取向硅钢成品表面点状缺陷产生原因分析及改进措施
2022-08-18胡志强张文康
胡志强,张文康,林 媛
(山西太钢不锈钢股份有限公司技术中心,太原 030003)
引言
取向硅钢是一种含硅3%左右的软磁合金,主要用于制作变压器铁芯和大型发电机的定子,是电力、军事工业中不可缺少的重要材料,生产工序长,工艺技术也比较复杂,称为钢铁的“工艺品”。取向硅钢产品不仅需要磁性能满足要求,同时表面质量也要完好,两方面的要求缺一不可[1]。产品表面结构由氧化镁高温退火后形成的硅酸镁底层和涂敷的磷酸盐绝缘涂层组成,氧化镁性能、涂敷及高温退火工艺都可能影响取向硅钢的表面质量,形成诸如点状、条状、波浪状及露晶等表面缺陷。不同种类的缺陷,其产生的原因也不同,本研究主要针对取向硅钢成品表面点状缺陷产生的特点,分析其成因并提出改进措施。
1 取向硅钢生产工艺
转炉+真空冶炼→连铸→低温加热→热轧→酸洗→冷轧→中间脱碳退火→二次冷轧→回复退火(不是必需工序)→氧化镁涂敷→高温退火→绝缘涂层+平整拉伸退火→分卷。
2 点状缺陷形貌
国内某钢厂进行取向硅钢生产时,通过涂绝缘涂层+平整拉伸退火工序后,钢带表面出现大面积类似点状的缺陷,尤其-4 卷尾部(平整拉伸工序将重量约为15 t 的大卷分为4 个小卷,依次为-1~-4)最为严重,并且点状缺陷主要位于涂绝缘涂层+平整拉伸退火工序后钢带下表面,如图1(a)所示,呈不规则分布,相互之间比较孤立,直径约0.5 mm~3.0 mm 不等,多为圆斑状。用扫描电镜在SE 二次电子模式下观察表面点状形貌,如图1(b)所示,圆斑颜色明显要浅,边界比较清晰,位置平坦,没有明显手感。
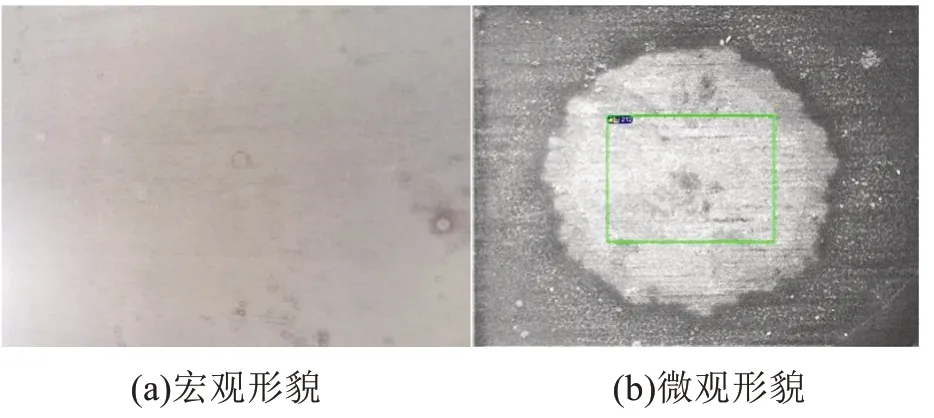
图1 成品表面点状缺陷
3 点状缺陷成分分析
