酸性蚀刻废液中氨氮的去除研究
2022-08-16杨合雄吴勇基罗莉娟
杨合雄,吴勇基,罗莉娟
(斯瑞尔环境科技股份有限公司,广东 惠州 516267)
近年来,随着科技的快速发展,电子产品在我们的生活中发挥着越来越重要的作用,而印刷线路板作为这些产品的重要组成部分,近几十年来也在我国得到了长足的发展,同时带来的环保问题也尤为突出。其中主要污染之一就是在蚀刻工序中产生的大量含铜蚀刻废液。这种废液主要是来自PCB蚀刻工序,蚀刻液能腐蚀电路板上多余的铜箔,使得蚀刻液中的铜离子浓度不断增高,当蚀刻液中铜离子的含量达到一定浓度时,蚀刻液腐蚀铜的效率就会逐渐下降直至失效,从而成为蚀刻废液而排放[1-2]。该废液内含有大量的铜离子(浓度为100~160 g/L)及氨氮等主要成分。国内常见的回收方法有:置换法、离子交换法、蒸发结晶法、电解法、化学沉淀法等[3]。然而这些方法基本都是回收价值较高的铜,而对于处理难度大、处理成本较高的氨氮成分没有做深入的研究[4]。如果不经过妥当的处置就直接排放,不仅浪费了宝贵的资源,而且会对环境造成巨大的危害[5],因此蚀刻废液的治理也越来越受到人们的重视。
本文主要处理经线路板蚀刻加工产生的酸性蚀刻废液经铁粉置换出铜后产生的含氨氮氯化亚铁蚀刻废液,主要方法是先采用氯酸钠将溶液中的二价铁离子氧化成三价铁离子,同时降低溶液中的游离酸含量,再用次氯酸钠氧化,除去溶液中的氨氮。处理工艺流程见图1所示。
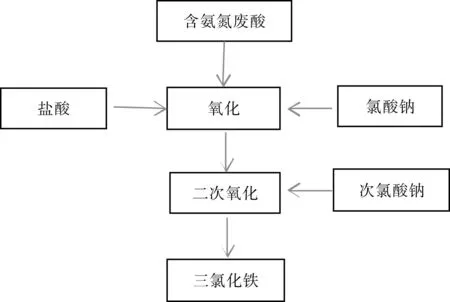
