铝合金搅拌摩擦焊超声检测研究进展
2022-08-15金士杰
金士杰,田 鑫,林 莉
(大连理工大学 无损检测研究所,辽宁 大连 116024)
铝合金比强度高、成形性好,且具有较高的抗冲击性和耐腐蚀性,被广泛应用于航空[1]、航天[2]、汽车[3]、船舶[4]和轨道交通[5]等领域,如大型客机上应用比例达到70%以上[6]。铝合金焊接通常采用搅拌摩擦焊(friction stir welding,FSW)这一固相焊接方法[7-8]。不同于传统熔焊,FSW是在搅拌和挤压双重作用下将机械能转化为焊接所需热能,焊接时无须填充材料,且焊接温度较低,最高仅为熔化温度的80%[9-10]。然而,焊接工艺参数选择不当导致搅拌过程中焊缝各区域形成温度梯度[11-12]和流动行为差异[13-14],焊缝表面和内部易产生各类缺陷,影响焊缝的力学性能和物理性能[15-16]。因此,对FSW焊缝实施无损检测,确定缺陷有无、尺度和性质等信息十分必要。
目前,常用的铝合金FSW无损检测方法包括涡流、渗透、射线和超声等[17-19]。其中,渗透检测仅适合发现表面开口缺陷;涡流检测对表面和近表面缺陷检测效果较好,且随着涡流阵列发展,缺陷检测能力和效率得到提高[20],但可检测缺陷深度仍在2.5 mm以内[21];射线检测对体积型缺陷敏感,在检测面积型缺陷时易发生漏检[22]。与上述方法相比,超声检测是利用缺陷处超声散射信号幅值和到达时间等信息对缺陷进行定位、定量分析,具有检测灵敏度高、探测范围广、适用性强等优点[23]。随着超声衍射时差法(time-of-flight diffraction,TOFD)[24-26]和相控阵超声检测[27-29]等技术的发展,铝合金FSW超声检测已成为重点研究对象,并形成了部分检测标准。现有标准主要针对厚度范围0.152~15 mm的铝合金FSW板件,且常以直径1 mm基准孔测定灵敏度。然而,实际工件厚度可能超出标准范围[30],而界面间隙10 μm以下的细微缺陷检测灵敏度不足[31-32],易发生漏检,有必要深入开展铝合金FSW超声检测研究。
本文简述了铝合金FSW基本原理和典型缺陷形成机制,并总结了超声检测面临的难点。随后,从常规超声、TOFD、相控阵超声检测和其他超声检测技术等方面总结现有的铝合金FSW超声检测研究工作。最后,结合超声信号处理方法和机器学习方法对研究前景进行展望。
1 搅拌摩擦焊
FSW技术于1991年由英国焊接研究所提出,是一种固相焊接方法。其利用搅拌头高速旋转时搅拌针与铝合金工件接触产生的摩擦热将金属熔化,在沿焊缝方向移动过程中带动塑性金属填充后方空腔,并依靠搅拌头及两侧夹具对工件的挤压作用实现铝合金连接[33]。图1给出了FSW焊接过程示意图,随着搅拌头旋转前进,形成一条与轴肩宽度相当的焊缝。定义搅拌头旋转方向与行进方向一致的焊缝左侧为前进侧(advancing side,AS),焊缝右侧为后退侧(retreating side,RS)。
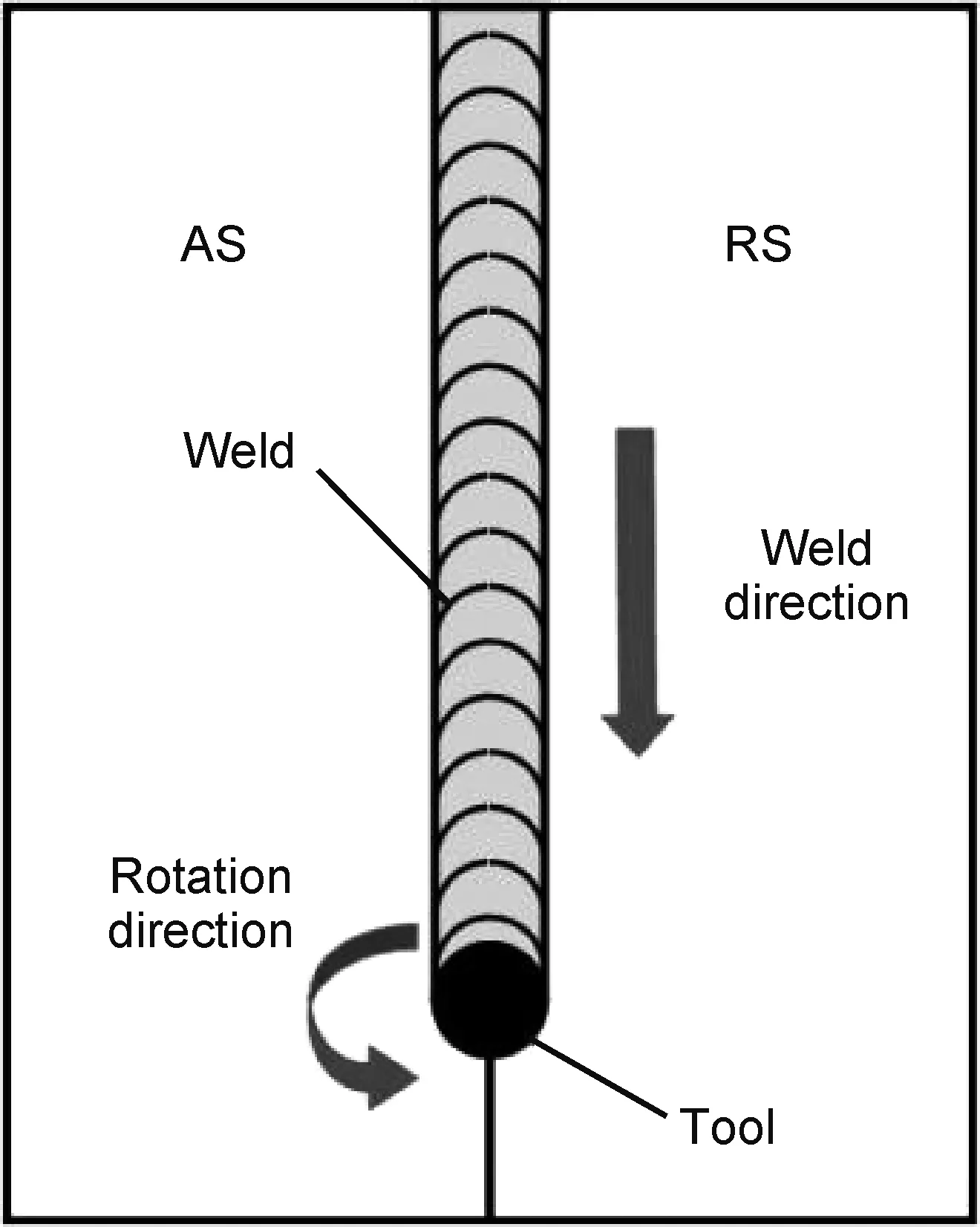
图1 铝合金FSW焊接示意图
