巴西某含硅铁矿石提质降杂选矿试验研究
2022-08-17许继龙
许继龙
(宝武资源梅山矿业公司)
巴西是世界钢铁生产大国中唯一拥有丰富铁矿资源地国家,其铁矿石产量和出口量位居世界前列,中国和日本是其主要出口国[1]。巴西铁矿主要由赤铁矿组成,具有高铁、中硅、低铝的特点,是大型钢铁厂首选原料之一[2-3]。铁矿石中的脉石都含有SiO2,在高炉冶炼的条件下,少量的SiO2被还原并以Si的形式进入生铁,故而硅成为生铁中的常规元素之一。炼钢生铁的硅含量对炼钢过程有重要影响,铁中硅含量低可降低炼钢消耗,加速炼钢过程,延长炉衬寿命。当前,先进国家和企业均推广冶炼低硅炼钢生铁,力求降低生铁硅含量,先进高炉已将生铁硅含量降至0.2%~0.3%[4-5]。
1 试样性质
试样为巴西某铁矿石,矿样质量7.8 kg,破碎后的最大矿石粒度约2 mm,粉矿含量较多,肉眼观察矿石表面颜色呈暗红色,无金属光泽。试验将矿样缩分后,取3.5 kg作为试样,其化学多元素及铁物相分析结果见表1、表2,破碎后粒度分析结果见表3。

?
?
由表1 可知,该巴西矿样中的全铁含量为57.94%,S、P 等有害杂质含量较低,主要脉石成分为SiO2,含量为11.68%,其次是Al2O3、CaO、MgO,三者合计含量2.002%;另外还含有少量TiO2,其他Pb、As 等重金属含量均<0.05%;通过计算得出该矿样的磁性率为1.91%,磁性率小于28%,按磁性率划分属于赤铁矿石。
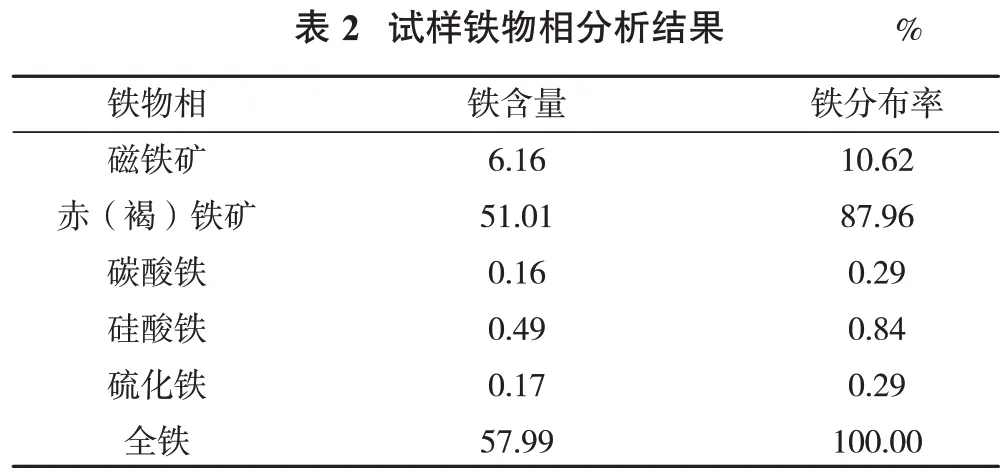
由表2 可知,试样中的铁主要呈赤(褐)铁矿产出,分布率为87.96%,其次为磁铁矿,分布率为10.62%;碳酸铁、硅酸铁、硫化铁含量较低,三者合计分布率为1.42%。
由表3 可知,巴西矿样破碎后-1 mm 粒级产率68.20%,铁分布率达71.39%;- 0.14 mm 粒级产率44.70%,铁分布率达47.89%;-0.074 mm 粒级产率19.40%,铁分布率达19.84%;由此得出破碎后的试样中-0.074mm 粒级产率及铁分布率较低,要进行磁选作业,需进一步磨矿,使矿石试样中的铁矿物继续单体分离,以便在下一步的选别作业中回收。
2 试验设备
将巴西试样破碎至-2 mm 进行磨矿,在XCGSφ50 磁选管上(图1)进行湿式弱磁选,XCGSφ50 磁选管在“C”字形铁芯上绕有线圈,通以直流电,电流强度可通过变阻器调节,玻璃管用支架支承在磁极中间,通过适当的传动装置,用电动机带动玻璃管做往复上下移动和转动,增加分选空间内磁性矿物与磁极头的接触,减少磁链中的脉石夹杂。湿式强磁选在SLON-100 周期式脉动高梯度强磁机上进行,SLON-100周期式脉动高梯度强磁机设备见图2。
3 试验方案
为了验证巴西高硅铁矿石与梅山自产原矿混合入选的可选性,试验流程模拟梅山铁矿目前的破碎—磨矿—弱磁选—强磁选流程。因该矿样含硫较低,所以取消了浮选脱硫工序,试验工艺参数与生产现场基本相同。试样用对辊破碎机破碎至-2 mm,取破碎产品500 g,选择合适的磨矿时间进行磨矿试验,磨矿细度与现有生产基本相同,控制在-0.074 mm 含量68%~78%。将细度合格的磨矿产品采用弱磁粗选、强磁扫选选别流程,分别得到弱磁精矿、强磁精矿、强磁尾矿,弱磁精矿与强磁精矿进行混合汇总得到综合精矿,强磁尾矿为试验最终尾矿。试验工艺流程见图3。
4 试样制备
根据试样化学成分分析结果,该试样二氧化硅含量较高,需进行降硅作业,必须磨矿至一定的细度,才能实现矿物的单体解离。巴西矿样磨矿结果及与梅山自产矿磨矿结果对比见表4。

?
