基于平面镜成像的纱线条干三维合成校准方法
2022-08-04马运娇潘如如高卫东
马运娇, 王 蕾, 潘如如, 高卫东
(生态纺织教育部重点实验室(江南大学) , 江苏 无锡 214122)
条干均匀度是表征纱线性能的一个重要指标,目前,纱线条干均匀度的测试主要有黑板条干法、测长称重法、电容式条干法和光电式条干法[1-3]。基于数字图像处理技术的纱线质量检测方法具有客观、可再现等特点,受到越来越多学者的关注。
在纱线二维检测方面,学者们借助图像处理技术或图像采集系统得到纱线条干二值图像,计算纱线直径及纱线条干均匀度[4-6]。李忠健等[7]从单幅散焦图像中恢复毛羽深度信息,根据分割结果追踪毛羽空间长度。
在纱线三维检测方面,有学者利用2个平面镜的连续反射,在一幅图像中采集多个视角纱线图像,实现纱线三维模型的构建及检测[8]。WANG等[9]通过旋转纱线以获取不同观测角度的纱线图像,完成纱线毛羽的三维测量。LI等[10]将纱线截面视作不规则的椭圆,通过分析纱线截面周长变化系数得到纱线条干均匀度变化。
本文在此基础上,利用双平面镜反射原理采集多视角纱线图像,采用人工测量和自动测量校准方法对双平面镜三维合成系统校准,通过图像处理算法得到清晰的纱线条干图像,并将处理后的纱线条干图像合成三维模型,以纱线条干三维模型中各截面像素点个数变化表征纱线条干均匀度。弥补了纱线条干二维测量信息缺失、纱线条干三维合成准确度不高等不足。
1 实验装置及原理
本文采用WANG等[8]所用实验装置,该装置由相机、光源以及2个平面镜组成。设置2个平面镜之间的夹角为72°、样品与2个平面镜交点间的垂直距离为1 cm,此时,相机能够捕捉到较为清晰的5个像。成像系统的俯视图如图1所示。R、V1、V2、V3、V4为图中黑色圆形,其中R是样品实像,V1是R通过镜1一次反射得到的虚像,V4是R通过镜2一次反射得到的虚像,V2是V4通过镜1二次反射得到的虚像,V3是V1通过镜2二次反射得到的虚像。
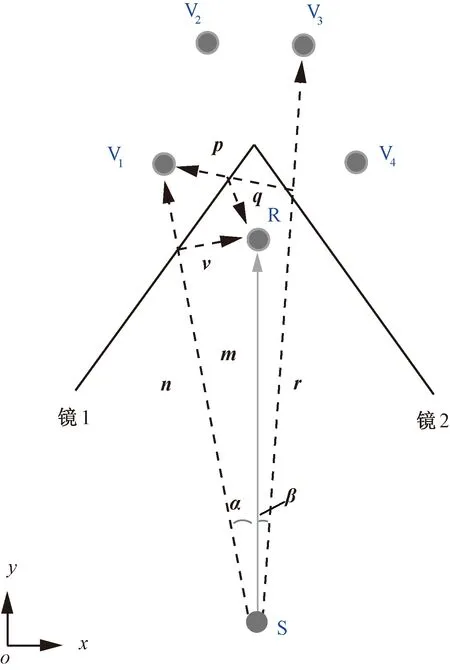
图1 成像系统俯视图
图1中,S为相机,向量m为R的直接观测方向,向量n为相机透过镜1观测V1的方向,向量r为相机透过镜2观测V3的方向。由于向量n与向量v关于镜1对称,因此,V1即为向量v方向观测的R。同理,向量r与向量p关于镜2对称,而向量p的方向又与向量q的方向关于镜1对称,则V3即为向量q方向观测所得的R。V2与V4的成像关系也同理可得。可以利用成像关系将5个像合成样品三维模型[11]。
2 双平面镜三维合成校准方法
图2为相机采集到的11.7 tex纯棉集聚纺纱线的5个视角图像。V1、V2、R、V3、V4在空间上距离远近不同,使得V1、V2、V3、V4在x轴方向(即图像宽度方向)及z轴方向(即图像高度方向)缩小,为了提高纱线三维建模的精度,本文在xoz平面和xoy平面上分别对成像系统校准。

图2 11.7 tex纯棉集聚纺纱线的多视角图像
