X-ray CT在纤维增强聚合物复合材料中的应用研究进展
2022-08-06李倩倩
李倩倩,李 哲,李 炜,3
(1.东华大学 上海高性能纤维复合材料协同创新中心,上海 201620)(2.东华大学纺织学院,上海 201620)(3.产业用纺织品教育部工程研究中心,上海 201620)
1 前 言
纤维增强聚合物(fiber reinforced polymer,FRP)是由纤维增强体和聚合物基体通过成型固化工艺得到的多相材料,具有轻质高强、耐腐蚀、抗疲劳、可设计性强等优点,广泛应用于建筑、交通、海洋、风电以及航空航天等领域[1-4]。但由于材料本身或制造过程所产生的缺陷,在受到外力作用时会产生纤维断裂[5, 6]、基体开裂[6]、分层[7, 8]等损伤,逐渐累积就会导致结构的失效,从而降低工件的实际寿命和使用安全性[6]。因此,通过有效的损伤评估方式,研究复合材料的损伤演化和破坏机理,进而揭示复合材料力学性能的影响机制,对于材料的安全性和长期稳定服役具有重要意义[6,9]。
FRP的损伤是一个三维问题,通常使用的光学和电子显微镜只能观察到其损伤后的表面形态[10],无法获得损伤与时间维度的关系,并且有时会因打磨和切割引起伪影或二次损伤,造成误导,使分析更加复杂化[11-13]。而无损检测技术既不改变材料的属性,又不会对试样造成损伤,即可获得材料内部或表面的缺陷和损伤[14],可用于试样的单独检测,也可用于整个生产加工过程的监测,既保持了结构的完整性,又可以检测、定位并确定损伤的大小。常用的无损检测(non-destructive testing,NDT或non-destructive evaluation,NDE)技术包括目视检测(visual testing,VT或visual inspection,VI)、射线检测(radiographic testing,RT)、超声检测(ultrasonic testing,UT)、渗透检测(penetrate testing,PT)、涡流检测(eddy current testing,ET),还有红外热成像(infrared thermography,IRT)和声发射(acoustic emission,AE)等。表1列举了几种无损检测方法的适用范围和局限性[6, 14-20]。由表1可以看出,大部分的无损检测方法只能检测到大裂缝(大于几毫米),而X射线计算机断层扫描(X-ray computed tomography, X-ray CT)可以以亚毫米级,甚至是几微米的空间分辨率观察样品中的裂缝,此外,还能实现对纳米级裂纹进行三维观察[21]。因此,较其它无损检测方法而言,X-ray CT具有高的空间分辨率和精确捕获多尺度结构的能力,可实现对细节(包括不同的相、界面、孔隙和裂缝)清晰的可视化,并能够“原位”监控整个制造过程[22]。本文首先介绍了X-ray CT的基本原理、原位装置和超高温原位拉伸装置,并简单描述了实验室断层扫描(laboratory tomography)和同步辐射计算机断层扫描(synchrotron radiation computed tomography,SRCT)的区别;其次从利用X-ray CT探索内部结构进而辅助建模、评估制造过程、获取损伤失效过程以及与其他表征手段相结合这4个方面阐述了X-ray CT在FRP中的应用;最后,总结了X-ray CT广泛应用于FRP领域的定性和定量评估,并简单归纳了X-ray CT在应用中可能遇到的挑战。