焊接过程分为旋转摩擦、摩擦轧入、搅拌锻造和搅拌回撤4个阶段。工件在各阶段受到的机械搅拌和焊接热循环作用不同,导致接头的组织结构和力学性能存在差异[34]。图2为铝合金FSW焊接接头分区示意图,焊接接头可分为热影响区(heat-affected zone,HAZ)、轴肩影响区(shoulder-affected zone,SAZ)、焊核区(weld nugget)、热力影响区(thermo-mechanically affected zone,TMAZ)和母材区(parent metal)5个区域。从母材到焊核区过渡过程中,会发生组织转变和晶粒尺寸细化[35]。
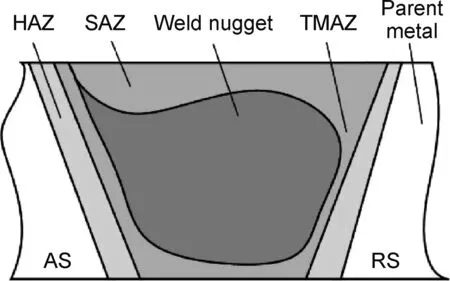
图2 铝合金FSW焊接接头分区示意图
这种不同区域的晶粒尺寸差异也可由超声衰减系数反映。通过对5种工艺参数有所差异,但无缺陷且经过表面处理的2219铝合金FSW焊缝进行超声检测,并提取不同位置处的各次底面回波计算超声衰减系数,图3给出了接头横截面的衰减系数变化趋势[31]。不同焊接接头横截面处(A,B,C1,C2,C3)热量、析出相和晶粒尺寸分布规律差异不大,超声表征结果基本相同。其中,衰减系数峰值中间区域内变化相对较小,对应组织较为均匀的焊核区;在距焊缝中心约6 mm处,衰减系数单调降低至拐点,金相分析及测量结果发现此处与热影响区边界相对应。此外,与熔焊不同,受塑性金属流动的速度梯度影响,FSW焊接接头各区域分布不对称,焊缝两侧组织形貌不同,晶粒尺寸及力学性能存在差异。前进侧晶粒尺寸较大,在焊核区和热力影响区之间存在较明显分界线,而后退侧界限模糊[36]。同时,前进侧金属流动速度梯度相对较大,当塑性金属流动不充分时,更容易产生缺陷[37]。
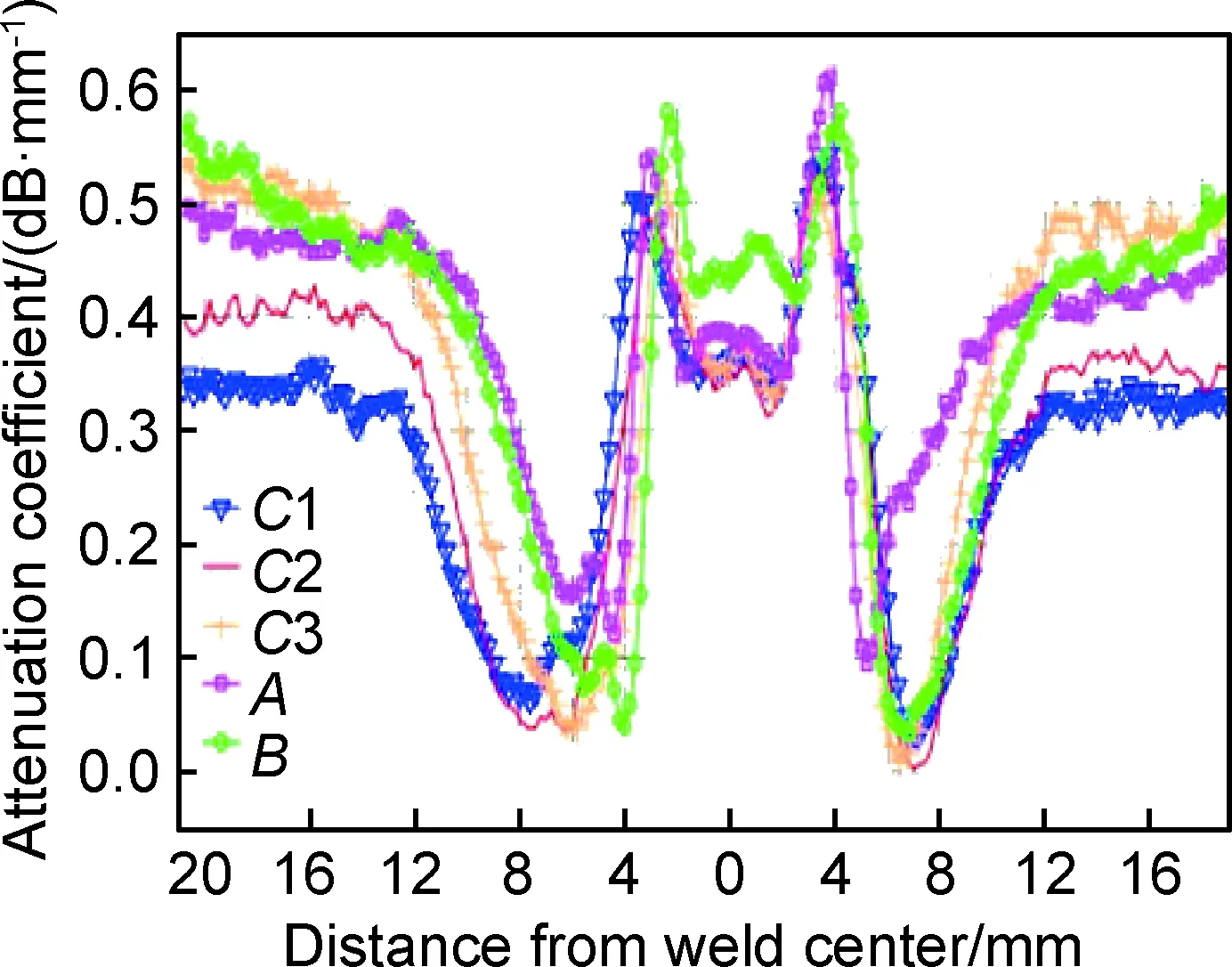
图3 FSW接头横截面超声衰减系数变化趋势[31]
旋转速度、焊接行进速度和搅拌头几何形状等工艺参数选择不当将会导致焊缝中产生缺陷[38-42],具体包括飞边、沟槽等表面缺陷,以及隧道孔、未焊透(lack of penetration,LOP)、吻接(kissing bond)和包铝层伸入等内部缺陷。其中,飞边是塑性金属在焊缝两侧溢出造成的材料缺失,沟槽是在前进侧表面产生,并沿焊缝方向延伸的条状缺陷[43]。相比之下,表面缺陷通过目视检测即可辨识,无损检测研究中更多关注内部缺陷的检出和定量。
与熔焊易产生的裂纹、气孔和未熔合等缺陷不同,FSW内部缺陷大多存在于焊核区和热机影响区连接界面处,具有紧贴细微、取向复杂等特征[44]。例如,当塑性金属流动异常或回流力不足时,沿焊缝方向延伸的隧道孔存在两种不同形态界面,一种界面比较平稳,另一种界面取向杂乱[45];搅拌针尺寸选择不当,导致焊缝根部形成宽度在百微米量级,深度可达9 mm的LOP,其下部几乎垂直于底面,而接近搅拌针位置受搅拌头搅动作用影响,形态和曲率不尽相同[46];在焊缝根部产生的由微孔洞、微裂纹和氧化铝颗粒组成的吻接呈现锯齿状,且界面间隙在10 μm以下[47-48]。相比于表面缺陷,内部缺陷显著降低FSW焊缝力学性能,对构件安全运行和使用寿命造成的危害更加严重[49-51]。
2 超声检测难点
超声检测利用逆压电效应和压电效应进行超声波激励和接收,将表界面处声阻抗差异引起的超声散射/反射/衍射波转化为电信号,并根据检测信号与图像进行缺陷识别,以及定量、定位和定性[52-53]。受铝合金FSW焊缝和内部缺陷特征影响,超声检测时存在以下4方面难点:
(1)FSW产热方式为机械能转化为焊接所需热能,焊缝两侧温度一般为250~450 ℃,因此焊接对象不宜过厚[54-55]。现行的QJ 20043—2011标准中指出,12 mm厚铝合金属于中厚板,而AWS D17.3/D17.3M:2010标准中关注的壁厚最小可达0.152 mm。因此,利用超声检测FSW焊缝时往往面临时间分辨力不足的问题,即缺陷端点散射波、表面回波与底波之间易发生耦合,导致缺陷定量、定位困难。以厚度8 mm铝合金板为例,图4给出深度(d)分别为1 mm和7 mm底面开口槽的TOFD仿真检测信号,其中检测频率5 MHz、折射角70°、探头中心间距36 mm。此时,TOFD近表面盲区深度约为6.88 mm。当缺陷位于盲区内时,直通波和缺陷端点衍射波混叠;对于深度7 mm的底面开口槽,直通波与衍射波基本分离。图4同时给出了无直通波干扰的衍射波信号。对比可见,当时间分辨力不足时,波形畸变严重,难以实现定量检测。此外,FSW焊缝表面下陷,且存在鱼鳞状波纹,使得检测盲区范围增大,进一步增加了缺陷检测难度。
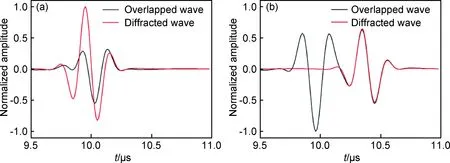
图4 不同深度底面开口槽TOFD仿真检测信号
(2)超声波垂直入射到缺陷表面时能够获得最大幅值回波。对于形状规则缺陷,可以根据缺陷取向调整声束入射方向,提高检测灵敏度。然而,铝合金FSW焊缝内部缺陷实际取向复杂多变,制约声束入射角度选择。以根部LOP为例,塑性金属迁移导致其形态存在较大差异,一般表现为上部向后退侧偏移。图5为LOP和隧道孔的金相照片。其中,根据曲率变化,LOP包括平直界面和弯曲界面[56]。对于平直LOP,检测信号幅值主要与声束和界面夹角有关;对于弯曲LOP,曲率变化导致界面反射/散射波指向性不断改变,接收信号幅值降低。形状不规则的隧道孔也存在两种不同界面,外侧界面光滑平整,靠近搅拌针的界面呈现锯齿状[56]。缺陷形态和取向变化导致超声散射现象复杂,不利于获取完整缺陷特征,甚至可能造成缺陷性质误判。
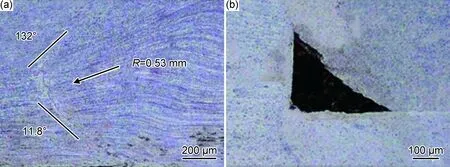
图5 不同类型缺陷的金相照片[56] (a)LOP;(b)隧道孔
(3)铝合金FSW产生的吻接等弱结合缺陷不仅取向复杂,且具有细微紧贴的特征,导致回波幅值较小,检测难度大于其他宏观缺陷[57]。吻接在宏观上与母材紧密接触,但在高倍镜下能够观察到众多氧化物构成的断续状微裂纹,界面间隙在10 μm以下。材料和缺陷的声阻抗十分接近,超声波几乎完全透过界面而不形成显著回波信号,造成吻接缺陷难以识别。此外,实际焊缝中吻接往往伴随尺寸相对较大的LOP等缺陷存在。通过光学显微镜观察,图6给出了焊缝根部向上发展,并逐渐向左弯曲的LOP,经扫描电镜放大后可将其分为3个区域[32]。继续放大后,区域A未形成固相连接,缺陷下部与焊缝根部成45°角,之后沿垂直方向向焊核区延伸;区域B缺陷宽度逐渐减小并形成吻接,到区域C时已呈现箭头标记的断续状缺陷。不同类型缺陷的同时出现导致超声散射现象复杂,直接干扰吻接缺陷检测,甚至造成漏检[22]。