由表4可知,该巴西矿未磨矿时,粒度较粗,-0.074 mm粒级含量仅19.4%;当磨矿15 min 时,-0.074 mm粒级含量为56.3%,未达到梅山自产矿生产现场的磨矿细度控制要求;当磨矿25 min 时,-0.074 mm 粒级含量为77.0%,满足了梅山选矿生产现场-0.074 mm粒级含量≥65% 的控制要求。梅山自产矿采用对辊破碎至-2 mm,在同等的磨矿介质与磨矿浓度下,磨矿25 min 时,-0.074 mm 粒级含量可达到75.8%,通过对比可得出该巴西矿石硬度、可磨性与梅山自产矿差别不大。
5 磁选试验与结果分析
5.1 弱磁选磁场强度试验
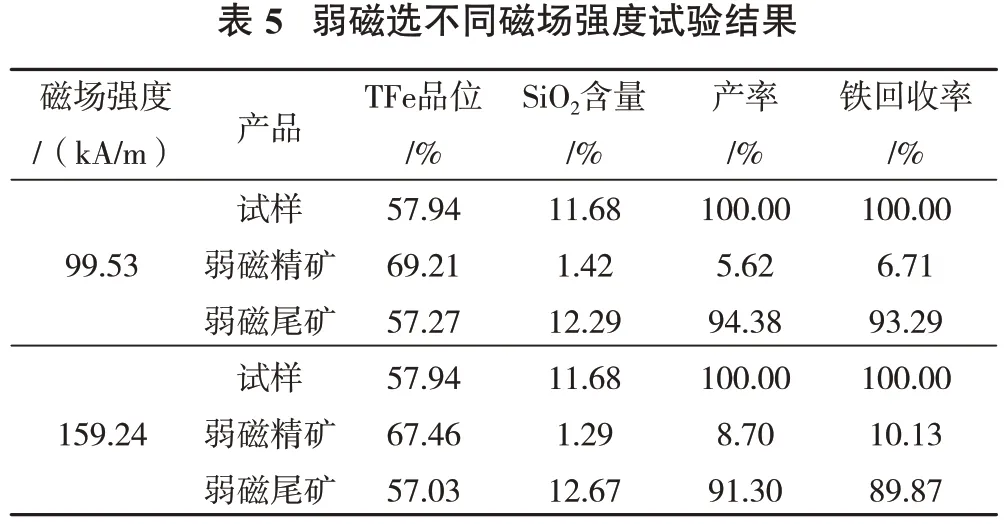
弱磁选磁场强度试验在XCGSφ50 磁选管上进行,磁选管直径50 mm,摆动频率70 次/min,移动行程40 mm。不同磁场强度弱磁选试验结果见表5。
?
由表5 可知,随着磁场强度的升高,弱磁精矿铁品位随之降低,铁回收率有所提高,2 种磁场强度下得到的弱磁精矿铁品位均在67% 以上,二氧化硅含量较低;因为该巴西矿样属赤铁矿石,强磁性矿物含量少,所以弱磁选得到的弱磁精矿产率均较低;为尽可能回收强磁性矿物,确定弱磁选磁场强度为159.24 kA/m,得到的精矿铁品位为67.46%,产率为8.70%,铁回收率为10.13%。
5.2 强磁选磁场强度试验
将磁场强度159.24 kA/m时的弱磁尾矿进行强磁选磁场强度试验,试验设备采用SLON-100 周期式脉动高梯度强磁机,分选腔直径×高度为100 mm×100 mm,脉动冲程20 mm、脉动冲次250 次/min。强磁选不同磁场强度试验结果见表6。

?