2 X射线计算机断层扫描(X-ray CT)
X-ray CT的基本原理是由于试样内部不同相或者多种成分间的密度以及原子序数的不同,当X射线透过试样时,试件的不同相或不同成分对X射线的衰减产生差异,从而造成成像的明暗差别[23,24]。X-ray CT关键在于对不同角度获得的X光片(投影)的计算重建[25],要从重建图像中获取有效特征,其中一个重要参数就是对比度,对比度是由材料成分的线性衰减系数不同引起的,而线性衰减系数却与材料的密度、原子序数息息相关。同时分辨率也会影响重建图像的细节水平。X-ray CT的原理示意图如图1所示[25]:X射线照射到固定在旋转控制台的试样上,每旋转一定的角度,探测器就会采集一张照片,对应于试样旋转的N个角度会有N张射线照片被探测器(通常是断层扫描仪中的电荷耦合元件CCD)记录下来(这一过程也称为扫描),重构软件利用这些射线照片获得试样内部衰减系数的三维分布,这种分布形成三维图像,可以使用成像软件进行查看[25]。

图1 X射线计算机断层扫描的原理示意图[25]
多年来对复合材料损伤模式的研究大多局限在对损伤后的表征,而由于一些特殊的实验环境(如高温)或者是探索机械载荷下样品中缺陷的形成与发展,需要对材料进行原位的观察[25]。而原位X-ray CT可以在载荷下同步获得材料内部结构的变化或损伤演变的过程。如图2所示[26],在旋转控制台部位增加了加载控制装置,形成原位加载装置。还可以在原位加载装置上实现温度场的变化,如图3所示[27],图3a是原位超高温拉伸试验装置的示意图,分为谐波电动机驱动、线性执行器平台、负载反馈模块、在真空/惰性气体环境下控制超高温的样品室4个部分,载荷由步进电机施加到样品上,而力和位移则使用在线称重传感器和线性可变差动变压传感器进行测量。图3b是加热室的截面图,样品通过水冷却拉伸夹具固定在直径约为170 mm的真空密封室的中心,这个密封室可以抽真空并回填选定的气体(通常为惰性气体),150 W卤素灯分布在6个方位作为热源提供热量,每个卤素灯都有一个指向样品室中心的椭圆形反射镜,形成了直径约为5 mm的球形热区。通过使用热电偶对灯的功率进行单独校准来确定热区中被测试样品的温度,样品室中有一个圆柱形铝窗(厚度为300 μm,高度为7 mm),它可以使X射线照到样品并透过到X射线成像系统,如图3c中X射线照射模式下的装置示意图[27]。

图2 原位X射线计算机断层扫描的原理示意图[26]
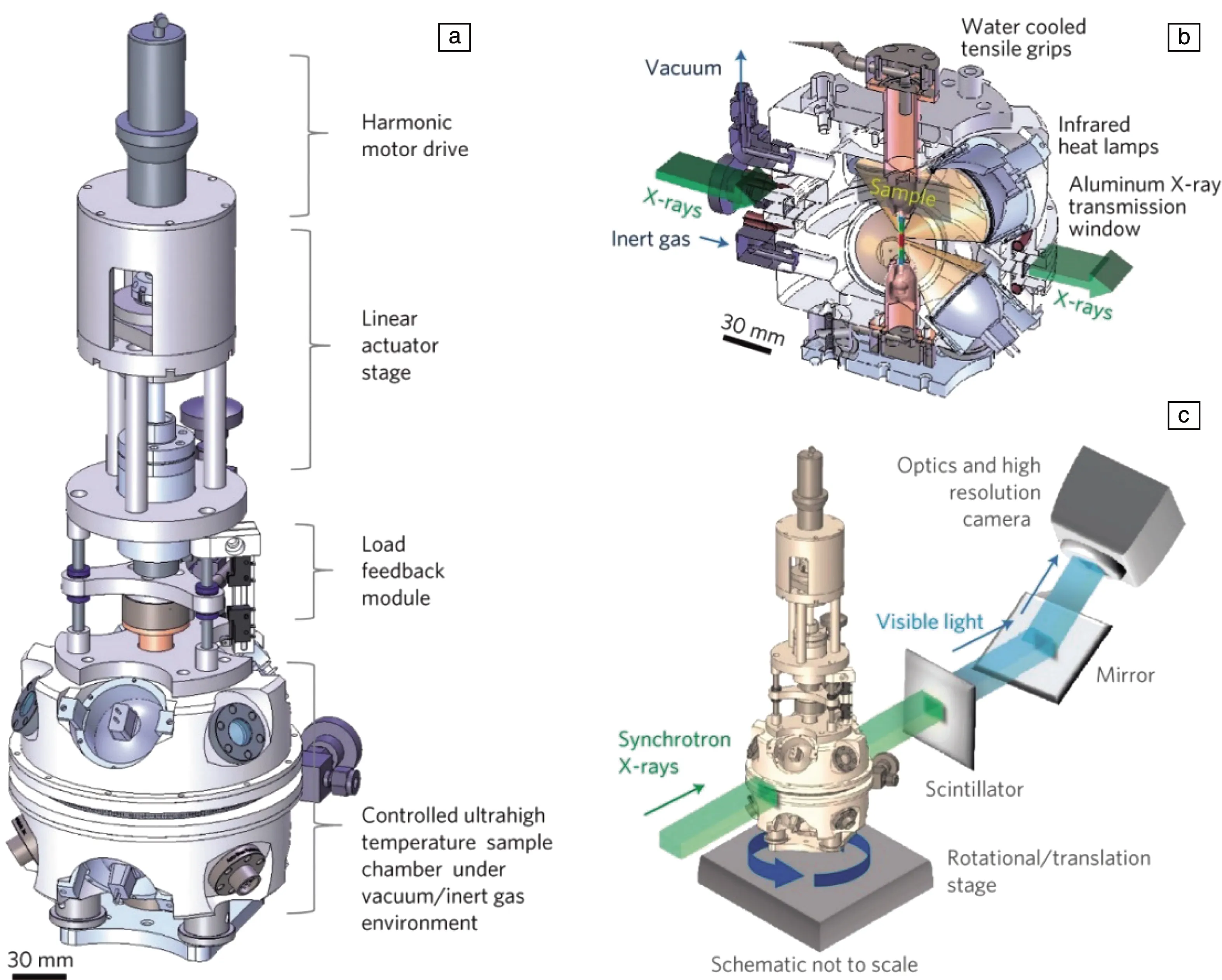
图3 原位超高温拉伸试验装置[27]:(a)同步辐射计算机断层扫描原位超高温拉伸测试装置示意图;(b)加热室的截面图,X射线透过加热室和样品的传输路径;(c)X射线照射下的装置示意图
X-ray CT装置的光源分为同步加速器源提供的平行X射线束和实验室断层扫描仪用几微米宽的微聚焦源提供的锥形X射线束。前者称为SRCT,后者称为实验室断层扫描。SRCT使用相干光源和平行单色光束,可以达到更高的分辨率,采集时间更短,效率更高,对于低对比度的材料同样适用,但尺度受限制;实验室断层扫描使用多色光源和锥形光束,价格相对较低,可以对较大体积的试样进行多个尺度的研究,但是复合材料的图像会受到相位对比度差和采集时间长的影响[18, 24, 25]。