图1 酸性蚀刻废液中氨氮的去除工艺流程Fig.1 Removal process of ammonia nitrogen from acidic etching waste solution
1 实 验
1.1 实验原料与药剂
酸性蚀刻废液,翠绿色液体,来自广东省惠州市某环保公司,Fe:8.76%,Fe2+:8.74%,HCl:2.72%,NH3-N:6573 mg/L,NO3-N:1452 mg/L,比重:1.279 g/mL。
盐酸:工业级,31%;氯酸钠溶液:工业级,50.42%;次氯酸钠溶液:工业级,有效氯8.5%。
1.2 实验方法
(1)酸性蚀刻废液的氧化
取一定量的酸性蚀刻废液于烧杯中,补加一定反应理论量的工业盐酸,调节搅拌速度为250 r/min,在常温条件下通过蠕动泵缓慢加入一定反应理论量的工业级氯酸钠溶液,反应 30 min。待反应完成后,冷至室温测其反应液中全铁、亚铁、酸度、氨氮、总氮、比重等含量。
(2)次氯酸钠溶液的二次氧化除氨氮
以氯酸钠溶液氧化后的的酸性蚀刻液为料液,在室温20 ℃,电动搅拌下,以次氯酸钠溶液为氧化剂通过蠕动泵缓慢加入料液中,反应一段时间后,检测反应液中全铁、亚铁、酸度、氨氮、总氮、比重等含量。实验过程中主要考察次氯酸钠用量、次氯酸钠加药速度、反应时间对溶液中氨氮去除效果的影响。找出一个最优工艺条件,为车间实际应用提供理论依据。
2 结果与讨论
2.1 酸性蚀刻废液的氧化
取5000 g酸性蚀刻废液于5 L烧杯中,补加一定反应理论量的工业盐酸481.72 g,调节搅拌速度250 r/min,在常温条件下通过蠕动泵缓慢加入一定反应理论量的工业级氯酸钠溶液275.35 g,反应30 min。由于该反应属于放热放应,待反应完成后,冷至室温测其反应液中全铁、亚铁、酸度、氨氮、总氮、比重等含量。实验结果如表1所示。

