一种改性HTPB 固体推进剂的流变特性及其3D 打印成型
2022-08-13任全彬曹成硕付晓梦王艳薇
史 钰,任全彬,黄 谱,王 凯,王 伟,曹成硕,石 柯,付晓梦,王 芳,李 伟,王艳薇
(1. 航天化学动力技术重点实验室,湖北 襄阳 441003;2. 湖北航天化学技术研究所,湖北 襄阳 441003;3. 航天动力技术研究院,陕西 西安 710025)
0 引言
增材制造(Additive Manufacturing)技术,又称为3D 打印技术,由21 世纪80 年代的快速成型技术发展而来,以数字模型为基础,通过软件和数控系统将材料按照熔融、光固化、激光烧结、喷射等多种方式逐层堆积成型,最终制造出所设计物品的制造技术[1]。快速发展的增材制造技术可以缓解传统浇注法制备固体推进剂的几何约束,无需芯模就可以实现复杂结构的制造,同时可实现设计、制造、成型一体化完成,缩短研发时间。增材制造技术为解决传统浇注法成型带来的柔性化、适应性差等问题提供了有效途径[2]。目前,国内外开展的固体推进剂增材制造成型相关研究主要针对紫外光固化推进剂[3-11]、热塑性推进剂[12-14]以及热固性推进剂[15-18]3 类固体推进剂配方。
热塑性固体推进剂采用熔融挤出成型(Fused Deposition Modelling,FDM)技术实现增材制造,最早由美国普渡大学Creech 等[12]实现了石蜡基固体推进剂的3D 打印成型。国内王伟等[13]使用低熔点的热塑性黏合剂制备了固体推进剂(工艺温度<90 ℃),通过FDM 技术进行增材制造;蔺向阳等[14]通过溶剂辅助法提升热塑性固体推进剂的工艺性能,增材制造成型后采用热风去除挥发的溶剂得到推进剂药柱。
紫外光固化推进剂是目前最受研究人员关注的推进剂,它的固化速度快,极适用于增材制造成型。紫外光固化推进剂配方大多已通过增材制造工艺验证,其固含量已提升至85%[3-5]。由于增多的固含量增大了推进剂的黏度,常规立体光固化成型(Stereo Lithograpgy Apparatus,SLA)技术难以适用,为此,研究人员采用材料挤出与紫外光固化相结合的方式增材制造成型。受固体填料影响,特别是金属燃料的影响,紫外光难以穿透推进剂浆料出现固化不完全的现象,为此,McClain 等[4]研究了不同紫外光强度、Al 含量、波长对紫外光固化深度的影响,蔺向阳等[3]采用热固性树脂与光敏树脂混合使用进行增材制造成型。
相对于前2 种固体推进剂,热固性固体推进剂有大量实用化经验。然而常规的热固性推进剂为了满足浇注工艺需求,流平性良好,难以适应逐层堆积成型工艺。因此,为了实现热固性固体推进剂的增材制造成型,需要对其液相组分进行改性。Chandru 等[15]按质量比己二酸二异辛酯(DOA)∶异佛尔酮二异氰酸酯(IPDI)∶端羟基聚丁二烯(HTPB)=1∶1∶8 的液相制备推进剂,固化剂用量增加、增塑剂用量较少,实现了热固性丁羟推进剂的增材制造成型,但该方法会缩短推进剂适用期,限制了成型尺寸,对推进剂制造工艺时间提出了更高的要求,不利于工程化应用。
为不影响推进剂主要性能,不限制推进剂组成,实现热固性HTPB 推进剂的3D 打印成型,本研究对HTPB 预聚物进行改性,基于工艺成熟的HTPB 固体推进剂配方,添加少量定型助剂[16],对黏合剂体系进行共混改性,使用改性黏合剂体系制备了固体推进剂,研究推进剂的流变特性,实现了热固性固体推进剂的增材制造成型。
1 实验部分
1.1 原材料与仪器
原材料:端羟基聚丁二烯(Ⅰ型HTPB),黎明化工研究院;癸二酸二辛酯(DOS),麦克林试剂;定型助剂RE,实验室自制,其中RE40 为(C13.2H24.4O2)n,RE210 为(C19.8H37.6O2)n,RE45 为(C11.8H21.6O2)n;铝 粉(Al,D50=13 μm),鞍钢实业微细铝粉有限公司;高氯酸铵(AP,D50=130 μm),大连高佳化工有限公司;甲苯二异氰酸酯(TDI),德国拜耳。