总之,X-ray CT以非破坏性的方式对试样进行高精度的三维检查,不仅可以获得试样内部的详细信息,还可以捕捉制造过程中的缺陷或承载过程中材料的变化,对于研究复合材料的损伤机理和破坏过程是一种非常有效的方法。
3 X-ray CT在FRP中的应用
3.1 探索FRP的内部结构并辅助建模和验证
材料的结构决定它的性能,因此要探究纤维增强复合材料的力学性能影响机制,需要对它的内部结构进行详细了解,同时通过建立材料结构的多尺度模型来对力学性能进行分析及预测[28],复合材料被看作宏观尺度,纱线被认为是介观尺度,而纱线中的纤维就作为细观尺度[29]。有限元分析的质量取决于初始模型的质量[30],目前大多数的数值模拟或分析都带有人为的假设,导致模型与材料的真实细观结构存在较大出入[28],因此精确、详细的内部结构对于改进复合材料的几何模型、评估材料内部缺陷是必要的,对模拟预测复合材料的力学性能具有非常重要的意义,而从X-ray CT图像中获得的信息对此有很大的帮助和参考价值。
Mahadik等[31]利用X-ray CT研究两种不同结构的三维角联锁机织复合材料的结构特征,以及在不断增加的压力下材料内部结构的变化,主要观察了纱线的屈曲以及富含树脂区域的尺寸和形状。刘振国等[23]利用显微计算机断层成像(micro-computed tomography,Micro-CT或μ-CT)对三维全五向编织复合材料的内部结构进行分析,为提高对比度,在碳纤维试件中混编入少量玻璃纤维作为示踪纱,并通过三维重建得到纤维束实体模型,结合计算机辅助设计(computer aided design, CAD)对纤维束的横截面形状和空间走向进行分析,为进一步研究材料的细观结构模型和性能仿真计算奠定了基础。Melenka等[32]提出了一种圆柱体展开算法,将原始的二维编织管状复合材料的μ-CT图像转换为扁平的编织物结构图像,以简化编织物几何形状内的单根纱线的分割和分析,同时利用一个自定义的MATLAB图像处理程序确定了每束纱线的质心、横截面积、纵横比、编织角和编织循环周期,准确评估了编织纱轨迹的几何形状和孔隙含量。Sencu等[33]开发了一套图像处理和分割算法,可以有效地从碳纤维复合材料的X-ray CT图像中识别纤维中心线(轮廓),从而生成具有高保真度的微尺度有限元模型,图4显示了从X-ray CT图像切片中分析碳纤维增强复合材料(CFRP)几何结构并生成有限元网格的主要步骤。Naouar等[30]则探索了一种基于图像纹理的分割方法来分离μ-CT图像中的经纱、纬纱和接结纱,该方法适用于内部几何形状众多且复杂的三维织物增强体。Huang等[34]通过Micro-CT的图像,重建连续纤维增强体的细观几何模型,并将该方法称为Micro-CT AGM,同时开发了名为CompoCT的软件用作该特定建模过程的平台,主要是结合被观察试样的3个视图对织物中的纱线束进行了手动分割,这与通过标准图像处理技术或从纺织品建模软件获得的模型不同,此方法不需要很高的图像分辨率,被扫描的纤维样品的尺寸可以更大,从而包含一个以上的单胞,可将真实材料更具代表性的几何特征与其内在的变化结合起来,实现了在较低的扫描分辨率(22 μm/像素)下准确重构二维机织织物和三维正交织物的细观几何模型。Liu等[35]同样基于X-ray CT图像,用一种统计分析方法来生成三维五向编织复合材料的代表性体积单元,并考虑了织物的压缩和轴向纱线的加捻,从而更接近织物的真实状态。