由表6可知,随着磁场强度升高,强磁精矿产率、铁回收率及二氧化硅含量都随之升高,2 种磁场强度下得到的强磁精矿铁品位均大于60%,铁回收率均在94% 以上,铁回收率较高;因磁场强度为518.33 kA/m时得到的强磁尾矿铁品位22.65% 大于生产现场强磁尾矿铁品位≤21% 的管控目标值,所以确定强磁选磁场强度为590.78 kA/m,得到的强磁精矿铁品位为60.87%,产率为90.47%,铁回收率为96.56%,二氧化硅含量7.86%。
5.3 综合精矿结果分析
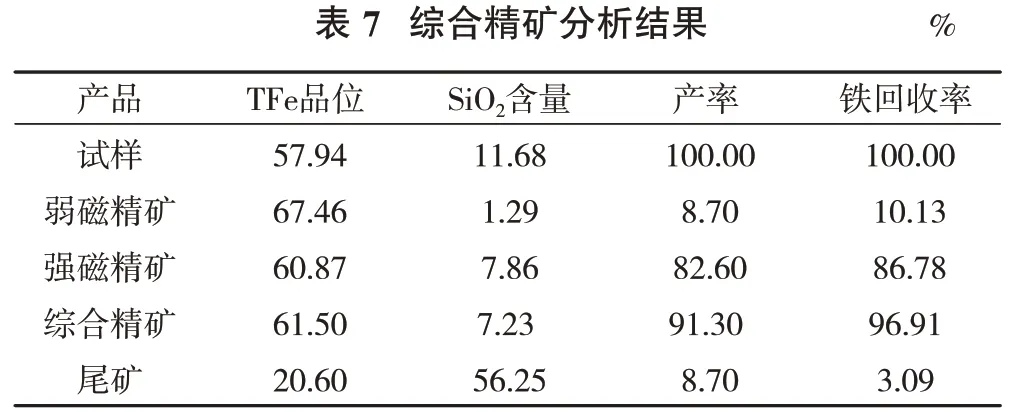
将磁场强度为159.24 kA/m得到的弱磁精矿与磁场强度为590.78 kA/m得到的强磁精矿混合汇总得到综合精矿。综合精矿分析结果见表7。
?
由表7 可知,矿样经弱磁粗选、强磁扫选得到的综合精矿铁品位为61.50%、产率为91.30%、铁回收率为96.91%,综合精矿中SiO2含量7.23%,尾矿铁品位为20.60%;混合后的综合精矿产率大于91%、铁回收率大于96%,SiO2含量降至7.3% 以下,说明此次试验选铁降硅效果较好。
6 巴西原矿与梅山自产矿配入选别预测
梅山铁矿随着开采深度逐年加深,矿石性质发生了较大变化,矿物组成更加复杂,多种铁矿物并存,且嵌布粒度越来越细,原矿中磁铁矿含量下降,赤(褐)铁矿、菱铁矿比例上升,菱铁矿与菱镁矿完全类质同象,纯菱铁矿品位仅为40.12%,生产现场中强磁尾矿铁品位约20.50%,尾矿中主要以赤(褐)铁矿和菱铁矿等弱磁性矿物为主。
巴西原矿配入梅山自产矿进入选别流程,生产中通过提高强磁扫选激磁电流和背景磁场强度,可从强磁尾矿中多回收铁品位35% 左右的弱磁性矿物配入该巴西矿选别得到铁品位61.50% 的铁精矿,使得生产中综合铁精矿品位控制在57% 左右。若该巴西原矿按100 t/h 配入梅山自产矿混合进入选矿流程生产,现场生产综合铁精矿品位控制在57.0%,则每吨巴西原矿能生产品位57.0% 的梅山综合铁精矿约1.10 t。
7 结 论
(1)巴西某含硅铁矿石原矿全铁品位为57.94%,以赤(褐)铁矿为主,磁性率为1.91%,主要脉石成分SiO2含量11.68%。巴西磨矿样在-0.074 mm 粒级含量77.0% 时,通过弱磁粗选、强磁扫选可得到铁品位61.50%、SiO2含量7.23%的综合铁精矿。
(2)试验得到的综合精矿产率91.30%,铁回收率96.91%,铁回收效果较好,但选别中的弱磁精矿产率较低,强磁精矿产率较高,说明该试样强磁性矿物含量较低,弱磁矿物含量高,要得到高的产率和回收率必须进行强磁选别作业。
(3)试验选别得到的强磁尾矿铁品位为20.60%,虽然已小于生产现场尾矿铁品位≤21% 的管控目标值,但尾矿铁品位仍较高,建议可增加强磁扫选作业继续回收强磁粗选尾矿中的部分弱磁性矿物。
(4)该巴西原矿可配入梅山自产矿选矿生产流程,按100 t/h 配入且控制生产综合铁精矿品位在57% 的前提下,每吨巴西原矿可产出铁品位为57.00%的综合铁精矿1.10 t。