仪器:ARES-G2 旋转流变仪,美国TA 公司;高温差示扫描量热仪(DSC-TG),型号:STA 449 F3 Jupiter,德国;FOODB OT-GD 型3D 打印机,杭州时印科技公司,图1 所示。
1.2 改性黏合剂的制备及流变特性测试
改性黏合剂体系的制备:选用3 种定型助剂RE40、RE45、RE210,90 ℃下按HTPB∶DOS∶RE 质量比为9∶4∶1 的比例共混,制备得到改性黏合剂体系1#、2#和3#;作为对照,按质量比为HTPB∶DOS=10∶4 制备不含定型助剂的黏合剂体系4#。
流变特性测试:温度40~70 ℃、剪切速率1 s-1,对黏合剂体系(1#、2#、3#和4#)进行流变特性测试;在50 ℃下对4 个黏合剂体系样品进行流动扫描测试。
1.3 改性固体推进剂制备及流变特性、热分解测试
改性HTPB 固体推进剂(modified-HTPB solid propellant)制 备:按 质 量 分 数HTPB 8%~10%,Al 15%~18%,AP 60%~67%,DOS 4%~6%,RE1%~3%的配方,制备改性HTPB 固体推进剂样品Ⅰ;在Ⅰ的配方基础上再加入质量分数为0.3%~0.4%TDI,60 ℃固化5 d 后制备得到改性HTPB 固体推进剂样品Ⅱ。作为对照,制备未改性的HTPB 固体推进剂Ⅲ,各组分与改性HTPB 固体推进剂样品Ⅰ相同,RE 用等量HTPB 替代;在Ⅲ的基础上再加入质量分数为0.3%~0.4%TDI,60 ℃固化5 d 后制备得到未改性HTPB 固体推进剂Ⅳ。
流变特性测试:采用旋转流变仪对推进剂样品Ⅰ、Ⅲ进行流动扫描测试,测试条件为:25 mm 平板,温度65、60、55、25 ℃;采用旋转流变仪对推进剂样品Ⅰ、Ⅲ样品进行动态频率测试,测试条件:40 mm 平板,应变率0.1%,温度65、25 ℃。
热分解测试:采用高温差示扫描量热仪对推进剂样品Ⅱ、Ⅳ进行DSC 测试,测试条件:N2氛围,升温速率为10 K·min-1。
2 结果与讨论
2.1 改性黏合剂体系的流变性能
为研究共混改性对黏合剂体系流变特性的影响,对改性黏合剂体系(1#~3#)和未改性的黏合剂体系(4#)进行流变性测试,结果如图2 所示。图2a 可以看出,随着温度升高,1#~3#样品的黏度η逐渐降低,且黏度远高于4#样品。由图2b 可以看出,1#、2#和4#样品表现出牛顿流体特征,切应力(τ)与剪切速率(γ̇)呈正相关;3#表现出线性Bingham 流体特征,当切应力高于屈服值(约75 Pa)时开始流动。共混后RE 均匀分散至HTPB 预聚物中,而RE210 的分子量在三者中最大,对流动的阻碍作用也最大,因此表现为3#样品在相同剪切速率下的黏度、切应力最大(图2a、图2b)
一般而言,黏合剂的表观黏度-温度关系符合Arrhenius 方 程[19],即η=A·,其 中A为 指 前 因 子(Pa·s),R为气体常数8.314 J·(mol·K)-1,η为表观粘度(Pa·s),Eη为表观黏流活化能(kJ·mol-1),T为温度(K)。通过拟合得到4 个黏合剂体系样品表观黏流活化能,结果见表1。由表1 可以看出,与未改性的黏合剂体系(4#)的表观黏流活化能Eη(33.02 kJ·mol-1)相比,改性黏合剂体系1#、2#、3#的表观黏流活化能(85.77,75.07,60.12 kJ·mol-1)明显提高,改性黏合剂体系对温度的敏感程度明显提升,具备温敏特性。通过控制温度,调控黏合剂流变特性,进而影响推进剂的流变特性,在较高温度下完成推进剂的混合,逐层沉积至室温底板上成型。考虑到3D 打印逐层堆积成型工艺特点,为避免推进剂挤出沉积后出现流动、结构坍塌等现象,选用室温下黏度更高、具有一定屈服值的3#样品进行推进剂样品制备。
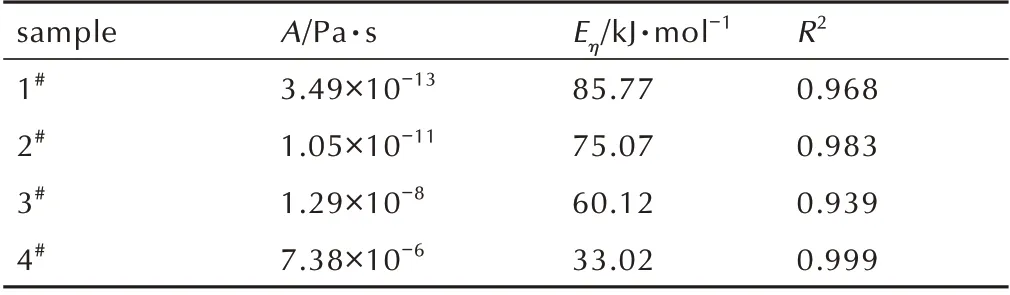