Naouar等[29]阐述了基于μ-CT的纺织品复合材料的细观建模技术,包括两种分割方法(结构张量和纹理分析)和织物预制体的变形响应模型以及织物复合材料的损伤模型,指出X-ray CT是一种适用于织物增强复合材料细观分析的工具。陈城华[28]将三维编织复合材料试样进行Micro-CT扫描,获得切片照片后,通过编程实现对该试样图像的三维重构,再提取代表性单胞用于有限元模拟计算,介绍了一套完整的编织复合材料三维重建流程。顾伯洪课题组[36, 37]也将X-ray CT与有限元模拟相结合,主要是利用图像来识别材料内部的损伤,再与有限元模拟的结果进行比较验证,从而分析损伤分布或失效机制。

图4 从X-ray CT图像切片中提取碳纤维增强复合材料(CFRP)几何结构并生成有限元网格的主要步骤[33]
正如Naresh等[22]的总结,分析X-ray CT的图像生成体素几何来运行模拟,进而研究各种复合工艺参数的过程可以分为3个基本步骤,如图5所示:① 预处理,包括对X-ray CT数据进行滤波和平滑,以增强图像质量,再将这些处理后的图像作为输入数据,通过使用软件包来创建三维结构;② 分析,包括分割和特征提取(成分分析),分割是数据分析中必不可少的步骤,可根据其灰度值区分FRP中的不同成分,比如纤维、树脂、空气等;③ 数据可视化,包括结果的映射和渲染,然后验证结果[22]。

图5 将X-ray CT的图像用于模拟分析的过程[22]
相较于其他无损检测技术,X-ray CT在探索FRP的内部结构以及辅助建模中具有很大的优势,可以为复杂的几何形状提供详细的三维信息,包括纱线的屈曲、纤维的取向、各成分的体积分数、有关孔隙的形态信息以及纤维、纱线路径的轮廓等,但在图像获取后仍需要进行优化,同时对操作人员的熟练程度以及图像处理能力有很高的技术要求,时间和资金成本也很昂贵。此外,这些基于X-ray CT的建模大多是中尺度或者是细观尺度,而用于理解和辅助宏观几何形状的建模方法有限,并且每个扫描标本的文件大小通常为几GB,需要使用大容量的计算机数据存储设备来存储X-ray CT扫描和重建的数据[18, 22]。
3.2 评估制造过程
不仅结构会决定复合材料的性能,制造工艺也会对复合材料的力学性能产生重要的影响,因此可以利用X-ray CT来跟踪成型制造过程[24]。在FRP制造过程中,其压力变形响应影响所需的压实力、作用在设备上的应力、工具要求和成品质量,对压缩变形的良好认识有助于开发更准确的模型来描述和预测制造过程,从而改进所采用的制备方法[38]。
Somashekar等[38]通过X-ray CT观察了一种双轴缝合玻璃纤维增强材料在不同工艺参数(最终纤维体积分数、压实速度、压实次数)压缩后的纤维变形。孔隙是复合材料制造过程中产生的主要缺陷之一,Plessix等[39]开发了一种专门的装置并安装在欧洲同步辐射光源(ESRF)的一条专用于超快速X-ary CT的光束线上,以获得原位三维图像,并分析孔隙演化的原位图像与时间、温度、压力、初始含水量和树脂转化率之间的关系,这项工作对原位监测热固性复合材料固化过程中孔隙的产生和发展演变做出了开创性的贡献。Dilonardo等[3]采用X-ray CT评估层合结构和夹芯结构的CFRP的孔隙率,此外,具体的数据分析还提供了关于孔隙、缺陷或纤维错位的尺寸、形状和位置的详细信息。