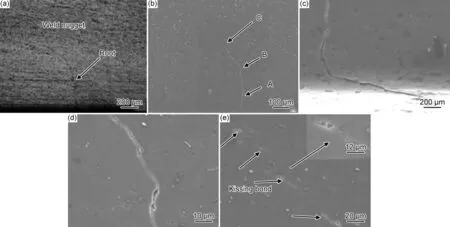
图6 铝合金FSW焊缝根部缺陷金相照片[32]
(4)超声检测灵敏度不足会限制FSW焊缝中细微缺陷检测。一方面,缺陷取向和界面间隙等因素导致回波信号幅值降低;另一方面,铝合金FSW焊接接头不同区域所受外力作用不同,组织结构和晶粒尺寸存在差异且分布不对称,噪声信号会干扰超声检测信号和图像中的缺陷识别。图7为去噪前后的FSW焊缝TOFD检测图像,利用中心频率5 MHz的TOFD探头进行D扫查检测时,深度分别为8,6 mm和5 mm的3个孔难以识别,而进行处理后缺陷清晰可见,且测量误差小于3%[58]。缺陷信号被淹没时扫查图像中缺陷边缘模糊,有必要对其实施信号处理,以提升检测灵敏度、缺陷定位和定量精度[59]。
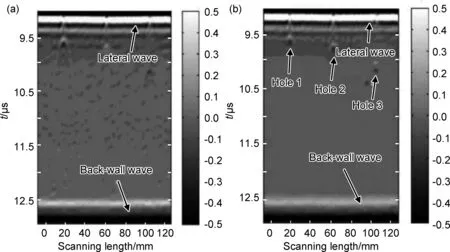
图7 去噪前后的FSW焊缝TOFD检测图像[58] (a)去噪前;(b)去噪后
3 超声检测研究现状
针对上述难点,当前的铝合金FSW超声检测研究主要集中在以下4方面。
3.1 常规超声检测
参考GB/T 34630.5—2017标准,对铝合金FSW焊缝进行常规超声检测时可采用与钢相同的检测标准。标准中规定了探头参数选择、扫查方式和对应检测等级,考虑到检测对象和缺陷特征差异,实际检测时会针对性调整参数[60]。对于细微缺陷,可以提高检测频率,通过降低波长提升检测灵敏度。图8为不同检测频率时的C扫查图像。如图8所示,10 MHz聚焦探头的水浸C扫查图像中难以完整识别高度0.5 mm LOP,而采用20 MHz探头得到的C扫查图像分辨力较高,可以明显识别该缺陷[31]。通过研发激励频率10~400 MHz的高频检测系统,可实现直径1 mm平底孔和宽度0.15 mm沟槽的检测,且FSW焊缝中LOP和隧道孔等缺陷检测精度优于常规探头[61]。

图8 不同检测频率f时的C扫查图像[31] (a)f=10 MHz;(b)f=20 MHz
常规超声对水平缺陷的识别效果较好[62],检测取向复杂缺陷时需不断调整耦合楔块角度,尽量保证入射声束与缺陷取向垂直,使得回波信号幅值达到最大[63]。一般来说,根部LOP检测时可使用20°入射角,而隧道孔采用0°入射角即可实现[64]。为提高检测灵敏度,也可利用双晶探头的两个压电晶片分别进行超声发射和接收,在两晶片主瓣交汇区产生声束聚焦。以包铝层伸入为例,相比于同频率单晶探头,双晶探头能够将检测信号幅值从22%提升至78%[65]。此外,可采用栅格扫查扩大检测范围,同时根据探头移动距离和缺陷回波幅值之间的关系区分隧道孔与其他类型缺陷[66]。
与碳钢不同,铝合金FSW焊接接头不同区域晶粒尺寸变化范围较大,且焊缝两侧分布不对称,引起的噪声将对超声检测结果形成干扰。实际需要对距离-波幅曲线(DAC曲线)进行校准,并从前进侧和后退侧分别检测,在扩大扫查范围的同时,综合判断FSW焊缝质量,提高缺陷检测能力[67]。
当然,常规超声检测FSW焊缝时的局限性较大,具体表现在:检测所用楔块角度固定,声束指向性单一,难以发现取向多变的缺陷,频繁更换楔块导致检测效率降低[63-64];检测灵敏度不足,对尺寸小于1 mm的细微缺陷检测能力有限[31];仅能定性描述缺陷部分特征,不能直观、准确给出缺陷详细信息;无法检测界面间隙10 μm以下的吻接缺陷。因此,常规超声检测技术鲁棒性不高且效率偏低,有必要结合新方法提高FSW缺陷检测能力与精度。