2.1 xoz平面几何关系
采用大小、色泽均匀且连续的球体作为校准物对双平面镜三维合成系统进行校准,将校准物放置于图2中纱线所处位置,保证校准物和纱线的重心处于同一直线,采集到的图像如图3所示。

图3 校准物的多视角图像
对图像预处理后,分别得出5个图像中各球体重心的z坐标[12],将V1、V2、V3、V4各球体重心的z坐标分别与R相应的z坐标对比,得到各个图像在高度上的位置变化,即完成5个图像在z轴方向的校准。
本文采用人工测量和自动测量2种方法计算校准物图像(图3)在xoz平面x轴方向的缩小比例。
2.1.1 人工测量法
人工标定图3中所有球体的重心,根据球体重心的z坐标找到重心所在行,找出球体的左右两侧边缘,确定该球体的最大宽度像素值。以此方式分别找出V1、V2、V3、V4所有球体最大宽度像素值,与R对应球体的最大宽度像素值对比,即得到图像在xoz平面x轴方向的缩小比例。
2.1.2 自动测量法
从图3可以看出,球体部分的灰度值明显高于背景部分的灰度值,在球体边缘部分,灰度值骤升,相邻2个像素点间的灰度值差值最大,因此,各球体重心z坐标上相邻2个像素点间灰度值差值最大的两点可以确定为球体边缘,两侧边缘的像素x坐标差值即可认定为球体的宽度。通过比较V1、V2、V3、V4与R的宽度大小可以得出图像在xoz平面x轴方向的缩小比例。
2.2 xoy平面几何关系
根据成像原理,可以利用V1、V2、R、V3、V4的几何关系,对图像xoy平面x轴方向的理论缩小比例进行计算,其平面几何关系如图4所示。以图中V1为例,讨论图像在xoy平面x轴方向的理论缩小比例。

图4 xoy平面几何关系示意图
V1简化为线段。AB为R在V1处的直径,MN为V1在焦平面上形成图像的宽度,点G为AM与BN延长线上的交点。因此,AB与MN长度比值即为V1在xoy平面x轴方向的理论缩小比例。
根据xoy平面的几何关系,在xoz平面x轴方向对成像系统校准时,测得缩小比例为各个像在焦平面上的宽度比值,可按以下步骤修正为各个像在三维合成时的缩小比例。
作BE垂直AD,在△ABE中,由成像原理可知∠BAE为54°,则
AE=ABcos54°
(1)
BE=ABsin54°
(2)
作AD垂直GD。证得△BEC与△GFN相似,∠CBE为α,
(3)
式中:XV1为采集所得图像中V1右侧边缘到R中心位置的距离,mm;f为镜头焦距,mm。
EC=BEtanα
(4)
AC=AE+EC
(5)
由式(1)~(5)可以得出,V1、V4在xoz平面x轴方向的缩小比例仍需修正j倍,
j=sin54°tanα+cos54°
(6)
同理,V2、V3在xoz平面x轴方向的缩小比例仍需修正k倍,
k=sin18°tanβ+cos18°
(7)
3 实验部分
3.1 实验材料与设备
本文选用9.7、11.7、14.6以及18.2 tex纯棉集聚纺纱线,在温度为(20±2) ℃、相对湿度为(65±2)%的标准环境下进行实验。