而了解树脂流动机理对于通过液体模塑制造具有最小孔隙率的复合材料至关重要,Vilà等[40]设计并建造了一个微型真空注入装置,在德国电子同步加速器研究所(DESY)用X-ray CT对真空辅助渗透的微尺度渗透机制进行了原位研究,微观层面的流体传播以及纤维束内的孔隙传输机制与流体和纤维之间的浸润性、流体的流变性以及纤维束的局部微结构特征(局部纤维体积分数、纤维取向)有关。除了孔隙之外,另一个重要的质量评价参数是纤维的排列,纤维与设计对准角度间的偏差是一种制造缺陷,称为纤维错位,Nguyen等[41]提出了一种基于X-ray CT分析碳纤维增强层压板在低压(真空辅助树脂传递模塑)和高压(高压釜)制造过程中纤维错位的方法,结果表明两种不同成型方法的纤维错位角度分别为1°~2°和2°~4°。
X-ray CT尽管在空间分辨率和样品尺寸之间存在相互制约,尤其对于大型部件的制造过程来说不好实现评估,但仍可以提供详细的三维信息来评估制造质量,在制造过程的不同阶段生成有价值的信息,并且能够以模型的形式提取该信息,从而更好地理解和改进制造过程,提高FRP的质量和制造效率。
3.3 获取损伤失效过程
利用X-ray CT捕获复合材料在载荷作用下的损伤失效过程,对于深入理解复合材料的破坏机理和力学影响机制,进而实现结构优化设计具有重要的理论意义和工程应用价值[42]。而纤维增强复合材料在载荷下的损伤主要包括层内裂纹、层间分层、纤维抽拔和纤维断裂等[5, 43, 44],损伤的开始和随后的扩展是这些机制的复杂相互作用。
2008年,Wright等[45]首次使用SRCT来实现航空航天级碳纤维/环氧复合材料损伤的亚微米分辨率,并能在以前观察不到的三维尺度上对损伤的结构和损伤机制的相互作用进行可视化,层内裂纹和分层对纤维断裂的关键作用首次得到明确。于颂等[46]利用高分辨率Micro-CT对三维五向编织非周期性结构复合材料和周期性结构复合材料在拉伸载荷下的破坏形貌进行了观测,并得出非周期性三维编织复合材料拉伸强度比相同结构参数周期性材料的低16.84%,损伤主要是因为在减纱处形成了应力集中,而最终破坏模式以纤维束抽拔断裂为主。2011年,Scott等[12]利用高分辨率SRCT捕捉碳纤维环氧树脂[90/0]s缺口层合板加载至失效时的纤维损伤进展,首次对高性能材料在载荷条件下的裂纹扩展进行了直接原位测量。如图6所示为原位加载的载荷从失效载荷的20%到80%过程中基体损伤的提取和分割,获得的图像能够识别和量化所使用样本的主要损伤机制。之后,很多学者利用自己开发的原位拉伸加载装置对试样的加载过程进行原位观察,这些装置必须满足可以安装在X-ray CT仪器的内部,因此都很小,所以对精度的要求很高。Hu等[47]开发的原位拉伸试验装置可对小样品施加微小的力,位移精度约为1 μm,测力精度约为0.1 mN,获得了高分辨率(0.7 μm/像素)的原位观察,显示了随机取向短碳纤维/环氧树脂复合材料的断裂过程。Saito等[48]也开发了足够小的定制拉伸装置,它的最大行程和最大力分别为220 mm和98 N(10 kgf),加载速率可在0.01~1 mm·min-1范围内调整。Li等[26]则考虑到(拉伸试验中)夹具的难度和(剪切试验中)夹具的X射线吸收,设计了新型试件,并提出了一种将SRCT、原位加载框架和新型试件相结合的实验方法,分别对三维机织碳纤维增强复合材料在平面外拉伸和剪切载荷作用下的损伤演化进行了研究。Liu等[49]利用高分辨率的SRCT,通过原位准静态拉伸试验研究了短碳纤维增强复合材料从初始状态到试样断裂的内部三维应变演化过程,首次在三维中同时分析材料微观结构和应变值,并得出短碳纤维/环氧树脂复合材料的宏观性能(刚度降低和破坏过程)与微观特征(应变演化和纤维排列)有关的结论。