3.2 TOFD检测
TOFD技术通过对称布置一对完全相同的斜探头发射与接收超声波,利用缺陷端部衍射信号进行定量和定位检测,缺陷检测能力和定量精度较常规超声检测技术有所提高,尤其适合垂直取向裂纹检测[68-70]。基于TOFD检测特殊的一发一收探头布置,分别采用中心频率2.5 MHz和5 MHz的发射与接收探头,中心间距10 mm时可检测出FSW焊缝中直径1 mm直孔和长度20 mm横向裂纹[71]。对于铝合金焊缝内部不同取向缺陷,可以调整探头中心间距,并根据A扫描信号和B扫查、D扫查图像进行综合判断[72]。通过预扫描定位和选通时间确定,能够从C扫查图像及平均信号功率3D显示中区分FSW焊缝热机影响区、焊核区及缺陷的差异。图9为LOP和吻接的实验成像结果,利用3.5 MHz探头检测时,在宽度约10 mm的热机影响区边界范围内,1 mm LOP的平均信号功率相对于热机影响区背散射信号增加10倍,小于500 μm吻接缺陷的平均信号功率也明显高于标准值[73]。

图9 FSW焊缝中不同缺陷的C扫查图像(1)及平均信号功率3D显示(2)[73] (a)LOP;(b)吻接
FSW焊缝中细微缺陷的端部衍射波较弱,TOFD信号采集时需提高增益,但噪声会对缺陷信号辨识产生干扰。当检测系统滤波无法满足缺陷信号识别时,一方面,使用聚焦探头能够将缺陷衍射波幅从20%提高至60%[74];另一方面,通过小波变换等方法对接收信号进行去噪,可将信噪比从12.04 dB提高至20.17 dB,且缺陷深度定位误差小于3%[58]。此外,衍射波能量衰减也会影响时间分辨力,有必要对TOFD扫查图像进行图像矩阵分割、峰值捕捉等线性化处理,以消除冗余信号干扰[72]。
最后,接收的TOFD信号中依次为直通波、缺陷端点衍射波和底面回波。当缺陷位于近表面或近底面时,时间分辨力不足导致衍射波与直通波或底面回波混叠,形成检测盲区[75-76]。检测中可改变耦合楔块角度,采用纵发-横收或横发-纵收方式,并结合散射头波实施检测,从而有效规避直通波和底面回波干扰。利用该方法可将厚度9 mm试块中埋深2 mm刻槽检出,且定量误差约为0.1 mm[77]。
3.3 相控阵超声检测
相控阵超声检测是利用由多个压电晶片组成的换能器,按照一定延迟法则激发各晶片形成波阵面,通过超声波干涉叠加实现声束聚焦和偏转,从而进行缺陷检测[78]。与常规超声和TOFD检测相比,相控阵超声检测是通过声束聚焦提高检测灵敏度和分辨力,角度偏转有助于减小盲区,且检测时存在多种扫查模式,缺陷显示更为直观,有助于改善铝合金FSW缺陷成像检测效果[79-81]。在此基础上,通过切片成像和三维重构,可实现缺陷三维可视化,以判断其形态和取向[82]。
铝合金FSW焊缝的相控阵超声检测结果同时与检测频率、阵元数量、入射角度、偏转角度和聚焦法则等参数选择密切相关。为提高检测灵敏度,可采用高检测频率,但相应会降低信噪比[83]。对不同深度位置和取向缺陷进行检测时,则需选择合适偏转角度。如采用10 MHz、32阵元线阵探头检测厚度为5.08~10.16 mm的FSW铝板时,利用35°和65°入射角可最大限度检出根部缺陷,顶部缺陷最佳检测角度为35°,横向缺陷通常使用45°入射角、±30°偏转角进行扇形扫查[84]。