使用X 射线能谱仪分别测试缺陷位置处和无缺陷位置处(见图2)的化学成分,通过原子内层电子收激发能级跃迁后释放电磁波辐射,判断元素类别[2],结果见图3及表1。

图2 不同位置扫描处
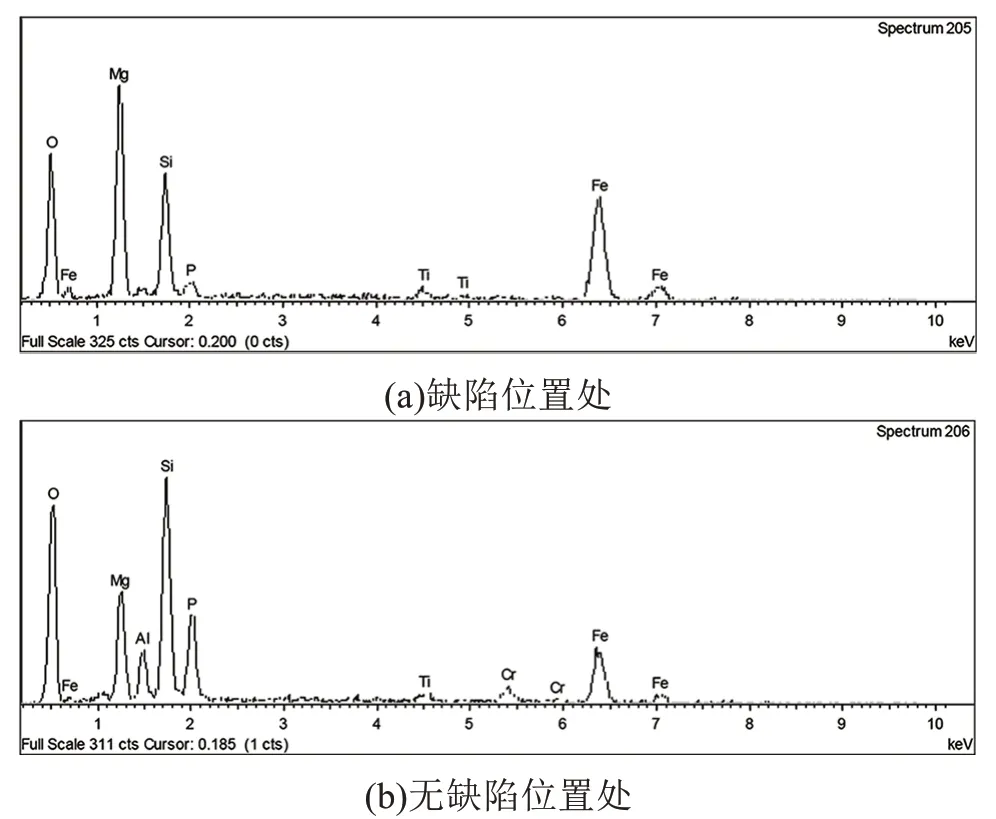
图3 不同位置扫描成分谱图
从图2 和表1 中可知,无缺陷位置处P、Al 的含量明显高于有缺陷位置处,而在无缺陷位置处检出Cr,在缺陷位置处没有检出Cr,P、Al及Cr,这些成分是绝缘涂层的主要成分。综上所述,点状缺陷位置处没有绝缘涂层,或可能是涂敷到硅钢表面的绝缘涂层受到外力的作用导致脱落。

表1 不同位置处主要成分
4 试验验证
为进一步查清点状缺陷产生的原因,将成品表面带有缺陷的试样,用自行配制的清洗液清洗掉表面的绝缘涂层,观察表面的状态,见图4。通过观察图4 中不同表面的外观形貌,发现在清洗掉表面的绝缘涂层后,点状缺陷仍然存在,说明其在高温退火后形成硅酸镁底层时就已经产生。
采用扫描电镜观察底层斑点的微观形貌,见图5,采用X 射线能谱仪分别对底层表面的不同位置处进行成分的检测,见图6(a)和图6(b),检测的结果来看,两种位置所检的成分相同,主要为O、Mg、Al及Si,图6(a)和图6(b)两种谱图对比,其同类成分的强度基本相同,说明含量也基本相同。
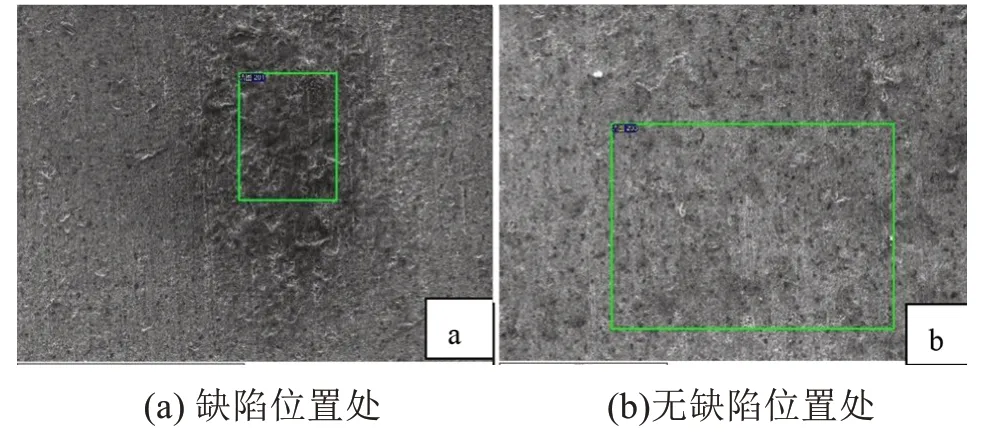
图5 底层不同位置扫描
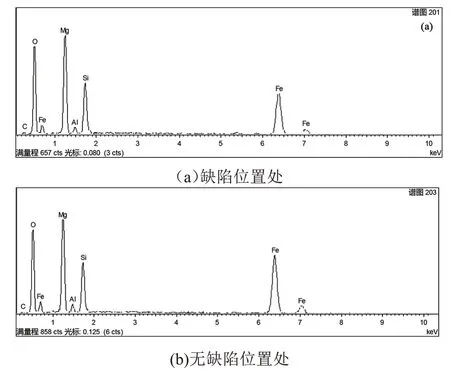
图6 底层不同位置扫描成分谱图
将清洗掉表面绝缘涂层的带有点状缺陷的底层样片表面涂敷绝缘涂液,待2 min~3 min后,底层样片表面出现点状的缺陷,具体见图7。从图7 可知,底层样片表面呈现不规则的点状缺陷与大生产产品表面的点状缺陷基本一致,进一步验证了点状缺陷并不是在涂绝缘涂层+平整拉伸退火工序,绝缘涂层液溅到钢带表面产生的斑点。

图7 底层样片表面涂敷绝缘涂层后点状缺陷