图6 原位加载的载荷从失效载荷的20%到80%过程基体损伤的提取和分割(90°层中的横向层裂纹,从缺口延伸的0°裂口,以及在90/0界面处发生的分层)[12]
冲击试验的典型特征是持续时间非常短,应变率非常高,这意味着通过原位X-ray CT对其进行成像存在困难[13, 24],因此,目前大部分的文献都是利用X-ray CT获取复合材料冲击试验前后的图像来分析其损伤情况。Enfedaque等[51]对树脂传递模塑(resin-transfer molding,RTM)制造的碳-璃混杂织物层合板进行低速冲击试验,通过X-ray CT研究了不同厚度和不同玻璃纤维含量的试样在30~245 J冲击能量范围的变形和断裂机理,并聚焦于未完全穿透试样的分析。Bull等[51]用实验室μ-CT和SRCT对颗粒增韧复合材料层合板低速冲击损伤进行了三维评估,两种成像方法的结合使得可以在微观和细观水平上以常规的体素分辨率观察到颗粒增韧的效果,突出了使用X-ray CT将微观力学损伤行为与宏观力学响应联系起来的潜力。虽然X-ray CT可对复合材料冲击损伤后的破坏形貌进行三维可视化,但对于弯曲或变形的复合材料板,很难自动将损坏归因于特定层或层间界面,Léonard等[52]开发了一种X-ray CT数据处理方法,这种距离变换方法允许切片近似地遵循复合曲率,允许在三维上逐层地分离、可视化和量化冲击损伤以提取损伤在厚度方向上的分布,这对描述复合材料层合板冲击损伤和从X-ray CT数据集提取相关测量数据的能力有很大的提高。Zhou等[53]也用X-ray CT对三维编织复合材料圆管在用分离式霍普金森压杆(split Hopkinson pressure bar, SHPB)横向冲击后的损伤进行了研究,通过三维图像分析了冲击速度、编织角和编织层数对损伤机理的影响。Lu等[13]则通过X-ray CT对热塑性碳纤维/聚醚醚酮复合材料层压板和热固性碳纤维/环氧树脂复合材料层压板的低速冲击损伤进行了无损检测和定量比较。虽然通过切割可以获得冲击损伤区域的高分辨率图像,但易引入额外的损伤,此外,切割过程本身也会造成材料损坏,试样内部残余应力状态的有关信息会丢失,无法进行后续性能研究,如冲击后的疲劳或压缩等[24]。
在疲劳交变载荷的作用下,复合材料微裂纹、微孔隙等内部的初始缺陷会演化扩展,产生多种形式的损伤及相互耦合作用,当损伤达到一定容限时材料断裂失效,因此复合材料的耐疲劳性能也是实际工程中关注的重要方面[1, 54]。Yu等[55]利用X-ray CT检测了改良的层层角联锁三维机织复合材料的拉伸疲劳损伤演化过程,随着损伤分布的三维可视化,损伤的程度和发展能够被定量地分析,并提出了一种新的自动分类疲劳损伤的算法,为三维机织复合材料中不同类型疲劳损伤的演化提供了新的见解。
X-ray CT从最初探索损伤后的形貌到对真实环境条件下实现实时观测,离不开原位加载装置的开发和设计,但是如何将损伤演变过程真实准确地重构出来,需要进一步的探索和努力,对于冲击和疲劳实验来说,实现原位观测还存在很大的挑战。
3.4 X-ray CT与其他表征方式结合用于复合材料分析
