圆纬机纱架自动换筒技术
2022-08-04屠佳佳毛慧敏朱婉珍史伟民
屠佳佳, 孙 磊, 毛慧敏, 戴 宁, 朱婉珍, 史伟民
(1. 浙江理工大学 浙江省现代纺织装备技术重点实验室, 浙江 杭州 310018; 2. 浙江机电职业技术学院 自动化学院, 浙江 杭州 310053)
近年来,在机器换人、智能制造等国家政策的引导和支持下,纺织行业的劳动密集程度已明显改善,企业布局自动化生产装备的意愿增强、速度加快[1-2]。例如,针织圆纬机依靠成圈系统(即进纱路数或成圈路数)多、转速高、产量高、花形变化快、织物品质好、工序少、产品适应性强等众多优点,赢得了市场的青睐[3]。针织圆纬机在生产过程中,需要在纱架上完成上下料工作,包括:供纱区空筒下料、满筒上料、备纱区满筒下料、满筒补料,以及纱筒的搬运等工作,目前仍处于纯人工阶段。由于进纱路数多、产量高,导致纱筒数量多,更换也较为频繁。以某纺织厂为例,单台圆纬机需要192路纱筒供纱,按照每个纱架左右各8层计算,需要纱架12个。每个工人负责2台圆纬机的生产,即384个纱筒,24个纱架。通常情况下,24 h内所有纱筒须更换1次,平均每3.75 min就要更换1个纱筒,期间还要从备纱区取纱筒,另外纱架高度在2 m以上,高层换纱需要托举。因此工作持续性长,劳动强度大,导致高工资也很难招到合适的工人。
目前在技术上实现自动换筒仍然是个难题,由于纱架与纱筒形态结构上的特性,使得取空纱筒、放新纱筒等工序对于机器人或者机械手来说是一项比较复杂的动作,而且相关方面的研究也比较少,技术上仍未完全突破。国内邹鲲等研究的智能纱架能够实现纱筒运送、换筒,但采用的并不是普通纱架和纱筒,换纱原理也不同[4-6]。张洪等研究的整经机筒子架自动换筒机器人利用AGV小车进行定位换筒,阐述了详细的实现方案,但并未给出实验设备和测试情况[7]。
随着社会和科技的不断进步,考虑到技术、成本和效益等原因,企业需求也随之转变,“黑灯”工厂、智能工厂已成为企业未来发展的方向。纺织行业的高度自动化、智能化控制已是必然发展趋势[8-9]。因此,本文将在智能纱架、整经机筒子架自动换筒等现有研究成果的基础上,从系统总体设计、机构设计、控制系统设计、样机研制、实验测试等方面对圆纬机纱架自动换筒展开研究,对实现圆纬机全流程自动化生产和建设智能车间具有重要意义。
1 系统总体设计
针织圆纬机生产过程中,由纱架上的纱筒供纱。常用纱架的结构如图1所示,由左右两侧8层筒子架和简易支架结构组成,同层筒子架放置同种类型的纱筒,本项目中用A、B位来区分左右两侧的纱筒和筒子架。图中左侧定义为A位筒子架,右侧定义为B位筒子架,对应的有A、B位纱筒和空筒。
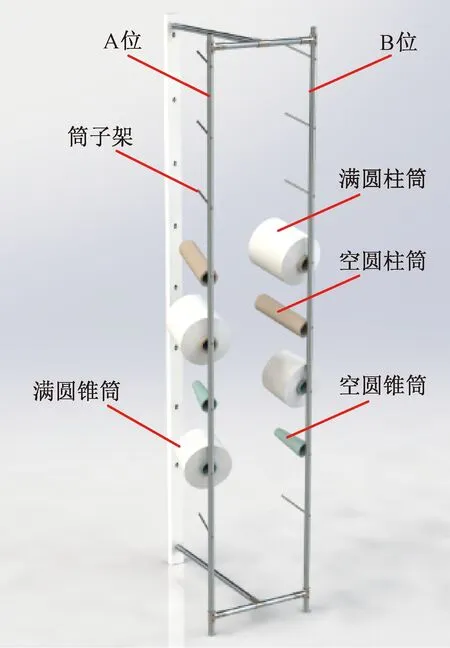
图1 纱架结构图