5 分析与讨论
5.1 原因分析
从上面的检测情况可以得出,成品表面的点状缺陷是由硅酸镁底层本身的缺陷所造成的,并不是通常人们认为的是在绝缘涂层+平整拉伸工序中,涂敷绝缘涂层过程中产生的。通过对现场生产多次跟踪,发现该钢厂氧化镁涂敷机组仅有一台收卷机,主要依靠人工进行钢带收卷的操作,换卷时间较长,大约需要7 min~8 min。在换卷的过程中,下一卷钢带头部停留在氧化镁涂层机和烘干炉处,这时氧化镁烘干炉停止加热,氧化镁涂液涂敷及循环系统停止运行。停车期间循环罐壁及管路中的氧化镁涂液极易表干,产生固体颗粒物,沉积于循环罐底部。
换卷完毕后,再次启动氧化镁涂液循环系统时,导致沉积于循环罐内的氧化镁固体颗粒物大量喷射至钢板表面(颗粒物主要附着在钢带上表面,由于重力的作用,颗粒物不易附着在钢带下表面),导致钢卷头部涂敷表面产生大量固体点状颗粒物。将表面带有点状颗粒的氧化镁在高温退火形成硅酸镁底层后,表面产生点状缺陷,当经平整拉伸工序时涂敷绝缘涂层时,因缺陷部位和正常部位存在表面张力的差异,缺陷部位表面张力低于其周围部分的表面张力[3],绝缘涂料在缺陷处无法铺展而导致缩孔,最终形成点状缺陷。
5.2 改进措施及实施效果
5.2.1 改进措施
(1)氧化镁涂敷机组换卷期间,另一套卷取系统同时投入使用,避免停车或减少停车时间;
(2)提高氧化镁循环罐的搅拌速率,保证涂液搅拌均匀;
(3)在氧化镁循环系统管路回流处增加相对目数较大的过滤网;
(4)定期清理涂液配液、循环系统及涂层机料盘内的残留物。
5.2.2 实施效果
采取上述措施后,基本消除涂敷绝缘涂层后表面的点状缺陷。
6 结论
(1)取向硅钢成品表面产生的点状缺陷是由氧化镁涂敷表面附着细小颗粒物,后经高温退火后形成的硅酸镁底层产生点状缺陷;
(2)通过采取一系列措施后,避免了氧化镁涂敷表面附着颗粒物,消除了成品表面的点状缺陷。