X-ray CT可以将所研究试样中存在的损伤可视化,并可以精确地识别、量化和定位它们,与其他一些检测技术相结合,可获得对损伤更全面、更综合的表征和理解,同时还可以与其他损伤评估方式进行交叉验证。
Kim等[56]把碳纳米管用作原位传感器来检测三维编织复合材料中微裂纹的产生及积累,研究该方法检测其基体失效和分析其损伤行为的可行性,在此研究中使用X-ray CT分析试样内部结构并证明了分散在基体中的碳纳米管能够检测微裂纹以及分析其损伤模式。Yu等[54]使用光学显微镜(二维表面)、SEM(二维横截面)和X-ray CT(三维成像)对角联锁和改进的层层(modified layer-to-layer,MLL)三维机织复合材料在拉伸-拉伸疲劳载荷下的失效机理进行了详细研究,并表征两个样品中的损伤模式,用X-ray CT揭示了裂纹(包括表面基体裂纹、横向基体裂纹、纤维/基体界面脱粘或分层)是如何发展的,并描绘了这些裂纹与纤维结构相关的复杂三维形态。Wang等[57]为了更好地理解扭结带及相关的三维损伤机制,对圆柱形单向碳纤维棒的轴向压缩破坏进行了实验研究,SEM和X-ray CT的观察结果相互关联,旨在全面表征破坏后三维扭结带的几何特征,并确定与扭结带形成相关的损伤机制,扭结带边界平面和纵向分裂首次被提取出来并以三维形式可视化。毛灵涛等[2]利用X-ray CT和自制加载设备实现了玻璃纤维增强复合材料试件三点弯曲加载过程的原位扫描,获取了不同加载阶段的X-ray CT图像,由此获得的材料内部的细观结构可以直接作为变形信息的载体,再利用数字体图像相关法(digital volume correlation,DVC)获取位移场及应变场分布,将两者结合直观地反映出复合材料内部结构的变形特征,为研究材料内部变形破坏及验证理论模型提供了新方法。Castaneda等[59]采用力学实验方法,结合多物理无损评估和表征方法,包括数字图像相关法(digital image correlation, DIC)、AE和X-ray CT,量化Z向纱在碳纤维三维机织复合材料损伤行为中的影响机制。DIC提供全场和三维表面变形测量,AE用于连续损伤监测,X-ray CT可以提供Z向纱在厚度方向对力学性能影响的可视化,他们指出该研究的新颖之处在于将三维损伤过程的全局计算应变模式和局部分解应变模式相结合,应变定位与平面外变形相关联,并通过AE和X-ray CT进行交叉验证。Zhang等[59]在对三维编织复合材料弯曲载荷下损伤机理的研究也使用了AE和X-ray CT,得出纵向承重试件(轴向纱线垂直于压头)的损伤主要是纤维和纱线的损伤,而横向承重试样(轴向纱线垂直于压头)的损伤形式主要是纤维滑移、界面脱粘、基体开裂和纤维断裂,且纵向承重试件的承载性能和抗变形能力均优于横向承重材料。Djabali[60]、Alia[61]、Zhang[62]等同样采用X-ray CT、AE和DIC这3种技术对FRP进行分析。Djabali等[60]对弯曲载荷作用下厚碳/环氧层压板的疲劳损伤机理和演变进行了全面的实验研究,并提供了对损伤过程中所涉及的不同机制的完整和准确的描述,旨在构建尽可能可靠地预测厚层压复合材料结构对不同外部载荷响应的模型,并为厚复合材料结构的无损检测建立特定的标准和准则。Alia等[61]对黄麻纤维增强聚酯树脂复合材料的力学性能进行分析,不仅表征了损伤模式,还精确描述了其演变动力学,最终重新优化制造过程以改善机械性能。而Zhang等[62]探索了CFRP单搭接螺栓接头的压缩试验,提出了一种图像处理与分析方法,使试件的损伤得到准确的可视化并分离和量化。