纱架具体供纱方式如下:生产开始前,工人先将纱架放满纱筒,同层筒子架A、B位放置同种类型纱筒,并将A位纱筒头线通过风管引至圆纬机用于生产,将A位纱筒尾线与B位纱筒头线打结,B位纱筒尾线处于自由状态等待下一次换筒时使用。当A位纱筒使用完毕后会自动跳转去使用B位纱筒,然后取下A位空筒,换上同型号的满筒,再将A位纱筒头线和B位纱筒尾线打结,当B位纱筒用完后又会跳转到A位纱筒。如此循环往复,实现为针织圆纬机持续不断供纱。
综合考虑纱架结构、供纱方式,纱筒搬运和换筒控制的准度要求,以及企业需求和项目可行性等因素,设计了基于桁架机器人和伺服控制的针织圆纬机纱架自动换筒系统,其结构框图如图2所示。该系统主要由触摸屏、主控模块、桁架机器人、换筒机械手、伺服控制等组成。其中桁架机器人主要由X轴、Y轴、Z轴机构及其伺服控制系统组成;换筒机械手主要由撑爪、顶杆、翻转座、气缸和齿轮机构及其伺服驱动等组成;桁架机器人和换筒机械手的控制均由主控模块编程控制伺服和气缸的运行状态来实现。

图2 圆纬机纱架自动换筒系统结构框图
主控模块作为系统的核心控制单元,利用编程实现桁架机器人和换筒机械手取空筒、取满筒、放满筒等动作;通过采集桁架机器人和换筒机械手的实时位置信号,实现精准定位;采用自带的以太网接口和串口与上位机通信,来实现系统的整体调度。取换筒功能通过操作触摸屏的人机交互界面来实现,采用按键式控制,简单方便、可行性高。系统通过“机器换筒、人工接头”的方式可进一步提高圆纬机生产自动化程度,有效减轻工人的劳动强度,切实为企业解决工资高、招工难等问题。
2 机构设计
2.1 桁架机器人设计
桁架式机器人也称直角坐标机器人和龙门式机器人[10],属于高准度设备。工业应用中,它是能够实现自动控制、可重复编程、多功能、多自由度、运动自由度间成空间直角关系和多用途的操作机器人,能够搬运物体、操作工具,以完成各种作业[11]。
本文研制的系统中,桁架机器人是将换筒机械手运送至对应纱架位置进行换筒的载体,是能否实现精确定位、精准换筒的关键部分。目前桁架机械手的定位准度可以达到0.02 mm,重复定位精度可以达到±0.01 mm,因此采用桁架机器人可以满足在纱架上自动换筒所需的准度及稳定性。为了保证桁架机器人的准度,设计中重点考虑了结构与刚性、运动重量、控制及定位方式等影响因素,并采用同步带传动。桁架机器人结构如图3所示。

图3 桁架机器人仿真结构
机构部分主要由X轴、Y轴、Z轴机构和底座与立柱等组成,其中X轴为左右两根侧梁,Y轴为中间部分横梁,Z轴为悬挂在Y轴上的竖梁。其中Y轴采用双梁设计,一方面便于Z轴安装,另一方面可以保证桁架机器人在作业过程中快速平稳运行。
控制部分采用稳定性和准度更好的伺服驱动方式来实现桁架机器人各轴的运行。通过x、y、z3个方向上的联动可到达任意坐标点。
2.2 换筒机械手设计
换筒机械手安装在桁架机器人的Z轴竖梁上,利用桁架机器人在X轴、Y轴和Z轴方向上高准度的联动来实现换筒机械手的纱架换筒精准定位。作为取换筒的末端执行机构,换筒机械手的设计是能否实现“机器换筒”的关键。实际生产过程中,换筒机械手应满足以下要求:1)能适应不同内径尺寸纱筒的稳固抓取;2)能抓取满筒最大质量为5 kg的纱筒;3)能适应纱架A、B位的取换筒;4)能将纱筒平稳送入筒子架;5)取换筒过程中不与纱架产生干涉。根据上述要求设计的换筒机械手结构如图4所示。
