安徽某铜铁矿石降低铁精矿含硫试验研究
2022-08-17万超
万 超
(铜陵有色金属集团股份有限公司)
安徽某矿山原矿含铜约0.6%,含硫约4%,含铁约30%。目前,该矿采用优先选铜—浮选尾矿磁选回收铁工艺流程,得到铜精矿和铁精矿2种产品。随着矿山开采的深入,矿石性质发生了变化,主要体现在矿石中磁性硫化物含量升高,这导致铁精矿含硫也随之升高,致使铁精矿因含硫高而销售困难,同时也降低了铁精矿销售的单价,严重影响了矿山的经济效益[1-3]。为此,根据矿石性质并结合现场实际生产工艺[4-7],进行了不同方案的试验论证,以提出适宜的工艺流程及药剂制度,将铁精矿含硫降低到1% 以下,为现场生产提供参考依据。
1 矿石性质
目前,该矿所处理矿石工业类型主要有铜铁型、单铜型,少量单铁型。自然类型有含铜磁铁矿、含铜黄铁矿、含铜磁黄铁矿、含铜矽卡岩、含铜蛇纹岩,少量含铜大理岩、含铜闪长岩。单铜矿石以含铜石榴子石矽卡岩、含铜透辉石矽卡岩、含铜蛇纹石岩和含铜大理岩为主,铜平均品位较富;铜铁型矿石为含铜磁铁矿,铜平均品位较贫。
矿石结构分为自形、半自形、他形粒状构造,填隙交代结构、变胶状结构、溶蚀交代结构、金属矿物分解结构。矿石以块状、浸染状、网脉状及条纹状分布。矿石中有用矿物空间分布不均匀,粒度大小不等,嵌布类型主要以细脉侵染状为主,侵染状次之,少量不等粒状。
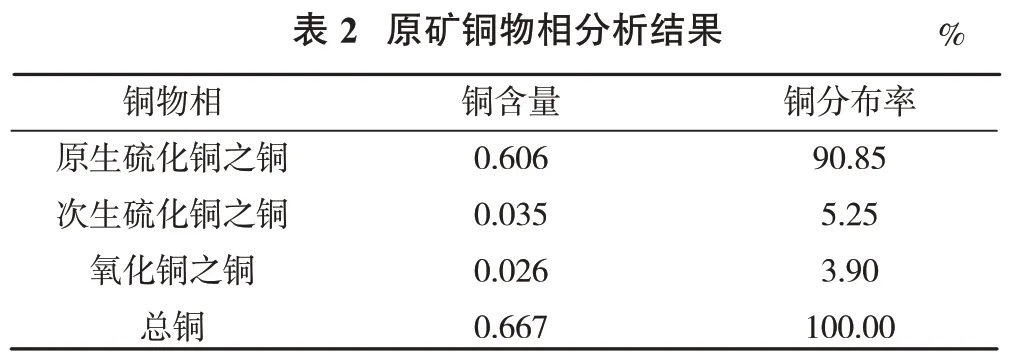
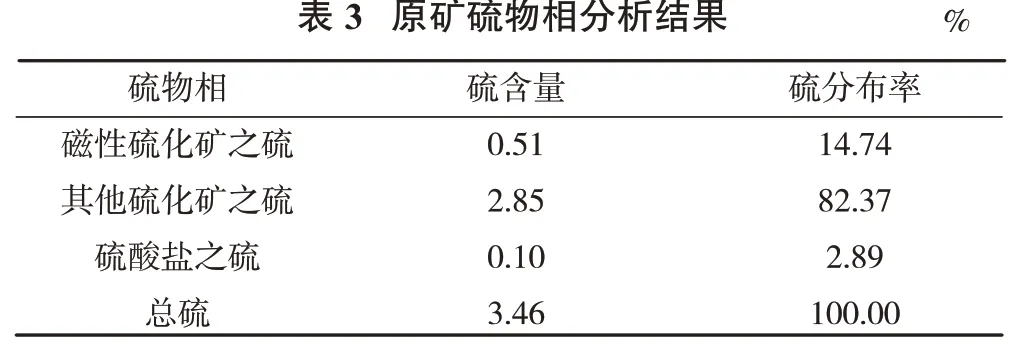
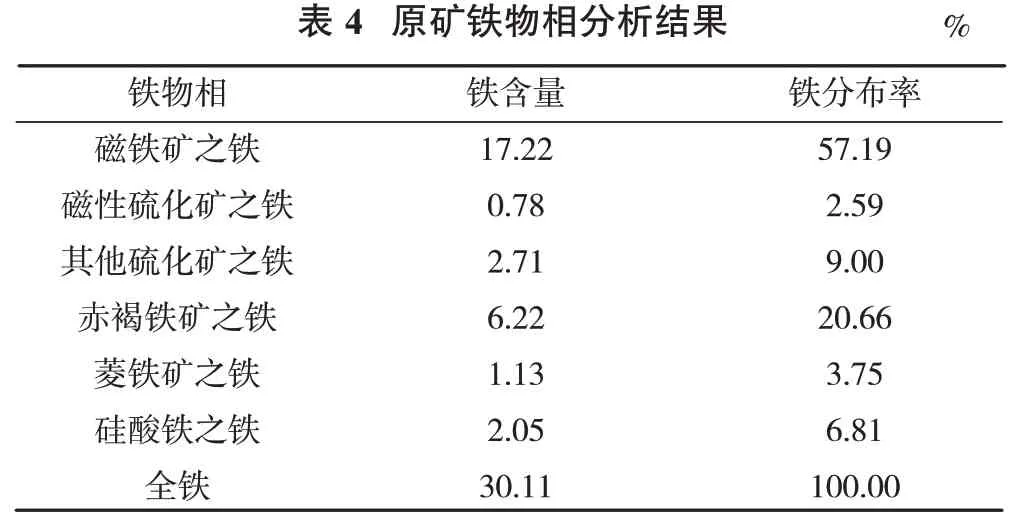
原矿主要多元素分析结果见表1,铜、硫、铁物相分析结果见表2~表4。

注:Au、Ag单位为g/t。
?
