无定形碳涂层在含气饮料PET 包装轻量化方面应用的研究
2022-08-17张志伟宋利君张雅君
王 兴,张志伟,宋利君,张雅君
(内蒙古伊利实业集团股份有限公司,内蒙古 呼和浩特 010110)
0 引言
可持续发展是目前全球关注的重点,全球各大经济体纷纷出台相关法规、政策,引导和规范各行业向可持续发展方向转型。目前,各大快消品品牌商均已开展可持续包装技术的研究,确保包装符合5R1D 的原则,即包装轻量化(Reduce)、材料再利用(Reuse)、拒绝非生态(Refuse)、可循环再生(Recycle)、材料可回收(Return)、材料可降解(Degradable)。其中,包装轻量化是5R1D 原则中较易实现且成本较低的研究方向。
PET 材料无毒无味、透明性好,具有一定的化学惰性,不易与产品发生化学反应,可重复利用,安全环保[1],目前在饮料行业应用较多。饮料瓶的轻量化,特别是PET 瓶质量的降低是包装行业最盛行的趋势之一。轻量化的包装方式不但可以展示企业在可持续发展方面的吸引力,而且可以激发消费者的环保意识,为饮料企业节省成本[2]。
然而含气饮料在产品货架期内瓶中的二氧化碳会随着时间延长逐渐泄漏出来,使得产品含气不足,影响饮料风味。根据研究同一温度下克质量越大的PET 瓶气体阻隔性越好[3],因此为了达到含气饮料PET 瓶轻量化的目标,就必须从其他方面提高瓶子的气体阻隔性。
目前,提高PET 瓶气体阻隔性的方法主要有PET 单层共混改性技术、涂层技术、多层共注技术、多层共挤技术等[4-6]。其中,涂层技术是通过采用等离子制备设备,利用无定形碳或多氧化硅等物质形成等离子体,沉积在瓶子表面,形成一层极薄的致密阻隔层[7-8],具有良好的气体阻隔性。同时,因为涂层极薄,一般仅为50~100 nm,不会影响PET 瓶的回收再利用,因此涂层技术是一种非常环保的阻隔技术。
主要对无定形碳涂层在PET 包装轻量化方面的应用进行了研究,通过对比常规质量无涂层的PET瓶和低质量有涂层PET 瓶的氧气透过率、灌装后的二氧化碳含量及垂直载压等指标,验证无定形碳涂层在保证含气饮料二氧化碳含量时降低瓶子质量的可能性。
1 试验部分
1.1 仪器与材料
二氧化碳含量测试仪,法国AT2E 公司产品;CMT4104 型万能拉力机,美特斯工业系统(中国)有限公司产品;OX-TRAN 2/21 型氧气透过率测试仪,美国MOCON 公司产品。