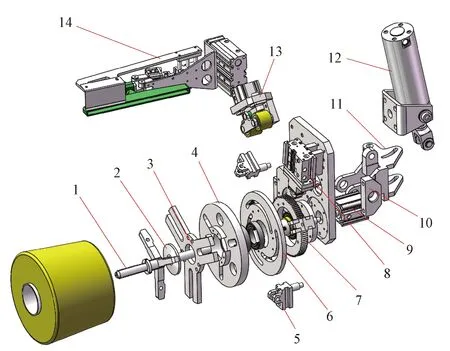
1—撑爪;2—顶杆;3—导向盘;4—刹车盘;5—撑爪座;6—驱动盘;7—齿轮;8—刹车气缸;9—顶杆气缸;10—翻转座;11—旋转座;12—翻转气缸;13—并联气缸;14—推杆。
为适应不同内径尺寸的纱筒,设计撑爪作为纱筒抓取机构,其采用三瓣式结构,由撑爪夹紧伺服控制撑爪的伸缩来实现纱筒的抓取与释放;为了保证5 kg纱筒的稳固抓取,配合撑爪设计了顶杆和顶杆气缸,在纱筒抓取后将撑爪顶住,防止纱筒松动;目前使用的纱筒最大内径约为56 mm,最小内径约为22 mm,综合考虑功能与强度需求,设计撑爪完全撑开后的直径为80 mm,收拢后最大直径为16 mm。为方便撑爪伸入内径为22 mm的内筒,顶部采用圆锥形设计,锥度为1∶5,另外撑爪表面做螺纹磨砂处理,以增加纱筒抓取时的摩擦力,提高纱筒抓取牢固程度。通过设计旋转座来实现换筒机械手的A、B位转变,以适应纱架A、B位的取换筒功能;设计推杆作为纱筒送入筒子架的执行机构;预留头线吸取机构以备后期功能扩展。
换筒机械手设计主要考虑2点:实现取换筒功能和精简结构防止与纱架产生干涉。
2.3 换筒动作设计
利用AutoCAD软件模拟换筒动作、测试干涉情况和验证可行性。以最小内径为22 mm圆锥筒为例,模拟了从右侧纱架B位取满筒,放置到左侧纱架A位的过程。换筒动作具体如下:1)桁架机器人将换筒机械手运送至备纱区取筒位置,准备抓取B位纱筒;2)撑爪伸入内筒取筒,然后撑爪撑开、顶杆推出,将纱筒提升内筒半径高度,xy方向走斜线脱离筒子架;3)y方向走直线运动,退出到主通道,将纱筒运送至用纱区;4)换筒机械手进行A、B位翻转;5)到达换筒位置,y方向走直线运行到距离右侧支架端30 mm;6)xy方向走斜线运行至距离筒子架头部30 mm,且距离筒子架底端130 mm;7)将纱筒下降内筒半径高度,推杆推出纱筒125 mm;8)机械手沿筒子架方向后退150 mm,最终回到主通道。
3 控制系统设计
控制系统设计分为硬件设计和软件设计2部分,其中硬件设计由主控模块选型与电气设计、伺服电机选型与电气设计两部分组成;软件设计包括主控模块程序设计和触摸屏界面设计。
3.1 硬件设计
3.1.1 主控模块选型与电气设计
由于换筒机械手在取换筒过程中必须支持走斜线功能,还要支持X轴机构、Y轴机构、Z轴机构、A、B位翻转座和撑爪等机构的控制,因此选择台达AS300系列工业控制器作为主控模块,该系列设备是专为自动化设备设计的高功能泛用型控制器。采用台达自行开发的32 bit SoC CPU,可大幅提升效能,最多可扩展32台模块或最大1024点I/O;具有强大的定位控制功能,可同时支持最多8轴CANopen运动网络/6轴200 kHz脉冲控制[12],能适应纺织设备的自动化控制需求。AS320T不仅支持两轴同步运行,能实现走斜线功能,而且成本可控。