?
?
2 试验结果及分析
2.1 试验方案
目前,该矿采用优先选铜—浮选尾矿磁选回收铁工艺流程。该工艺高碱优先选铜通过加入大量石灰调节矿浆pH 值为11.0~11.5 抑制硫,捕收剂使用丁基黄药,起泡剂使用2#油,采用1 粗2 精2 扫浮选工艺流程,磨矿细度控制在-0.074mm 占60%~65%。目前生产指标为铜精矿品位20%、铜回收率86%,铁精矿品位60%、铁回收率55%、含硫2%~4%。
为解决铁精矿含硫过高的问题,该试验在查明矿石中硫、铁矿物组成的基础上,结合现场生产实际情况,拟定了3 个试验方案:①采用铜硫混浮工艺将磁黄铁矿和铜一起浮选,降低浮选尾矿含硫;②对现场浮选尾矿进行再选硫以降低浮选尾矿含硫;③直接对现场产出的铁精矿进行反浮选脱硫。
2.2 铜硫混合浮选工艺试验
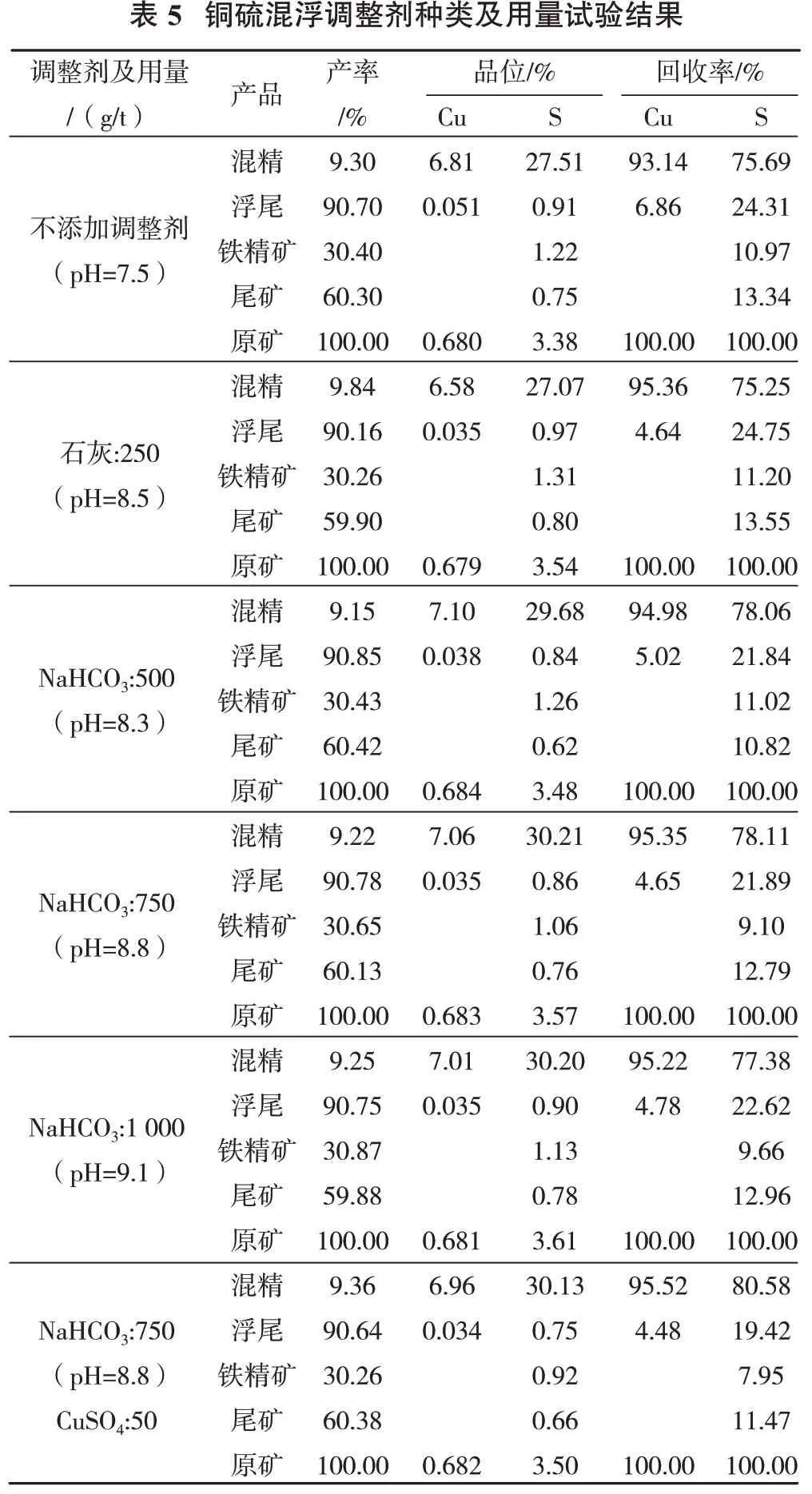
为了考查采用铜硫混合浮选工艺后浮选尾矿磁选所得铁精矿的含硫情况,进行混合浮选工艺试验。由于矿石中含有的部分脉石影响了铜的上浮速度,进行了粗选调整剂种类试验,以期获得较好的铜硫浮选指标,降低浮选尾矿含硫,并最终降低铁精矿含硫。试验工艺流程及药剂制度见图1,试验结果见表5。
?