16.2 g 涂层瓶和无涂层瓶,18 g 涂层瓶和无涂层瓶,21 g 涂层瓶和无涂层瓶(所有瓶子瓶型相同,容积均为330 mL);碳酸氢钠(分析纯),天津市风船化学试剂有限公司提供;柠檬酸(分析纯),天津市盛奥化学试剂有限公司提供。
1.2 试验方法
1.2.1 空瓶氧气透过率测试
采用Mocon 透氧仪进行测试。将瓶口朝下用密封胶固定在连接仪器的试验支架上。向瓶内通入氮气载气,吹扫平衡后开始测试。测试条件为23 ℃,50% RH,20.8% O2。通过容器壁的氧气随氮气载气一起进入库仑电量传感器中进行反应并产生电流,该电流强度与单位时间内通过库伦电量传感器的氧气量呈线性关系[9]。每种样品测试5 个,取平均值。
1.2.2 碳酸水的制备
将一定量的碳酸氢钠和柠檬酸称质量后进行混合,用纸巾包裹后放入灌装好纯水的样品瓶内,旋盖并调整扭矩,确保瓶子不漏气。反应物在水中反应后生成二氧化碳,并在一段时间后平衡。初始二氧化碳含量为0.41~0.46 MPa。
1.2.3 二氧化碳含量测试
定期测试样品中的二氧化碳含量。测试前将灌装好的样品瓶放置到4 ℃冷藏柜中平衡24 h,取出后摇匀,采用二氧化碳测试仪进行测试,每种样品测试5 个,取平均值。
1.2.4 垂直载压测试
定期测试样品的垂直载压。测试前将样品放置在常温环境下平衡24 h。采用万能拉力机进行测试,速度100 mm/min,每种样品测试5 个,取平均值。
2 结果与分析
2.1 空瓶氧气透过率结果及分析
空瓶氧气透过率测试结果见图1。
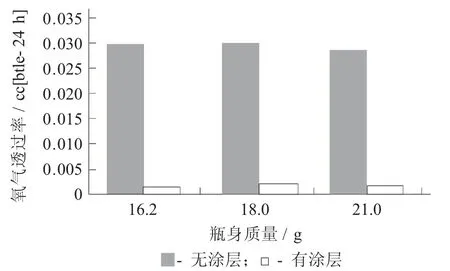
图1 空瓶氧气透过率测试结果
对3种不同质量的PET 瓶涂涂层前和涂涂层后氧气透过率进行测试分析。结果表明,涂涂层后的PET 瓶氧气透过率大大下降,氧气的阻隔性提高约20 倍。
2.2 二氧化碳含量变化趋势分析
37 ℃条件下样品中二氧化碳含量测试结果见图2,常温条件下样品中二氧化碳含量测试结果见图3。

图2 37 ℃条件下样品中二氧化碳含量测试结果
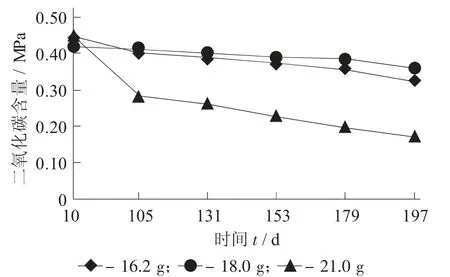
图3 常温条件下样品中二氧化碳含量测试结果