AS320T通过控制伺服驱动器输出脉冲来实现桁架机器人和换筒机械手的协同工作完成取换筒功能。设计X轴、Y轴、Z轴和A、B位翻转伺服为位置控制模式,设计撑爪夹紧伺服为转矩控制方式,并预留位置控制方式。AS320T与伺服驱动器的接线方式如图5所示。
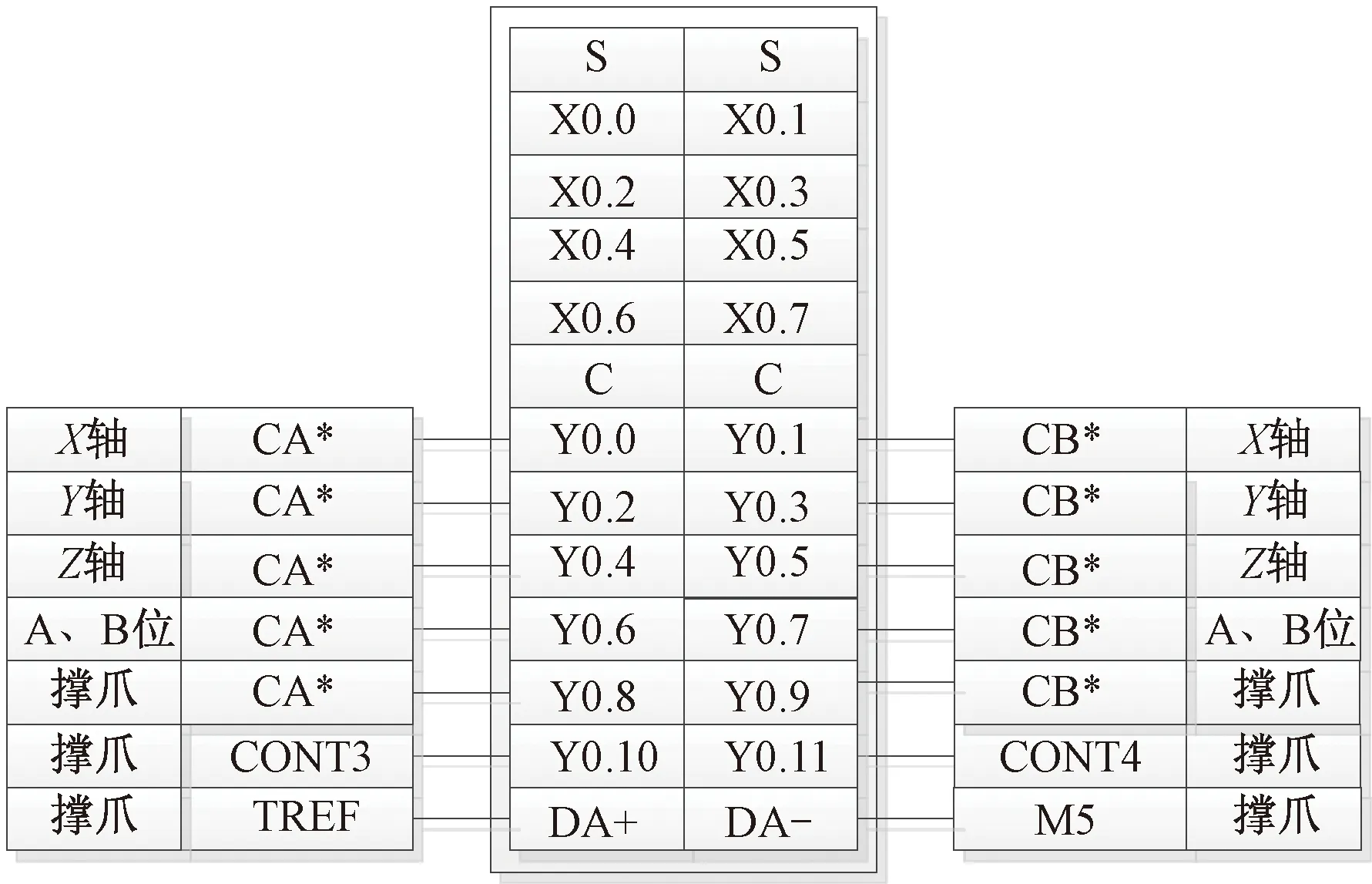
图5 主控模块接线图
图中S、C分别为主控模块的电源、地公共端;X0.0~X0.7为输入接口,主要连接开关型传感器;Y0.0~Y0.11为输出接口,其中Y0.0、Y0.2、Y0.4、Y0.6、Y0.8分别与X轴、Y轴、Z轴、A、B位和撑爪伺服驱动器的CA*脉冲接口连接;Y0.1、Y0.3、Y0.5、Y0.7、Y0.9分别与以上伺服的方向控制接口CB*相相连,实现伺服电动机的位置控制模式。同时撑爪夹紧伺服驱动器的CONT3和CONT4分别与Y0.10和Y0.11相连,实现扭矩的正反转方向控制;TREF和M5与DA扩展模块的DA+和DA-相连,通过输出模拟量数值来控制伺服电动机的扭矩,从而控制撑爪撑开程度。
3.1.2 伺服电动机选型
伺服驱动器主要靠脉冲来定位,伺服电动机接收到1个脉冲,就会旋转1个脉冲对应的角度,从而实现位移。而伺服电动机本身也具备发出脉冲的功能,所以伺服电动机每旋转一个角度,都会发出对应数量的脉冲,从而形成闭环控制。伺服驱动器能够精确控制电动机转动,从而实现精准定位,准度可以达到0.001 mm,配合桁架机构能够满足纱架上换筒的准度要求。
伺服电动机选型原则:1)连续工作扭矩小于伺服电动机额定扭矩;2)瞬时最大扭矩小于伺服电动机最大扭矩(加速时);3)惯量比小于电动机规定的惯量比;4)连续工作速度小于电动机额定转速。
根据以上原则,以Z轴伺服为例,按以下步骤计算、分析与选型。
1)确定机构类型,Z轴伺服为同步带传动。
2)确定同步带轮直径D、负载质量W、最大速度Vmax、同步带效率η、摩擦因数μ、加速时间t和安全系数h。
3)计算负载惯量JW的公式为
(1)
若减速比为i,则电动机匹配惯量JW1为
JW1=JW/i2
(2)
4)预选电动机,查表得电动机惯量Jm、扭矩T、最大扭矩Tmax,并计算惯量比JW1/Jm。
5)计算电动机额定转速N,公式为
N=i(Vmax/πD)
(3)
6)计算移动转矩Tf和最大转矩Ta,公式为
(4)
(5)
式中,g为重力加速度。