表1 酸性蚀刻废液的氧化液Table 1 Oxidation solution of acidic etching waste solution
酸性蚀刻废液主要成分为氯化亚铁溶液和部分游离酸,若直接采用次氯酸钠溶液去除废液中的氨氮,次氯酸钠溶液首先会和氯化亚铁、游离酸反应,生成三氯化铁(酸过量时)或者氢氧化铁(酸不够时)沉淀,剩余次氯酸钠才继续和氨氮反应,间接增加处理成本。因此,首先采用氯酸钠溶液将氯化亚铁溶液氧化成三氯化铁溶液,同时降低溶液中的游离酸酸度。
2.2 次氯酸钠溶液的二次氧化除氨氮
2.2.1 次氯酸钠用量的影响
取250 g经氯酸钠溶液氧化好的三氯化铁溶液,在室温,搅拌速度为250 r/min条件下,利用蠕动泵加入以NH3-N/1.5NaClO-Cl(物质的量比)计,分别为1、1.5、2、2.5、3倍的次氯酸钠用量,加完后,持续反应20 min,反应结束后测定其反应液中全铁、氨氮、总氮、比重等含量。实验结果见表2以及图2所示。
从实验表2、图2可得次氯酸钠的用量对氨氮去除的效果影响较大,当NH3-N/1.5NaClO-Cl(物质的量比)为2倍理论量的次氯酸钠用量时,氨氮含量由5254 mg/L可降低至490 mg/L,氨氮去除率达90.67%,次氯酸钠用量为理论量3倍时,基本能将物料中氨氮完全去除。
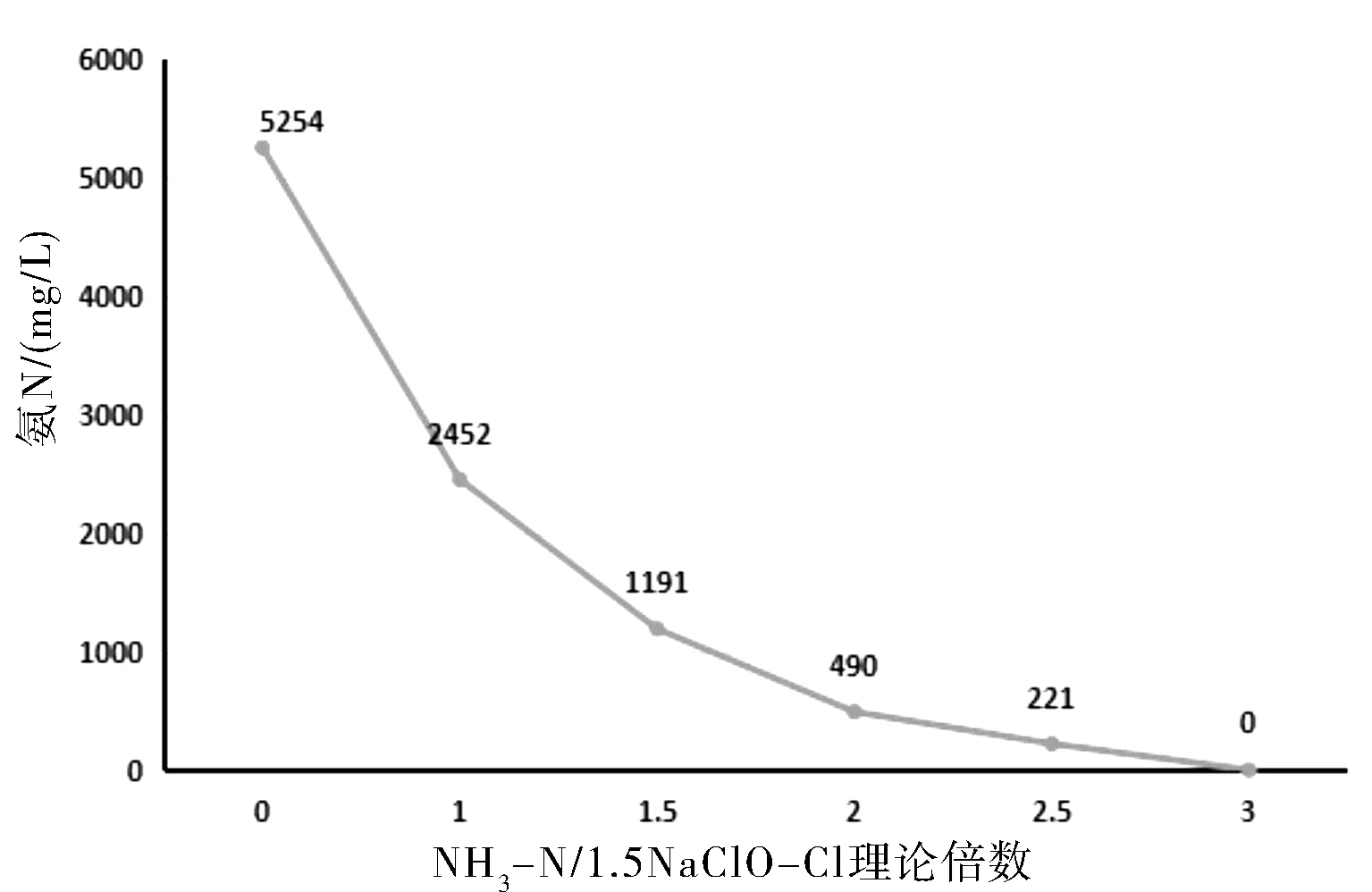