总体来说,AE可以提供许多关于损伤演变、识别和定位的信息,但是却无法准确推断内部损伤的深度、大小和分布;采用DIC技术可以获得表面位移场的测量和应变场的计算,能够很好地描述材料的力学行为,也可以监测应变场的演变,却不能刻画材料内部的损伤形态;而X-ray CT这种强有力的技术能够对所研究的试样的损伤进行完整而精确的描述,但也存在成本高、受分辨率制约不能检测大尺寸试样等缺点;显然每一种方式单独对FRP进行表征并不是完美的,而采用多种表征手段可以取长补短、相互验证[60-62]。
4 结 语
X射线计算机断层扫描(X-ray computed tomography, X-ray CT)作为一种功能强大的无损检测技术,已经广泛应用于纤维增强聚合物(fiber reinforced polymer, FRP)复合材料领域的定性和定量评估,从最初在空载条件下对复合材料试件的内部结构进行观察,发展到可以使用原位加载装置在环境场中对复合材料承载时的内部失效和损伤演变进行研究,已经取得很大的进步。随着国家同步辐射光源的不断建设以及实验室断层扫描的不断改进,X-ray CT在时间分辨率和空间分辨率方面将得到进一步的提高,但在FRP领域的应用仍然面临着一些挑战:
(1)当FRP的不同相或不同成分间成像对比度低时,虽然可以通过添加染料[63]等方法提高对比度,但其只能渗透表面的裂纹甚至会对试样造成污染[24];虽然有时纤维与基体的密度存在较大差异,但由于纤维直径太小,受限于X-ray CT的空间分辨率,也不容易从图像中区分纤维与基体[4],而且样品的制备、处理、定位和对齐在重建投影的最终质量中起着重要作用[64],因此如何精准地区分不同相以及不同成分需要进一步的技术提升。
(2)大多数基于X-ray CT的建模,已通过将机械仿真结果与实验结果对比进行了间接验证。但是对大多数的模型尚未进行几何特征的精度分析,这导致所提出的模型缺乏几何一致性,这可能在计算机仿真中产生数值问题或结果不准确[34]。同时图像采集和后处理也决定了建模的准确性和计算时间[22]。通过手动分离较低分辨率的图像来获得纤维束的轮廓,重建几何模型,这需要大量的工作。未来的关键问题是在较低的分辨率下实施精确的自动或半自动分割方法,以提高建模效率。若将人工智能(artificial intelligence,AI)工具和X-ray CT技术组合,可以解决在复合材料表征和建模过程中与处理大数据相关的问题[22]。
(3)试样的尺寸和获得的图像分辨率之间存在相互制约,分辨率需要由被观察特征的长度尺度来决定,这就限制了可以选择的像素大小,同时要求物体完全在视场内,因此试样的大小决定了探测器能够有效采集到试样的有效区域。而且在不牺牲分辨率的情况下进行多尺度X-ray CT研究也是一个重要的问题。
(4)对于原位加载装置,需要设计专门的微型加载设备,以尽量减少样品与X射线的相互作用,用于不同力学加载的原位X-ray CT装置的设计仍需要进一步的研究开发。探索原位X-ray CT在疲劳和冲击试验过程中的应用具有很大的价值。将不同的失效过程动态清晰地展示出来,需要可以对复杂图像进行处理的程序和软件,并对损伤进行准确的量化,因此迫切需要对三维重构软件进行改进和研发,开发精准高效的自动化图像处理系统进而加快检测评估过程。