7)比较转矩,如果Tf 根据上述步骤选型的X轴、Y轴、Z轴、A、B位和撑爪伺服电动机如表1所示。 表1 伺服电机的型号及参数 由表1可知,X、Z轴伺服电动机功率≥1.5 kW采用三相220 V供电,Y轴、A、B位和撑爪≤0.75 kW采用单相220 V供电,出于安全考虑,Z轴和撑爪采用具有断电瞬间抱闸自锁功能的带刹车电动机。伺服驱动器支持位置、速度和转矩3种控制模式,可通过触摸屏设置运行模式。其中X轴、Y轴、Z轴和A、B位伺服设为位置模式;撑爪夹紧伺服设为位置转矩模式,默认为转矩模式。 系统软件设计包含主控模块AS320T换筒控制程序设计以及触摸屏DOP-107BV软件界面设计两部分。 3.2.1 换筒控制程序设计 主控模块采用ISPsoft V3.07软件设计程序,下载后可实现自动换筒,具体流程如图6所示。 图6 圆纬机纱架自动换筒流程 系统上电即初始化各类参数,主要包括伺服电动机的运行模式、加减速时间以及运行速度等,接着对X轴、Y轴和Z轴依次进行原点归位,然后等待换筒命令。实际生产时,换筒命令可能来自多个通道,比如上位机调度平台、空筒检测系统、触摸屏人机交互界面等。本文仅对触摸屏人机交互界面控制换筒进行介绍,暂不涉及空筒检测和调度问题。 当主控模块接收换筒命令后,获取空筒位置、A、B位以及纱筒类型等基础信息,然后控制桁架机器人和换筒机械手到达指定纱架换筒位置,再根据纱筒类型和空筒在纱架上的位置选择后续流程:分别为圆柱筒A位、圆柱筒B位、圆锥筒A位、圆锥筒B位。桁架机器人和换筒机械手按照换筒流程协同动作后将空筒取出,然后运行至回收区释放空筒,再到备纱区抓取同类型的新纱筒,最后将新纱筒运送至原空筒位置,根据纱筒类型调用相应的落筒程序完成放新筒动作。其中取空筒和放新筒时,为了提高准确性和可靠性,预留了视觉偏差检测功能接口,后期将进行深入研究。 主控模块AS320T的程序设计按照换筒流程进行,换筒工序根据程序设定不断循环,当满足原点归位条件时各轴进行原点归位,原点归位条件包括运行次数或运行距离达到设定值,以及上位机控制归零等。定期原点归位有助于消除桁架机器人和换筒机械手运行时的累计误差,保证换筒的稳定性和可靠性。 3.2.2 触摸屏界面设计 触摸屏选用台达DOP-107BW,软件界面采用DOPSoft 4.06开发,换筒机主界面如图7所示。 图7 换筒机人机交互界面 如图,左侧显示为桁架机器人、换筒机械手和纱架的工作示意图;中间部分为功能执行按钮,目前已实现的功能包括归零按钮、到标记点、取圆筒、取锥筒、爪子撑开、爪子缩回等,吸线测试、爪子停止、风机开和风机关,为后期系统升级预留了功能端口;中上侧3个按钮分别为自动运行、调试模式、急停按钮;右侧为菜单栏,包括主界面、参数设定、手动测试、报警信息和退出菜单。 触摸屏界面设置菜单和按钮,实现了换筒动作的调试模式和自动运行模式的切换。当按下调试模式按钮后,再按下任意功能按钮只执行单步动作,且动作间具有互锁功能;按下自动运行按钮后,再按下取圆筒或取锥筒按钮,系统根据内置程序自动进行换筒动作,直到完整的换筒流程结束,停止工作。触摸屏人机交互界面实现了圆柱和圆锥2种类型纱筒的换筒控制,支持参数设置、桁架速度调节、换筒次数记录等功能。 