图2 次氯酸钠用量对氨氮去除效果的影响Fig.2 Effect of sodium hypochlorite dosage on ammonia nitrogen removal
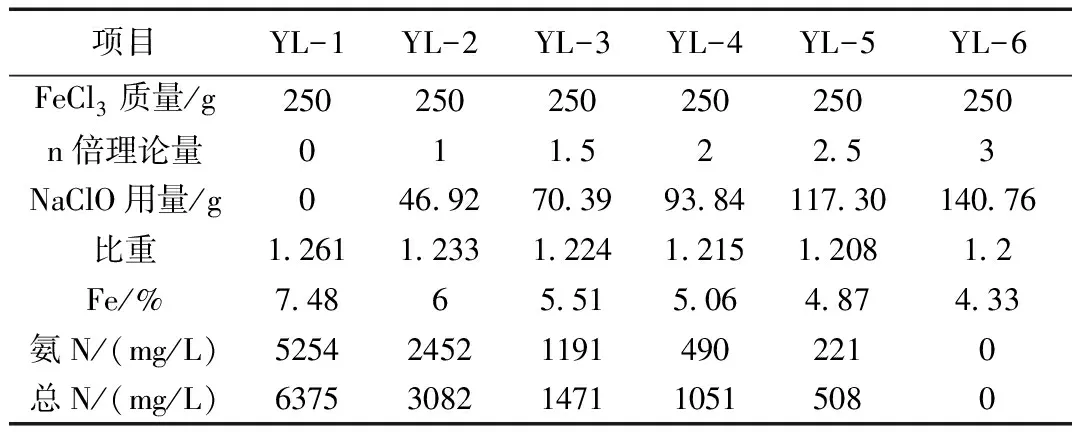
表2 次氯酸钠用量的影响Table 2 Influence of sodium hypochlorite dosage
2.2.2 加药速度的影响
取200 g经氯酸钠氧化好的三氯化铁溶液,在室温,搅拌速度为250 r/min条件下,利用蠕动泵控制加药速度分别为2.01 g/min、3.02 g/min、6.03 g/min下加入2倍理论量的次氯酸钠溶液,加完后,持续反应20 min,反应结束后测定其反应液中全铁、氨氮、总氮、比重等含量。实验结果见表3以及图3所示。
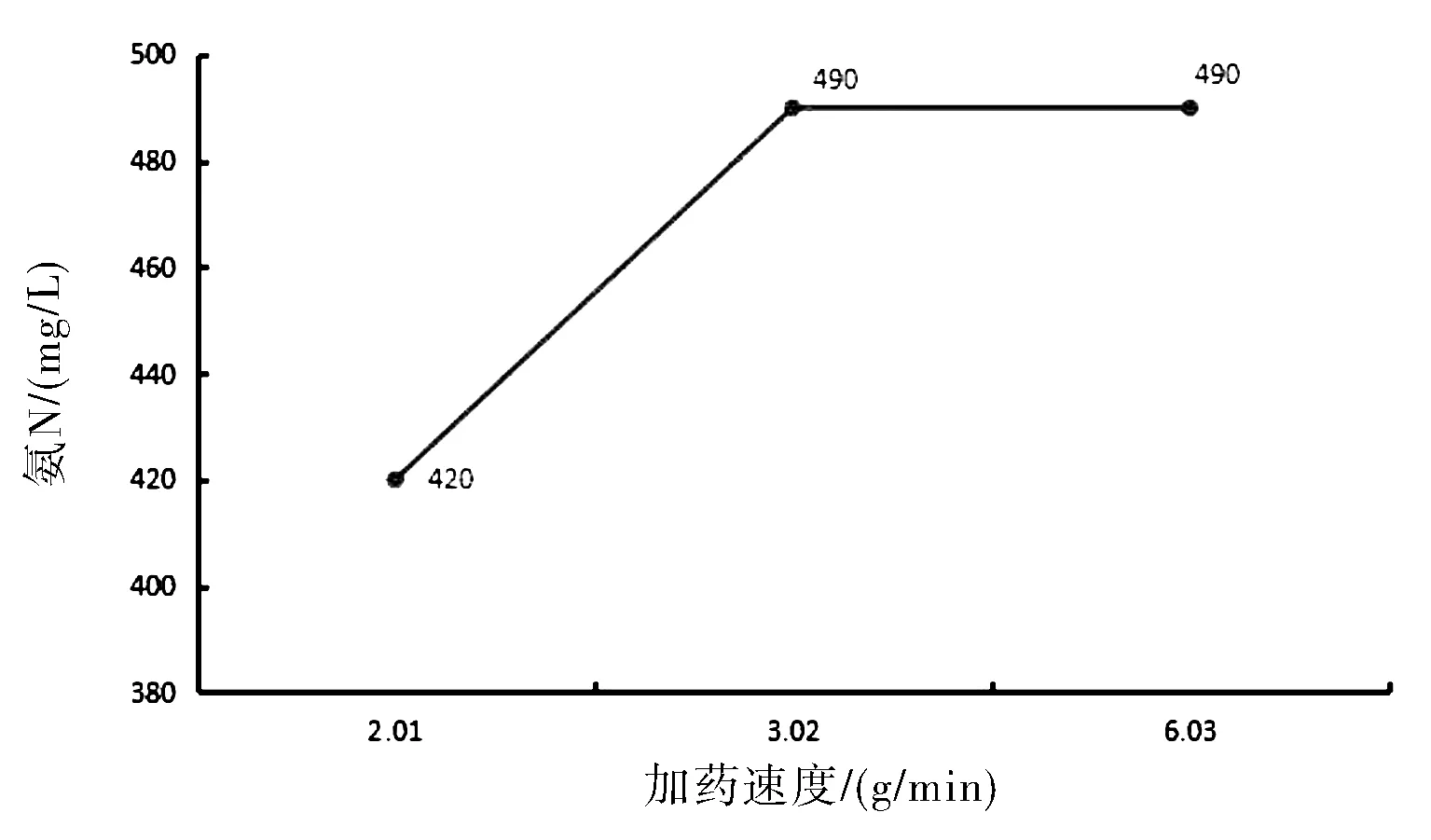
图3 次氯酸钠加药速度对氨氮去除效果的影响Fig.3 Influence of sodium hypochlorite dosage rate on ammonia removal effect
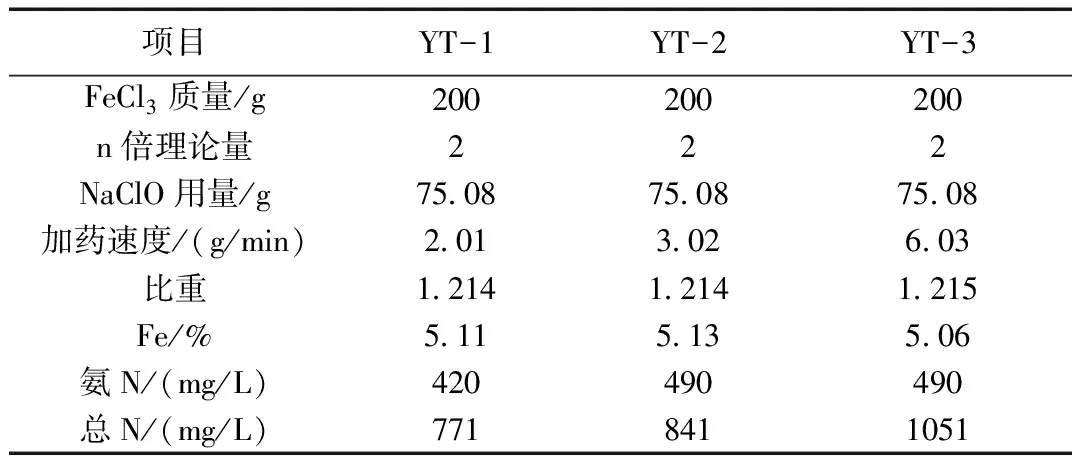
表3 次氯酸钠加药速度的影响Table 3 Influence of dosage rate of sodium hypochlorite
由实验表3、图3可知、次氯酸钠加药速度对氨氮去除效果的影响不大,当次氯酸钠加药速度为2.01 g/min时,氨氮由5254 mg/L可降至420 mg/L,氨氮去除效果最佳。