由表5 可知,在不添加调整剂时,混合浮选混精的铜、硫回收率分别为93.14%,75.69%,浮选尾矿磁选获得的铁精矿含硫1.22%;采用NaHCO3作调整剂,其用量为750 g/t 时,混合浮选铜、硫回收率较好,分别达到了95.35%,78.11%,但此时浮选尾矿磁选获得的铁精含硫1.06%,仍超标;当采用750 g/t 的NaHCO3作调整剂,并补加50 g/t的CuSO4作为硫活化剂时,混合浮选铜、硫回收率较不加CuSO4时更好,分别达到了95.52%,80.58%,此时浮选尾矿磁选获得的铁精含硫0.92%,达到了试验目标;由此可见,要想减少磁黄铁矿对磁选铁精矿含硫的影响,需要加入硫活化,但与此同时,势必又增加了混合浮选精矿铜、硫的分离难度,最终对选铜指标造成一定的影响;因此不推荐此方案。
2.3 现场选铜尾矿再选硫试验
试验采用现场选铜尾矿矿浆(pH=11.5)作为试验原料,浮选尾矿含硫约3.4%、铁品位约31%。试验针对该选铜尾矿进行活化选硫,并对选硫尾矿进行磁选选铁,以考查选硫效果对铁精矿含硫的影响。试验主要考查活化选硫时活化剂H2SO4与CuSO4用量对最终铁精矿含硫的影响。试验工艺流程及药剂制度见图2,试验结果见表6。
由表6 可知,针对现场选铜尾矿的活化选硫,采用1 500 g/t 的H2SO4调整矿浆pH 值至7.6 并添加100 g /t 的CuSO4活化选硫,对选硫尾矿进行磁选选铁可获得含硫0.84% 的铁精矿;由此可见,采用现场选铜尾矿先活化选硫—选硫尾矿再磁选铁方案可获得含硫小于1%的铁精矿。
2.4 现场铁精矿反浮选脱硫方案试验
试验采用现场磁选铁精矿滤饼样作为试验原料,该铁精矿含硫约2.5%、铁品位约61%。试验主要考查反浮选脱硫活化剂H2SO4与CuSO4用量对铁精矿含硫的影响。试验工艺流程及药剂制度见图3,试验结果见表7。
由表7 可知,针对现场铁精矿反浮选脱硫,采用400 g/t 的H2SO4调整矿浆pH 值至7.4,此时不需要额外添加CuSO4,反浮选脱硫后铁精矿含硫0.76%;由此可见,采用现场铁精矿反浮选脱硫方案亦可获得含硫小于1%的铁精矿。

?
3 结论
(1)安徽某矿山随着井下开采的深入,矿石性质发生了变化,主要体现在矿石中磁性硫化物含量升高,这导致铁精矿含硫也随之升高,生产铁精矿含硫达2%~4%。
(2)铜硫混合浮选工艺试验结果表明,在不活化硫矿物的条件下,铁精矿含硫难于降低到1% 以下,加入CuSO4活化硫矿物能使铁精矿含硫降低到0.92%,但这也增加了铜、硫分离难度,影响选铜指标。
(3)现场选铜尾矿再选硫试验结果表明,采用1 500 g/t 的H2SO4调整矿浆pH 值至7.6 并添加100 g/t的CuSO4活化选硫,对选硫尾矿进行磁选选铁可获得含硫0.84%的铁精矿,达到了试验目标。

?
(4)现场铁精矿反浮选脱硫试验结果表明,采用400 g/t 的H2SO4调整矿浆pH 值至7.4,此时不需要额外添加CuSO4,反浮选脱硫后的铁精矿含硫0.76%,达到了试验目标。
(5)综合上述试验结果及生产实际,从工艺流程改造、维护的成本等综合考虑,建议采用现场铁精矿反浮选脱硫方案。