根据针织圆纬机系统设计方案、控制功能需求,以及实验室空间环境限制等内容,项目组研制了圆纬机纱架自动换筒实验机构,其实物图如图8所示。其中右侧横梁方向定义为X轴,左右方向定义为Y轴,上下方向定义为Z轴。实验机构搭建完后,为了掌握桁架机器人的运行准度,分别对X轴、Y轴和Z轴做了输出脉冲与行走距离的关系测试实验,拟合出的X轴、Y轴和Z轴脉冲数与测量距离的线性关系分别如式(6)~(8)所示: 图8 圆纬机纱架换筒机构实物图 y1=0.295 9x1+0.038 5 (6) y2=0.019 2x2+0.211 3 (7) y3=0.101 9x3-0.154 7 (8) 式中:y1,y2,y3为机构行走距离,mm;x1,x2,x3为脉冲数。 将上述式子作为X轴、Y轴和Z轴输出脉冲与行走距离的经验公式,将脉冲数带入各式后,计算可得到对应的行走距离,即理论距离,两者相减后可得到误差值,具体数据如表2所示。由表可知,X轴、Y轴和Z轴的最大误差分别为1.8、1.0、1.6 mm,结合换筒机械手撑爪16 mm的外径尺寸以及头部1∶5锥度设计和纱筒最小内径尺寸22 mm的要求,可判断该自动换筒机构能满足换筒定位准度要求。其中,X轴和Z轴运行误差大于1 mm的数据组数较多,经过观察是由于运动时振动较大导致,后面将继续研究分析,减小误差,提高准度。 表2 X轴、Y轴和Z轴测试数据 准度测试达标后,测试了换筒功能,由于桁架机器人空间及行程的限制,工作区和备料区的场地安排略显紧凑,因此,测试时直接将2个功能区设置在相邻的纱架上。 实验过程中,未明确区分工作区和备料区。先将空圆柱筒、空圆锥筒、满圆柱筒和满圆锥筒分别放在外侧纱架不同层的A、B位上;然后控制桁架机器人和换筒机械手依次将各类筒子抓取后放置到内侧纱架对应层的A、B位上,外侧纱架的筒子取完后;再将内侧纱架上的所有纱筒放到外侧纱架对应的A、B位上;循环往复测试抓取、放置各类纱筒的重复性和稳定性,如图8所示。目前,两相邻纱架之间的换筒时间约为40 s,且每种纱筒耗时基本接近,而前面已经知道实际生产中纱筒更换允许时间为3.75 min,即使加上桁架的运送时间,自动换筒的时序也能满足应用。 目前仍然存在一些问题,比如由于当前桁架机器人行程的限制,无法实现远距离换筒测试;另外普通纱架采用拼装式工艺,整体准度低,长期放置纱筒,筒子架存在下倾现象,以及放满筒时,机械手将筒子推出至筒子架时存在振动现象,会导致纱架移位,这些都会影响后续取放筒的准确性,将继续深入研究。 圆纬机纱架自动换筒实验机构自搭建以来,对不同内径的圆柱筒和圆锥筒进行了测试,主要包括空圆柱筒、空圆锥筒、满圆柱筒和满圆锥筒的抓取、搬运和放置功能,涵盖了圆纬机实际生产取放筒的所有情况,且目前测试运行稳定、重复性良好,基本实现了模仿人工换筒的功能。通过“机器换筒、人工接头”的方式可有效减轻工人的劳动强度,能为企业解决工资高、招工难的问题提供帮助,而且对纺织智能制造以及无人工厂的实现具有重要意义。
3.2 软件设计
4 实验测试及分析


5 结束语