铝合金FSW焊缝表面的飞边等缺陷会引起带状信号产生,干扰内部缺陷检出[85]。同时,FSW焊缝表面存在鱼鳞状波纹,会使直入射探头耦合困难[86]。一般来说,采用声束垂直入射时信号衰减较小,幅值较高。当波纹尺寸与检测波长相当时,粗糙表面引起的声能衰减达到5%,且易形成噪声干扰缺陷信号识别[83]。因此,标准中明确提到对铝合金FSW焊缝进行相控阵超声检测前,需要确认受检件表面状态。检测前有必要通过机械加工去除表面缺陷及鱼鳞状波纹,当在线检测或不便对焊缝表面状态进行处理时,可采用偏移中心线的方式实施检测。偏置距离一般为20 mm,且随温度升高而增大,检测前需要对其进行校准[22]。此外,相控阵探头位置也会影响成像检测效果。从焊缝前进侧和后退侧分别对接近垂直的根部LOP进行检测时,两侧信号幅值随缺陷尺寸变化趋势一致,但前进侧焊缝晶粒相对粗大,导致超声波衰减高于后退侧。当前进侧信号幅值为58.3%时,后退侧信号幅值达到83.4%[56]。也有学者认为FSW缺陷大多产生于焊缝前进侧,从前进侧入射声程较短,有利于缺陷识别和定量[87]。对同种工件根部的垂直和弯曲LOP进行相控阵超声实验检测,发现缺陷形态对检测结果的影响要高于焊缝组织衰减。图10为不同形态根部LOP的金相照片及相控阵超声检测结果。从前进侧对垂直LOP进行检测时,组织衰减导致检测信号能量偏低。与之相比,对于偏向前进侧的弯曲LOP,在前进侧利用二次波检测时,声束方向与缺陷表面基本垂直,幅值达到最大,从后退侧检测时声束与缺陷表面夹角始终小于90°,信号能量降低。缺陷形态改变造成相控阵超声检测结果呈现相反趋势,实际有必要从FSW焊缝两侧分别进行检测,避免缺陷漏检[88]。
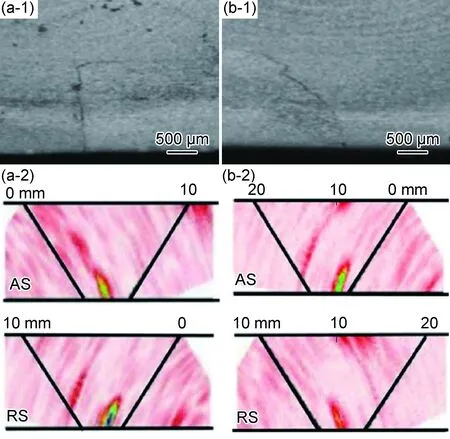
图10 不同形态根部LOP的金相照片(1)及相控阵超声检测结果(2)[88]
通过合理优化检测参数,相控阵超声检测灵敏度和定量精度得到提高。对于深度15~25 mm、直径1 mm的横通孔,深度平均测量误差小于0.3%[89]。结合相控阵超声C扫查可以检出5 mm板中直径0.3 mm侧孔和8 mm板中直径0.5 mm侧孔,且可以识别距上表面 0.5δ(δ为板厚)和距下表面 0.1δ的近表面缺陷。在铝合金FSW焊缝实际检测时,LOP和隧道孔缺陷深度定量误差分别为2.5%和3%[90]。对于界面间隙10 μm以下的吻接缺陷,相控阵超声可以检出的最小高度为300 μm,但实际焊缝中吻接往往伴随孔洞、LOP等缺陷存在,这些缺陷产生的散射波干扰吻接检测,校准带来的高增益造成检测值偏大[22]。此外,利用相控阵超声检测FSW内部取向复杂缺陷时,仅能呈现缺陷端点特征,这有可能造成缺陷性质误判,导致缺陷危害程度估计不足。
3.4 其他超声检测技术