sample 1#2#3#4#A/Pa·s 3.49×10-13 1.05×10-11 1.29×10-8 7.38×10-6 Eη/kJ·mol-1 85.77 75.07 60.12 33.02 R2 0.968 0.983 0.939 0.999
2.2 固体推进剂的流变性能
由于推进剂中含有大量固体填料,推进剂的流变特性与黏合剂的流变特性差异明显,为了解改性HTPB固体推进剂的流变特性以及它能否满足3D 打印成型工艺,对改性HTPB 固体推进剂Ⅰ和未改性HTPB 固体推进剂Ⅲ进行了流变测试,结果分别如图3、4 所示。
固体推进剂往往表现出非线性Bingham 流体特征[19],从图3 可以看出,改性推进剂Ⅰ呈现出明显的屈服,其黏度随剪切速率上升而下降,呈现剪切变稀的特征。当剪切速率超过某临界值后,连续的液相流和固相颗粒流不再同步,出现分离进而发生流动畸变,导致测量的表观黏度急剧下降[20],如图3b 所示。流动畸变在图3a中表现为切应力的急剧降低。作为对比,未改性推进剂Ⅲ在图4a、图4b 中均没有出现黏度、切应力急剧下降现象。在相同温度下改性推进剂Ⅰ的黏度远大于未改性推进剂Ⅲ的黏度,未改性推进剂Ⅲ的黏度、切应力随温度变化的幅度也远低于改性推进剂Ⅰ的变化幅度,可见改性黏合剂使推进剂黏度显著升高,流动畸变的临界剪切速率降低,推进剂也具有了明显的温敏特性。
图4b 中,60、65 ℃下,较低剪切速率时(<0.1 s-1),未改性推进剂Ⅲ黏度小幅度升高,可能是由于此时样品自身黏度低,较大的固体填料沉积到底部,导致样品分层,局部黏度较低。随着剪切速率提升,推进剂经历了类似混合的过程,固体组分重新分布均匀,呈现出剪切变稀的特征,因此出现黏度先升高后降低的现象。
在发生流动畸变前,推进剂的剪切应力与剪切速率遵从幂定律,即logτ与logγ̇呈现线性关系(图3a、图4a),符合Herschel-Bulkley 方程[19],即τ-τy=Kγ̇n,其中τy为屈服值(Pa),K为黏性系数——表征流体黏稠程度,n为非牛顿指数。为了更精确的表述推进剂性能随温度的变化情况,使用进行Herschel-Bulkley方程拟合。改性推进剂Ⅰ选择剪切速率在流动畸变发生前的0.01~1 s-1范围进行拟合;未改性推进剂Ⅲ选择黏度随剪切速率升高而降低的0.1~5 s-1范围进行拟合,结果如表2 所示。由表2 可以看出,改性推进剂Ⅰ的非牛顿指数n随温度升高而增加,增幅明显高于未改性推进剂Ⅲ,同时改性推进剂Ⅰ的屈服值随温度升高而显著降低,直观地反映了改性HTPB 固体推进剂的温敏特性,通过控制温度来调控改性HTPB 推进剂的流变特性可行。对比样品Ⅰ、Ⅲ的拟合结果,25 ℃下两者屈服值τy、黏性系数K相差很大,未改性的推进剂Ⅲ的屈服值、黏性系数约为改性推进剂Ⅰ的九分之一,说明此时改性的推进剂Ⅰ不易发生屈服,流动性很差;在65 ℃下,两者屈服值相近(仅6 Pa 左右),推进剂Ⅰ与推进剂Ⅲ一样易发生屈服,流动性较好。
然而,通过拟合得到的屈服值是在物料流动后外推得到的最小切应力,而物料由固态行为向液态行为转变的临界应力为真实屈服值,这两者不一定连续[20]。用拟合得到的屈服值判断药浆逐层堆积成型过程中是否坍塌,存在无法反映真实情况的问题。
在油墨直写打印中(Direct-Ink-Write,DIW),需要物料具备较高的储能模量G′(>103Pa),且损耗角正切值小于0.8(tanδ=G″/G′),确保堆积成型的结构不坍塌[21]。以此作为参考,为了进一步明确改性HTPB固体推进剂能否满足这些要求,对改性推进剂Ⅰ和未改性推进剂Ⅲ在25 ℃、65 ℃下进行了动态频率测试,对比室温与较高温度下的损耗模量、储能模量变化情况,结果见图5、6。从图5a 中可以看出,25 ℃下的改性推进剂Ⅰ具有G′>G″且G′>2×104Pa 的特点,整体呈现出类固体状态(solid-like),不受其他外力作用时不产生宏观流动。65 ℃下改性推进剂Ⅰ则表现出不同的状态,G′<G″且tanδ大于1,ω<10 rad·s-1时G′<103Pa,整体呈现出粘流性流体特性,会在自身重力作用下流动。作为对比,图6 中未改性的推进剂Ⅲ在25 ℃、65 ℃下均表现为G″>G′且G′<103Pa,始终呈现粘流性流体特征,不能满足DIW 技术对物料的要求。

