青稞β-葡聚糖超声辅助提取工艺优化
2022-08-05邓爱华杨品红刘也嘉罗惠媚
邓爱华,杨品红,刘也嘉,张 婷,罗惠媚
(湖南文理学院 生命与环境科学学院,湖南 常德 415000)
近年来,公众对全谷物营养健康食品越来越关注,基于美国和欧盟对β-葡聚糖功效的健康研究报告,富含β-葡聚糖的青稞类食品相关研究的深度和广度不断拓展,而β-葡聚糖的结构、物理性质及营养价值影响其在面制品、乳品、饮料、肉制品和休闲食品中的应用,为此,β-葡聚糖的提取工艺及稳定性研究是青稞开发的关键技术[1-2]。β-葡聚糖在高温长时间作用下,淀粉结构发生变性,从而影响其用途[3-4]。超声辅助溶剂提取法相比于微波提取等兼具提取时间短、温度低和效率高的特点,能有效保证产品品质。本研究通过响应面实验设计优化超声波辅助溶剂提取青稞中的β-葡聚糖工艺参数,以期为β-葡聚糖在食品工业中的深度应用提供参考。
1 材料与方法
1.1 材料与试剂
黑青稞:西藏自治区隆子县黑青稞种植专业合作社;β-葡聚糖(纯度99.8%):国药集团化学试剂有限公司;乙醇、氢氧化钠、苯酚、浓硫酸(均为分析纯):湖南汇虹试剂有限公司。
1.2 仪器与设备
ZLGJ-10型真空冷冻干燥机:北京四环科学仪器厂;JR-600型高速多功能粉碎机:永康市云达机械设备厂;EL104型电子天平:梅特勒-托利多仪器(上海)有限公司;KQ5200E型超声波清洗器:昆山市超声仪器有限公司;TG16-WS型台式高速离心机:常州金坛良友仪器有限公司。
1.3 实验方法
1.3.1β-葡聚糖标准曲线绘制
参考文献[5—6]方法,进行调整。精确称取β-葡聚糖52 mg用纯净水溶解,用250 mL容量瓶定容。分别吸取0.2、0.4、0.6、0.8、l.0 mL到玻璃试管中,加纯水补至2.0 mL,然后缓慢加入6%苯酚1.0 mL及浓硫酸5.0 mL,混匀后静止20 min,在波长490 nm处测定吸光度值;以纯净水按上述显色操作做空白对照,β-葡聚糖质量浓度(μg/mL)为X轴,吸光度值为Y轴,绘制标准曲线并拟合方程(Y= 0.060 9X- 0.090 2,R2=0.999 8)。
1.3.2 单因素实验设计
取5份脱脂后的青稞粉各10 g,按一定的固液比加入一定pH值的水溶液,固定超声功率240 W,频率40 kHz,考察固液比(1:10、1:15、1:20、1:25、1:30)、pH值(7、8、9、10、11)、超声温度(20、35、50、65、80 ℃)和超声时间(10、20、30、40、50 min)对提取率的影响,然后在4 000 r/min下离心10 min,取上清液检测β-葡聚糖含量。单因素实验时,固定的参数为固液比1:20(g/mL)、pH值9.0、超声温度35 ℃、超声时间20 min。
1.3.3 响应面实验设计
基于单因素实验下各因素的影响规律,在固液比1 : 20(g/mL)和超声功率240 W条件下,以超声温度(A)、超声时间(B)、溶液pH值(C)为自变量,β-葡聚糖提取率(Y)为因变量,根据Box-Behnken中心组合设计原理,设计响应面法实验方案[7]。实验因素与水平设计见表1。

表1 响应面实验设计因素与水平
1.3.4β-葡聚糖提取率计算
将提取液稀释后微孔过滤,参照上述1.3.1方法测吸光度值,根据标准曲线方程计算β-葡聚糖含量,根据式(1)计算β-葡聚糖提取率(Y)。