将纱线垂直放于双平面镜成像系统中,采用面阵相机、焦距为35 mm、最大放大倍率为0.7的镜头采集纱线图像;用Uster TESTER 5测量纱线二维直径及切割长度0.3 mm的二维直径CV值,速度为50 m/min,每种纱线测量25 m,各测量5次。
3.2 实验步骤
为了排除背景、图像噪声等因素对条干提取的影响,将采集到的纱线图像裁剪为1 840像素×2 450像素,按照校准所得的缩小比例将虚像调整至与实像大小相同,再采用大津阈值算法对图像进行二值化处理,以半径为4像素的圆盘对图像进行形态学开运算,得到清晰、连续的纱线条干图像。根据各个像之间的几何关系合成纱线条干的三维模型,以纱线条干三维模型各截面的像素点个数表征条干均匀程度。图5示出9.7 tex纯棉集聚纺纱线的采集图像和自动测量法校准后合成的三维模型多视角图像。
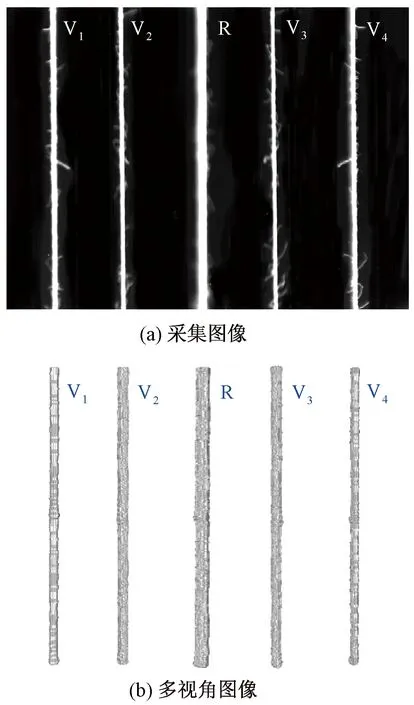
图5 9.7 tex纯棉集聚纺纱线的图像
4 结果与讨论
4.1 双平面镜三维合成缩小比例
根据xoz平面校准结果,在z轴方向,V1与V4比R缩小了1.04倍,V2与V3比R缩小了1.12倍。V1与V4的缩小比例相近,V2与V3的缩小比例相近,从成像原理来看,V2与V3在空间上的距离比V1及V4更远,需要放大更大的倍数。
分别用人工测量和自动测量法计算球体宽度,确定xoz平面x轴方向的缩小比例,结果如表1所示。

表1 xoz平面x轴方向的缩小比例
从表1来看,V1与V4缩小比例相近,V2与V3缩小比例相近,同样是空间上距离远近所致。人工测量法主观性更强,自动测量法更加客观,对采集环境的依赖性较大。总体而言,人工测量法与自动测量法所测缩小比例相差不大,合成效果相似。
由4个虚像在xoz平面x轴方向缩小比例与z轴方向缩小比例可知,V2与V3在xoz平面x轴方向缩小比例的平均值比V1与V4大1.2倍左右,V2与V3在xoz平面z轴方向缩小比例的平均值比V1与V4大1.1倍左右,因此,在xoz平面对成像系统校准时,分别对x轴方向与z轴方向校准是必要的。
4.2 纱线直径及各截面像素点个数
分别记9.7、11.7、14.6以及18.2 tex纯棉集聚纺纱线为样品1、2、3、4,通过人工测量和自动测量校准方法校准后,分别合成纱线条干三维模型,计算各截面的像素点个数,2种方法各测量56张不同纱线图像(对应纱线长度100.8 cm)。三维模型中各截面像素点个数及用Uster TESTER 5测得的纱线二维直径如表 2所示。
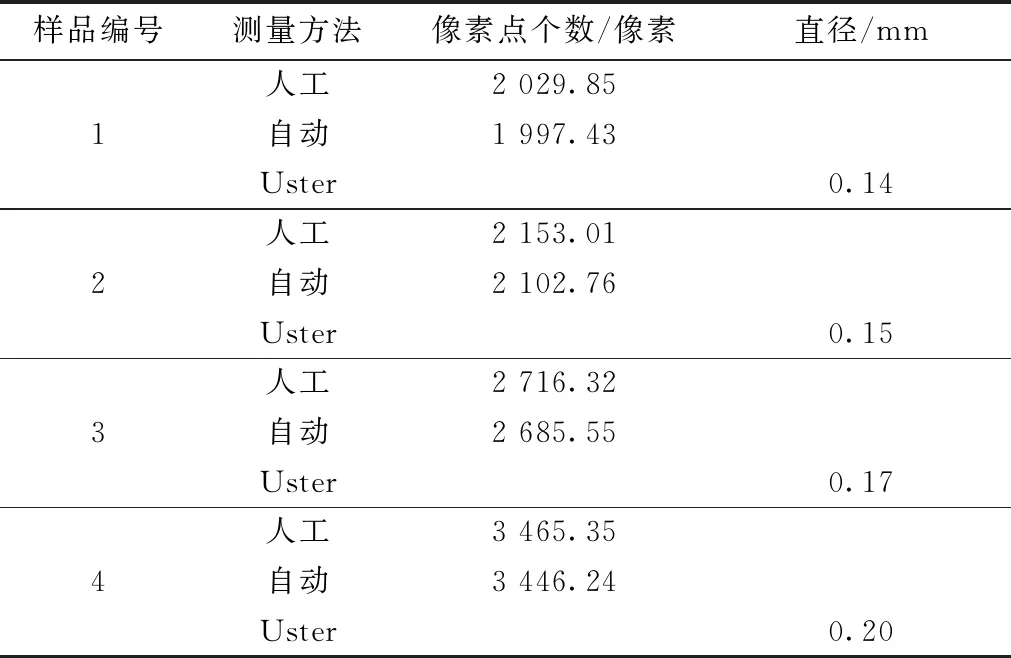
表2 纱线直径及三维模型中各截面像素点个数
由于人工测量法得到的xoz平面x轴方向缩小比例大于自动测量法,分别将4个虚像放大后合成的纱线条干三维模型略粗于自动测量法校准后合成的纱线条干三维模型,表现为人工测量法校准后得到的纱线条干三维模型中各截面像素点个数更多。但测得的各截面像素点个数差异不大,说明2种方法校准后合成的纱线条干三维模型效果相似。