现有超声检测技术多基于压电式换能器激励超声波信号,脉冲宽度制约检测分辨力提升。一方面,高频声学显微镜利用高频透镜激发GHz频率范围声波,聚焦实现约1.5~3 μm的超高分辨力,能够对FSW焊缝表面进行成像,识别连接界面处的吻接缺陷特征[91]。另一方面,也可以通过激发脉冲激光,产生宽频带、窄脉冲(<10 ns)超声信号,在时间和空间上达到较高分辨力,从而实现耦合信号分离和细微缺陷检出[92-93]。例如,移动光源跨越式扫查技术进行激光超声检测时,在接收点位置保持不变的前提下,通过调整激发点与接收点间距,可根据接收信号中表面波和缺陷反射表面波时间差,实现界面间隙约50 μm,深度 0.1 mm LOP缺陷的定位检测。图11给出了铝合金FSW试样中有无缺陷时,随着激发点和接收点间距减小,对应的接收信号波形变化。此时,激光波长为532 nm,激励超声波脉冲宽度仅为4.2 ns。当焊缝中不存在缺陷时,探头依次接收到次表面纵波L0、底面反射波L1和表面波R。对于存在LOP的试样,当激发点和接收点在位于缺陷两侧时,接收信号中出现表面波R1;随着间距减小,当激发点移动至接收侧时会出现对称的缺陷反射表面波R2。两者差值的一半即为表面波到缺陷的传播时间,即可实现LOP定位测量[94]。进一步地,结合激光激励产生的缺陷散射纵波图像,能够区分焊缝中的LOP、隧道孔等缺陷,且在检测频率为200 MHz时可检出吻接缺陷[95]。

图11 不同铝合金FSW试件激光超声检测结果[94] (a)完好试样;(b)LOP缺陷试样
考虑到导波具有多模式、长距离传播衰减小且可沿被测物弯曲等特性,可根据响应信号幅值、频率成分和模式变化判断缺陷类型,并应用于厚度较薄的铝合金FSW检测[96-97]。与超声C扫描和X射线检测相比,零阶对称S0模式下的兰姆波可快速、便捷实现FSW内部缺陷表征。如设置间距25 mm、中心频率500 kHz的一发一收浸入式换能器,通过机械扫查可对厚度3 mm的FSW焊缝中隧道孔进行识别[98]。结合空间波数成像,可以借助S0和零阶反对称A0模式兰姆波提高缺陷定位精度。利用360 kHz兰姆波检测时,裂纹位置定量误差在0.69%以内,且长度测量误差不超过5.81%。在此基础上,结合滤波重建成像可提升缺陷检测效率和可靠性[99]。此外,导波也被应用于FSW焊缝的在线监测,根据回波幅度变化定义损伤指数,以便监测焊接过程中产生的缺陷并评估其严重性[100]。
线性超声依靠声阻抗、声衰减等特征进行缺陷检测,对紧贴缺陷不敏感。与之相比,非线性超声检测技术是通过激励高能量的单一频率超声波,利用拍效应产生的高次谐波进行闭合缺陷检测,且界面间隙越窄,非线性程度越高,越有利于识别缺陷[101]。非线性超声已应用于铝合金FSW焊缝中吻接缺陷检测。以3.5 MHz平面换能器(有效频带范围2~5 MHz)作为发射端,以7 MHz大孔径曲面聚焦换能器为接收端,使其聚焦在厚度6.35 mm铝合金FSW焊缝根部,并利用短波长的横波增强非线性效应[102]。检测时分别采用正、负脉冲信号激励,并对接收信号进行叠加。通过对合成的时域信号实施傅里叶变换,能够从归一化频谱中的倍频范围(4~10 MHz)内识别吻接缺陷引起的非线性信号特征。在此基础上,可沿焊缝方向实施B扫查,整体判断FSW焊接质量与损伤程度。
4 展望
目前,铝合金FSW超声检测研究已取得较多成果,缺陷检测能力不断提升,图12总结了现有方法实施效果。在此基础上,作者认为未来可从超声信号处理方法和机器学习方法两方面继续开展研究,但相关工作仍处于起步阶段。