式中:Y为β-葡聚糖提取率,%;M1为提取的青稞β-葡聚糖质量,g;M为干燥青稞粉质量,g。
2 结果与讨论
2.1 单因素实验
2.1.1 固液比对β-葡聚糖提取率的影响
如图1所示,随着提取溶剂比例的增大,β-葡聚糖提取率不断增加;当固液比达到1 : 20(g/mL)时,趋势明显变缓。增加溶剂比例有利于β-葡聚糖的溶出,提取率增大,但也会导致单位体积的超声功率减弱,从而使提取率增加不明显。因此,合适的固液比在1 : 20(g/mL)左右。

图1 固液比对β-葡聚糖提取率的影响
2.1.2 溶液pH值对β-葡聚糖提取率的影响
如图2所示,β-葡聚糖得率随pH值的增加呈现先升后降的趋势,在溶液pH为10.0时最大值,可能是随碱性的增加,β-葡聚糖溶解度增大,但溶液碱性过强,会破坏多糖的空间结构及活性[8]。因此,合适的pH值为10.0左右。

图2 溶液pH对β-葡聚糖得率的影响
2.1.3 超声时间对β-葡聚糖提取率的影响
如图3所示,超声作用下,β-葡聚糖能够快速溶出,在20 min时得率达到最大;如进一步延长提取时间,一方面会导致β-葡聚糖发生降解,另外一方面会导致杂质溶出。有研究[9]表明,持续超声对多糖的一级结构有一定的影响,大分子链会降解成小分子片段,从而影响提取率。因此,合适的超声时间为20 min左右。

图3 超声时间对β-葡聚糖得率的影响
2.1.4 超声温度对β-葡聚糖提取率的影响
如图4所示,β-葡聚糖得率随超声温度的增加先增加后减小,当超声温度为65 ℃时β-葡聚糖得率最大。这由于温度会影响β-葡聚糖在溶液中的传质效果和稳定性,合适的温度既能提高β-葡聚糖的溶出度,又能保持其结构的稳定性[10],有利于提取的进行。因此,合适的超声温度为65 ℃左右。

图4 超声温度对β-葡聚糖得率的影响
2.2 响应面实验
2.2.1 响应面实验设计及结果
响应面实验设计及结果见表2。
2.2.2 回归模型的建立与分析
将表2实验数据代入Design Expert 8.0软件进行响应面分析,得β-葡聚糖提取率与各变量的响应面回归数学模型:

表2 响应面实验设计及结果

表3方差分析结果表明,该回归模型极显著(P<0.01),失拟项不显著(P>0.05),说明模型可靠;说明模型与实验值拟合较好;由F值可知,各因素对提取率影响大小依次为:溶液pH值(C)>超声温度(A)>超声时间(B);一次项C、交互项AC和二次项A2、B2、C2对提取率的影响非常显著(P<0.001);一次项A、交互项AB、BC对提取率的影响极显著(P<0.01),说明超声温度、超声时间和提取液pH值两两交互作用对β-葡聚糖得率影响极显著。
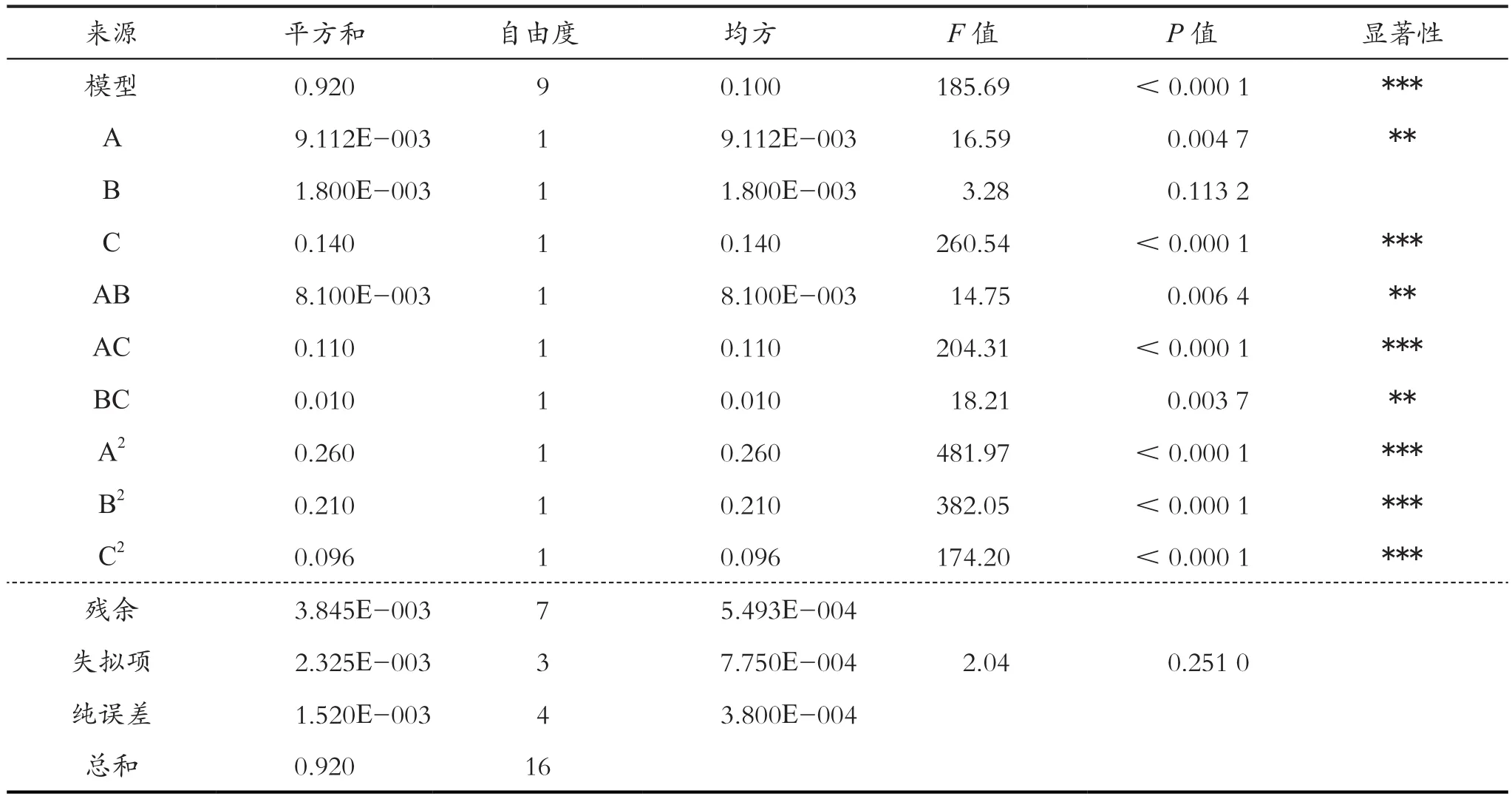
表3 响应面回归模型方差分析
2.2.3 交互作用分析
各因素两两交互作用对提取率影响的响应面图和等高线图见图5~图7。对比曲面陡峭程度,发现超声温度(A)与pH值(C)之间存在非常显著的交互作用,超声温度(A)与超声时间(B)、超声时间(B)与pH值(C)之间存在显著的交互作用,与方差分析结果一致。

图5 超声温度与超声时间交互作用的响应面与等高线

图7 超声时间与pH值交互作用的响应面和等高线
2.2.4 最佳提取工艺条件确定
利用Design Expert 8.0软件由所建立的数学模型进行参数最优分析,得出最佳萃取工艺条件为超声温度60.68 ℃、超声时间21.32 min、pH 9.37,β-葡聚糖提取率为2.21%。考虑到实际操作的方便,选取调整后的最优参数为超声温度60 ℃、超声时间20 min、pH 9.5,预测提取率为2.11%,在此条件下进行3次验证实验,平均得率为(2.13±0.053)%,与预测值无显著性差异(P>0.05),说明模型可靠。
3 结 论
超声辅助溶剂法提取青稞中β-葡聚糖最佳工艺参数为固液比1 : 20(g/mL)、超声功率240 W、超声温度60 ℃、超声时间20 min、pH值9.5,提取率为2.13%。为了进一步拓展β-葡聚糖在提高免疫力、抗肿瘤等保健产品和增稠剂、稳定剂等食品添加剂方面的应用,可以开展稳定性及改性方面的研究。

图6 超声温度与pH值交互作用的响应面和等高线