用2种校准方法校准后,得到的各截面像素点个数均随着纱线粗细增加而增加,二者呈正相关。人工测量法校准后测得的各截面像素点个数与Uster TESTER 5测得的纱线二维直径的相关系数为0.989,自动测量法校准后测得的各截面像素点个数与Uster TESTER 5测得的纱线二维直径的相关系数为0.987,证明本文提出的2种校准方法校准效果较好,构建的纱线条干三维模型符合纱线实际。
4.3 纱线条干均匀度测试结果
纱线的条干均匀度通常用条干均匀度变异系数(CV值)表示,因此,三维模型法的纱线条干均匀度CV值用三维模型中各截面像素点个数变异系数表示,并用Uster TESTER 5检测纱线条干切割长度0.3 mm的二维直径CV值,测试结果如表3所示。
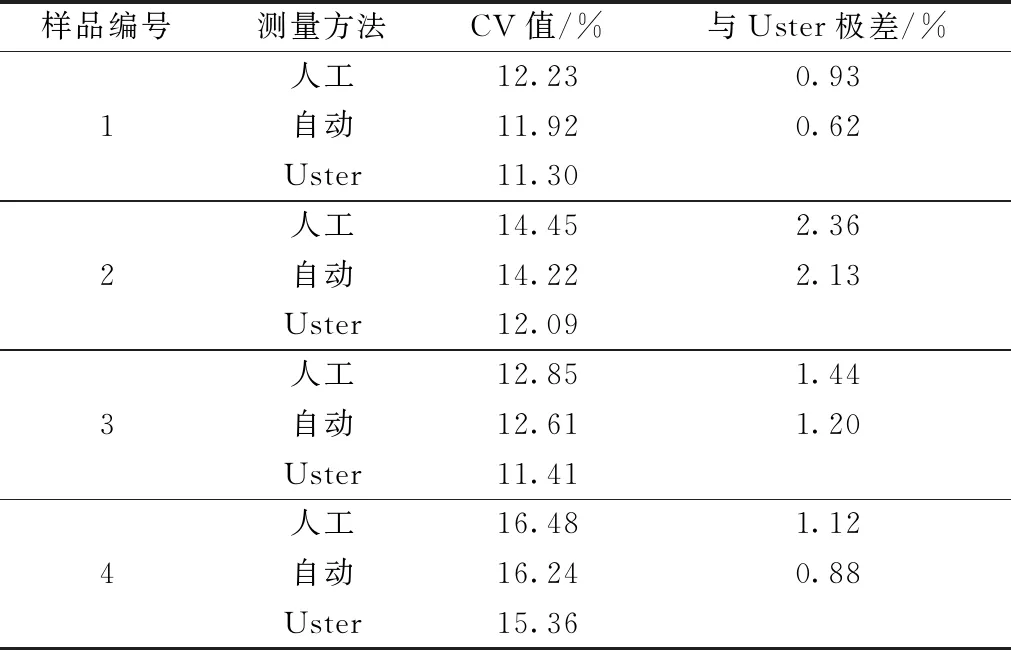
表3 纱线条干均匀度CV值
表3中,用“与Uster极差”表征三维模型法与Uster TESTER 5测量的纱线条干均匀度CV值的差异。
用本文提出的2种校准方法构建纱线三维模型后,对纱线条干均匀度进行检测,检测结果均大于Uster TESTER 5的测试结果,且与Uster极差最大为2.36%,证明从三维层面与二维层面测量纱线条干均匀度有较大差异。
从实验原理来看,Uster TESTER 5测得的纱线条干二维直径CV值为纱线2个侧面线密度变化,本文借助双斜交平面镜成像原理,用5个不同观测角度的图像完成纱线条干三维模型重建,测量每个像素坐标下纱线条干三维模型横截面面积变化以评价纱线条干均匀度,二者测量精度不同,会造成纱线条干均匀度变异系数差异。从实验设备来看,Uster TESTER 5以50 m/min的速度检测,测试长度为25 m,重复实验5次,而本文提出的三维模型法分别拍摄56张纱线图片,纱线片段不连续,尚未实现连续、动态测量,实验样本数量远少于Uster TESTER 5的测试长度,导致测试数据有一定的偏差。在试样拍摄过程中,由于光照的影响造成纱线图像中同根纱线不同部位出现灰度不匀的情况[13],亮度过大部位,特别是棉结、长片段毛羽部位容易被误判为纱线条干部分,增加合成的三维模型中的条干不匀。
5 结 论
纱线条干均匀度是纱线质量的一大评判标准,本文在双平面镜三维合成技术的基础上,提出基于校准工具的校准方法,提高建模精度和纱线条干不匀度测量的准确度。用2种校准方法校准后测得的纱线条干各截面像素点个数与用Uster TESTER 5测得的纱线二维直径的相关系数分别为0.989和0.987,最终纱线条干均匀度测试值与Uster TESTER 5测量值的最大极差在2.36 %,且与Uster TESTER 5测量值呈正相关,因此,本方法具有一定的可行性。此外,将纱线的条干均匀度检测放在一个三维环境时,可以对纱线的各个角度进行观测,以获得更多的细节。