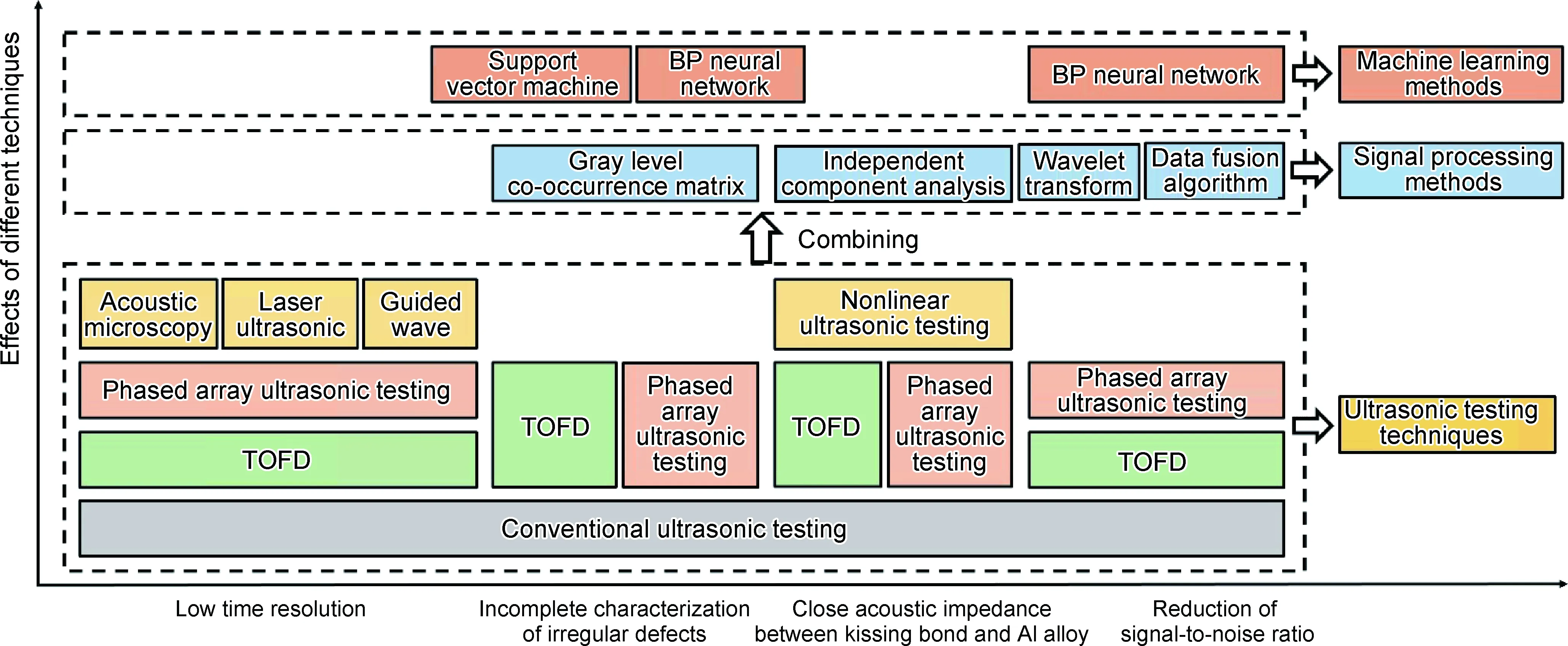
图12 现有铝合金FSW超声检测难点及方法实施效果
当超声检测方法和优化后的检测参数确定后,对应缺陷检测能力和定量精度一般比较稳定。而FSW焊缝内部细微、紧贴的非常规缺陷,检测灵敏度和分辨力要求较高,当检测结果仍无法满足需求时,有必要结合信号处理方法对接收的超声信号和图像进行分析,提取更加详尽、准确的缺陷特征。一方面,可对超声图像进行处理并自动提取缺陷特征,降低人工评定缺陷时的偶然因素影响。例如,对扇扫查图像进行区域划分、滤波和二值化处理,通过计算图像中像素点数和对应信号标尺比值,可自动识别等效长度3.02 mm,等效宽度0.81 mm,面积2.46 mm2的缺陷[103]。
通过纹理分析,利用灰度共生矩阵算法分析角二阶矩和对比度,也可较好区分隧道孔不同界面、弯曲LOP和尺寸较小的垂直LOP[56]。另一方面,直接对接收的超声信号进行分解、提取和再合成,能够显著改善信号和图像的信噪比与分辨力。如使用独立分量分析法提取时域分解基,并对超声波进行解卷积处理,能够在5 MHz检测频率下发现FSW焊缝中细微缺陷[104];基于模糊逻辑和模糊推理的数据融合算法区分噪声和缺陷信号,并结合内部和根部等效缺陷指数即可判断缺陷位置[105]。最后,超声检测方法结合机器学习方法是当前研究热点之一。借助BP神经网络[106-107]、支持向量机[108-109]等机器学习方法进行训练,可以提高缺陷分类识别能力和检测效率。徐蒋明等[110]利用sym8小波基函数分解超声A扫描信号功率谱密度,提取分解后的第四层近似信号,以及各层信号中细节系数的均值、均方值和方差等作为特征值,利用BP神经网络训练分类FSW焊缝中的包铝层伸入、LOP和隧道孔等缺陷。结果显示,可实现低信噪比条件下的缺陷检测,并能够100%识别隧道孔和LOP缺陷,但包铝层伸入的识别率仅为33.33%。BP神经网络也可应用于FSW中近表面缺陷识别。胡怀辉[58]通过提取经归一化处理后混叠波形的各极大、极小值作为特征值,采集深度1~5 mm、直径1 mm孔状缺陷和无缺陷试样信号,设置40组样本进行训练,60组样本进行测试,则不同深度缺陷的识别率均能达到100%。考虑到不同FSW缺陷特征存在差异,进行激光超声检测时,不同缺陷回波能量变化较大,隧道孔和LOP分别具有最高和最低幅值。因此,提取时域信号最大幅值和频谱中不同频段的平均功率谱密度的归一化幅值作为特征值,以30组数据作为训练样本,10组数据进行验证,导入C-SVC类型的支持向量机中,不同类型缺陷的识别率可达84%[94]。
综上所述,FSW技术广泛应用于航空航天等领域的铝合金连接,且需要无损检测支撑与保障。其中,以相控阵超声与TOFD为代表的超声检测技术得到大量研究与应用,能够检出大部分FSW缺陷,并可对其定位、定量。然而,吻接等细微紧贴缺陷的检测能力仍有待提升,且焊缝结构、材料噪声与缺陷复杂形态等因素也会对检测结果产生影响。如何对FSW缺陷实施更准确、快速、高效的超声检测,是未来研究的重点和方向。基于现有进展,结合超声信号处理方法和机器学习方法,有望进一步提升检测分辨力和信噪比,并实现复杂取向缺陷高分辨力表征和细微缺陷精准辨识。
