议参照表2。
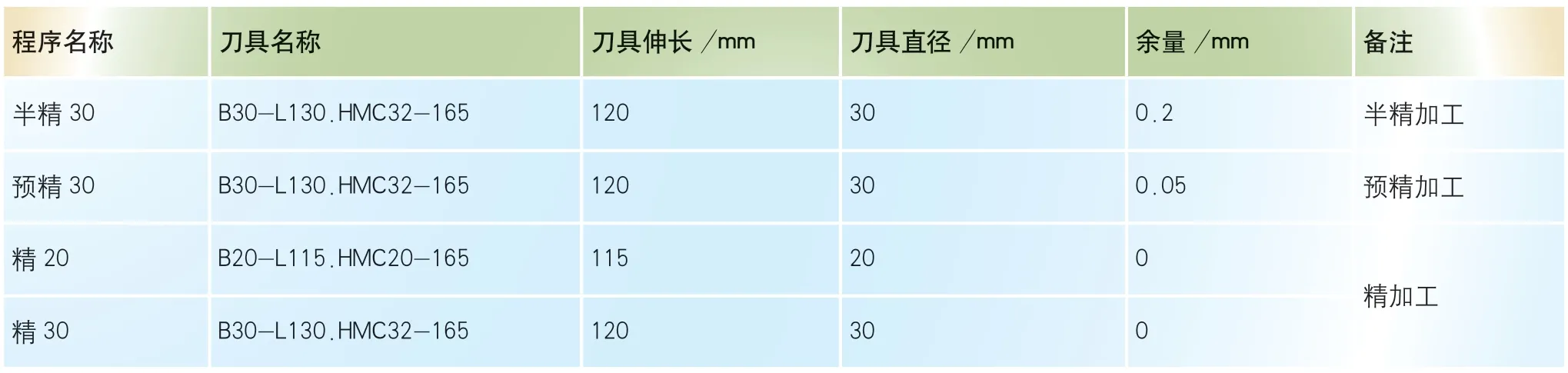
其他注意的事项:为减少拉延特征棱线R 角热处理过程中的磨损和变形,在半精加工和精加工之间做凸R 角的热处理,最好使用激光淬火,保证棱线处理的一致性。
在汪宗星的心里一直认为,民营企业不仅仅是一个经济实体,更是一个社会肌体,履行社会责任不是“补偿”,也不仅仅是回报,而是企业立足社会的根本需要,是企业发展的动力。同样,回报社会、奉献社会更是企业的神圣使命,也是企业家自身价值的根本所在。
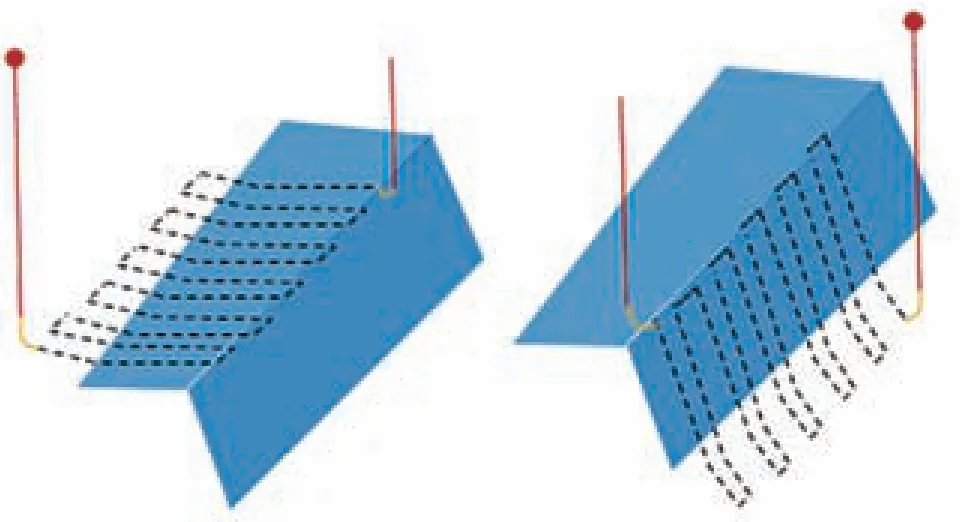
加工走刀要求:按棱线的法向方向(垂直于棱线)定义走刀方向,分区加工和棱线两侧单侧走刀,如图6 所示。
研配要求
⑵使用菱形刻槽刀线驱动进行挖槽加工,一般分4 次加工,每次机加进给深度0.1mm。

⑴特征棱线在机加工和激光淬火之后,用胶布缠上盖好,保证不受损;
⑵棱线两侧10mm 型面保持轻微刀纹,作为研配参考;
传统的基础护理学实训教学采用分章节、分项目教学形式,学生练习时多是各自为政,只要自己动手会做就可以了。而学生今后走上临床工作岗位,抢救、治疗病人等工作多以团队形式开展,这种传统的基础护理学实训教学模式培养出来的学生,团队协作能力尤显不足。
⑶用硬油石相对于造型线斜45°推光,一般锐棱的地方不能推掉很多量,用油石交叉推三至四次,锐棱应该很光滑,否则检讨是否机加工到位;
⑷型面研合时需要带零件研合,根据零件强压着色指示书,进行规范作业,凸凹模研配蓝油接触面必须均匀着色。
现场实际零件确认
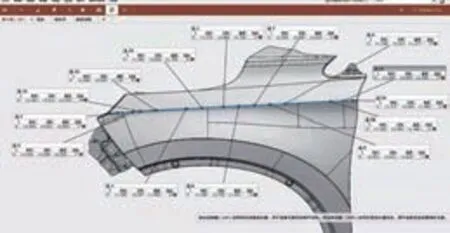
模具制造水平的提高需要结合现场实物(图8)不断分析、总结。在零件首次成形后,利用高精度蓝色扫描设备进行扫描确认,零件的三维扫描结果如图9 所示。通过零件数模与扫描结果对比,零件状态良好,说明整体锐棱加工设计是正确的,顺利达成零件小R 角成形目的,外观R 角最小达到R1.3mm,大大突破零件以往水平。

结束语
通过对某车型覆盖件翼子板锐棱分析研究,总结模具制造加工的要点,从而达成产品品质提升目的,为整车高颜值赋能。其中也有预估不足之处,只能通过理论与实际不断探索,提高零件制造水平,达到国际模具先进水平。目前,随着我国模具行业不断发展,后续大量利用锐棱模具的应用实例和经验总结会对冲压模具制造生产起指导作用,有助于国内模具行业良好发展。