2.2.3 反应时间的影响
取200 g经氯酸钠氧化好的三氯化铁溶液,在室温,搅拌速度为250 r/min,加药速度为2.01 g/min条件下,加入2倍理论量的次氯酸钠溶液,加完后分别反应10 min、15 min、 20 min、25 min,反应结束后测定其反应液中全铁、氨氮、总氮、比重等含量。实验结果见表4以及图4所示。

表4 反应时间的影响Table 4 Influence of reaction time
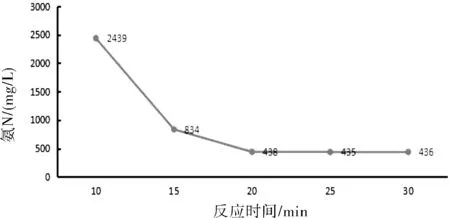
图4 反应时间对氨氮去除效果的影响Fig.4 Effect of reaction time on ammonia nitrogen removal
由实验表4、图4可知、反应时间对氨氮去除有着重要的影响,刚开始反应10 min时,氨氮由5254 mg/L降至2439 mg/L,氨氮去除率为53.58%,去除效果一般,当反应至20 min左右,氨氮可降至438 mg/L,氨氮去除率达91.66%,去除效果较好,随着反应时间的延长,氨氮去除效果变化不大,因此反应在 20 min左右较为适宜。
3 结 论
对于含氨氮酸性蚀刻废液,可首先采用氯酸钠溶液将氯化亚铁溶液氧化成三氯化铁溶液,同时降低溶液中的游离酸酸度,再采用次氯酸钠进行二次氧化,可去除溶液中的氨氮。当氯酸钠用量为理论量3倍时,可完全去除溶液中的氨氮;在加药速度2.01 g/min,反应时间为20 min时反应效果较好,氨氮去除率可达90%~91%左右。