Temperature/℃τy/PaⅠ89.44 53.34 29.40 6.14ⅢKⅠⅢnⅠⅢR2 ⅠⅢ25 55 60 65 0.999 0.999 0.998 0.999 10.30 9.538 8.188 5.546 1838.48 560.552 438.851 321.315 229.9 70.40 42.25 41.14 0.5678 0.6801 0.7111 0.7592 0.7835 0.8225 0.8623 0.8352 0.996 0.997 0.997 0.996
2.3 3D 打印成型
由图3a 可见,随着温度升高,改性HTPB 推进剂黏度逐渐降低,但考虑到实际工艺中安全性及适用期的限制,工艺温度不能无限制提升,故选择黏度较低的65 ℃作为3D 打印机料筒预热温度。由于推进剂固含量较高,当孔径较小时,虽然可以提升成型质量,但在挤出过程中很容易出现堵塞现象,导致打印失败。在尝试了0.6、0.8 和1.0 mm 的孔径后,确定了孔径1.0 mm 的喷嘴可以顺利挤出成型。 使用Cura(15.02.1)作为切片软件调控相关打印参数,其中层厚1 mm、填充密度100%、打印温度65 ℃、打印速度6 mm·s-1,然后对打印模型进行切片处理,切片文件导入3D 打印机后进行试验,成功得到3D 打印成型的固体推进剂样品,如图7 所示。将成型样品置于35℃烘箱内3 d,使其进行固化反应一段时间后具有一定力学性能,再将烘箱温度升至60 ℃放置4 d 成型。
2.4 改性HTPB 推进剂的热分解特性
燃烧性能是固体推进剂最重要的性能之一,为研究共混改性对推进剂的燃烧性能影响,开展热分解测试,对比使用改性粘合剂前后固体推进剂的热分解特性差异,观察共混改性对推进剂的热分解特性带来的影响,进而判断改性HTPB 固体推进剂的基本燃烧性能。为此制备固化成型的改性HTPB 固体推进剂Ⅱ、未改性HTPB 固体推进剂Ⅳ,进行了DSC 测试,结果如图8 所示。两个样品的DSC 曲线除了第二个分解放热峰温度差别较大外,其余的热分解温度非常接近,其中推进剂Ⅱ的第二个分解放热峰温度比推进剂Ⅳ的低13.1 ℃,少量定型助剂可能对推进剂的高温分解产生一定的催化作用,导致此现象出现。总体上看使用改性黏合剂前后的推进剂热分解行为差异很小,推测黏合剂的共混改性不会对推进剂燃烧带来负面影响。

图8 未改性与改性HTPB 固体推进剂(Ⅱ,Ⅳ)的DSC 曲线Fig.8 The DSC curves of HTPB solid propellant(Ⅱ)and modified HTPB solid propellant(Ⅳ)
3 结论
(1)对HTPB 预聚物的共混改性,提高了黏合剂的表观黏流活化能及其黏度,使改性黏合剂具有了更明显的温敏特性,其中使用RE210 改性的黏合剂呈现出线性Bingham 流体特征。
(2)改性HTPB 固体推进剂药浆流变行为符合Herschel-Bulkley 方程,其黏度、屈服值随温度变化较大,具有良好的温敏特性。改性HTPB 固体推进剂在25 ℃下具有G′>G″且G′>2×104Pa 的特点,呈现粘弹性固体特性,在65 ℃下则表现为G′<G″,呈现粘流性流体特性,可以满足油墨直写打印对物料的要求。
(3)改性HTPB 固体推进剂的第二个放热峰温度比HTPB 固体推进剂的放热峰温度低13.1 ℃,其他热分解过程没有明显区别,推测黏合剂的共混改性不会给推进剂燃烧带来负面效果。
(4)改性HTPB 固体推进剂实现了3D 打印成型。