在37 ℃条件下,试验共进行196 d。3 个样品的二氧化碳含量在10~105 d 时呈直线下降趋势,16.2 g 和18.0 g 涂层瓶样品中的二氧化碳含量相当,下降约50%,21.0 g 无涂层瓶样品中的二氧化碳含量下降约66%。105~196 d 样品中二氧化碳含量呈缓慢下降趋势。到试验结束时16.2 g 和18.0 g 涂层瓶样品中的二氧化碳含量相当,下降约64%,21.0 g 无涂层瓶中二氧化碳含量下降84%。
常温条件下,试验共进行197 d。16.2 g,18.0 g涂层瓶样品的二氧化碳含量呈直缓慢下降趋势,到试验结束时,分别下降了27%,14%,18.0 g 涂层瓶样品的二氧化碳含量略高于16.2 g涂层瓶样品。21.0 g 无涂层瓶样品的二氧化碳含量在10~103 d 时呈直线下降趋势,在103~187 d 时呈缓慢下降趋势。到197 d 时,21.0 g无涂层瓶样品中的二氧化碳含量下降了约61%。
综上所述,无论是高温环境下还是常温环境下该涂层都具有良好的气体阻隔性。在高温条件下,16.2 g 和18.0 g 涂层瓶中的二氧化碳含量相当;在常温条件下18.0 g 的涂层瓶表现更优秀。说明温度和瓶子质量对二氧化碳的逃逸影响较大,而温度的影响要大于质量对其的影响。
2.3 垂直载压变化趋势分析
高温条件下垂直载压测试结果见图4,常温条件下垂直载压测试结果见图5。
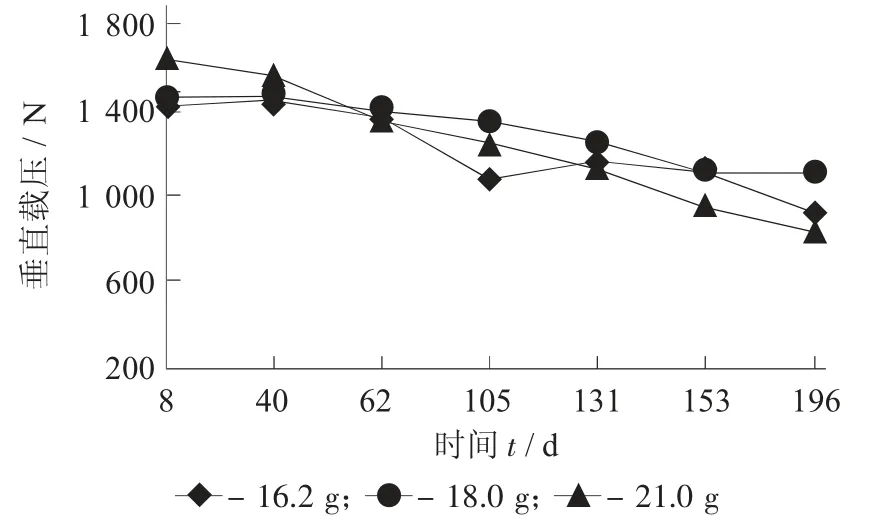
图4 高温条件下垂直载压测试结果
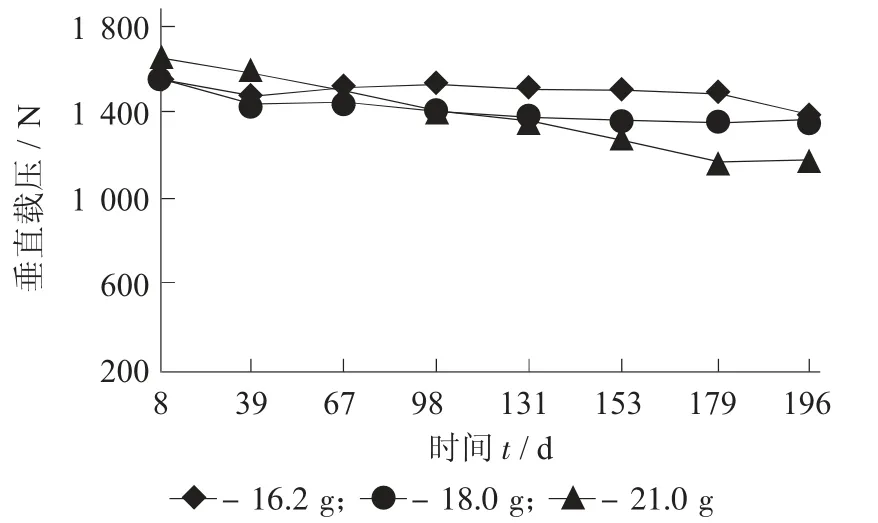
图5 常温条件下垂直载压测试结果
含气饮料的垂直载压主要依赖瓶内的气压,因此含气饮料的垂直载压可以从侧面验证瓶内气体流失的情况。
在37 ℃条件下,试验共进行196 d。3 个样品的垂直载压均呈下降趋势,第196 天垂直载压结果18.0 g 瓶 > 16.2 g 瓶 > 21.0 g 瓶。
常温条件下,试验共进行197 d。3 个样品的垂直载压均呈缓慢下降趋势,第197 天垂直载压结果18.0 g 瓶≈16.2g 瓶 > 21.0 g 瓶。
以上可以看出,无论是高温环境下还是常温环境低质量瓶有涂层的样品垂直载压高于高质量无涂层样品,说明这种涂层具有良好的气体阻隔性。
3 结论
试验涉及的无定形碳涂层对氧气和二氧化碳均具有优良的阻隔性。无论是高温环境还是常温环境下低质量涂层瓶的二氧化碳含量和垂直载压均优于高质量无涂层样品,说明该涂层具有良好的气体阻隔性。因此,该涂层的使用可以在保证含气饮料气体含量的同时有效降低瓶子的质量,达到轻量化的目标。
