低损耗纬编成形女士背心的结构设计与建模
2022-08-04董智佳丛洪莲俞旭良
董智佳, 孙 菲, 丛洪莲, 俞旭良
(江南大学 针织技术教育部工程研究中心, 江苏 无锡 214122)
本文以女士紧身短背心为例,将传统纬编无缝背心纵向织造的宽肩带下放转化成横向织造的水平矩形肩带,利用针织组织斜向伸张力自然形成活动余量的特点,将水平矩形肩带拉伸至人体穿戴的位置。通过结构功能分区,设计不同拉伸性能的组织结构。通过组织仿真与背心建模完成各项参数可视化,核对分区位置和数值。最终上机织造实物,对比结构转化前后的工序损耗情况,以期为纬编成形服装的结构设计与工艺优化提供新的设计思路,使其产品损耗降低,更加低碳环保。
1 纬编成形背心的模板结构转化
1.1 结构转化的理论依据
针织物是弯纱成圈、相互串套的,纵横联系密切,线圈结构均匀,在搭配弹性纱线织造后,受力拉伸时,线圈可以沿纵横向相互转移,具有各向异性。图1示出线圈任意角度的拉伸受力分析。可见当α增大至45°时,断裂强力、断裂伸长和拉伸模量达到极大值,此时针织物的拉伸力学性能最佳,具有较强的伸缩性和延展性。如果将背心肩带区域组织的垂直方向或受力最大方向与水平方向拉成45°,就可以利用组织产生的斜向伸张力自然形成活动余量,以此作为穿戴时肩带的竖直方向。

图1 线圈拉伸受力分析图
线圈拉伸受力分析公式[7]为:
Fx=F1sinα+F2cosα
式中:Fx为水平方向上的受力;Fy为垂直方向上的受力;F1为沿线圈纵行方向的分力;F2为沿线圈横列方向的分力;α为线圈横列与水平方向的夹角。
人体肩斜角度(肩线与水平线的夹角)均值为22°,将穿戴时的肩带近似看作垂直肩线,其角度为68°[8],其中需要包括肩带组织最佳拉伸度数45°以及下机后因为组织尺寸收缩产生的上翘度数23°。图2为肩带转化前后示意图。箭头①表示织造工艺方向的变化:将纵向织造的宽肩带下放为横向织造的水平矩形肩带。箭头②表示穿戴方向的变化:利用肩带部位组织较强的斜向伸张力和延伸性能,将横向肩带斜拉转为纵向穿着肩带。
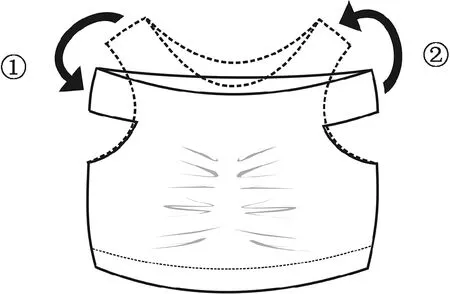
图2 肩带转化前后示意图
1.2 模板结构图的结构转化
纬编无缝产品在圆机上织造,下机后是闭合的三维立体筒状织物,为了方便结构分区设计,从侧面将其展平为二维的平面模板结构图。模板结构图决定上机织造程序,是纬编成形技术的关键之一。其横向意匠格数是由机器筒径决定的固定值,纵向意匠格数代表纵向织造针数,由服装长度实际需要决定。纬编无缝产品的纵向长度与穿着时所需长度基本一致,产品围度小于穿着围度。
纵向织造宽肩带的纬编成形背心的模板结构如图3(a)所示,可以看作背心结合横纵缩率后扩大的外形轮廓。通过控制纵向织造针数来形成深度不同的前后领窝。这种模板结构存在裁耗多的问题,尤其在织造肩带区域时,裁耗面积就大于布料使用面积,使得原料成本和机器能耗提高。
对比两组患者麻醉术后的不良反应率及VAS评分,将评分分为三个阶段:1~3分为轻度疼痛、4~7分为中度疼痛、7~10分为重度疼痛。

图3 无缝背心模板结构图
将图3(a)所示纵向织造的肩带下放至图3(b)所示横向织造的矩形肩带,在前片与后片设计不同尺寸收缩的无缝组织,利用收缩比差,使背心前部比后部收缩更大,自然形成前后领窝,可以减少阴影区域裁耗,使产品损耗降低。横向织造时在肩带区设置与肩带矩形等宽的扎口程序,同时在纵向织造针数减少的情况下得到双层肩带,分担拉伸疲劳,穿戴寿命增加。
2 纬编成形女士紧身短背心设计
2.1 结构功能分区
本文以一款女士紧身短背心设计为例,其结构要素包括:下围织带、罩杯、肩带、侧比、夹弯、背部结构、鸡心[9]。对其进行功能结构区域划分,女性特殊的身体曲率使得分区线条多为曲线[10]。根据所需无缝组织的性能把划分好的区域归为6类,即低弹承托区A、高收缩比区B、高弹区C、高延伸区D、中弹区E、设计区F,区域细分如图4所示。

图4 背心款式图
A区域分布在女性的乳房下部承托胸部、在侧面收紧副乳、在后中心支撑形态;在前中心和后中心上方的肩带区域设计A组织收紧,避免肩带拉伸余量导致的布面起皱。B区域分布在背心前部的鸡心区域,其组织尺寸收缩大,下机后前中区域收缩大于后中区域,前领窝弧度大于后领窝,水平矩形肩带自然上翘,为拉伸提供可能。C区域分布在水平矩形肩带除前中和后中以外的区域,方便协调水平肩带拉伸至穿戴位置;分布在罩杯区域上方,与鸡心区域配合抽起胸包,以适应女性乳房曲率;分布在下摆处使穿脱方便。D区域分布在肩带拉伸区与罩杯区域的连接处,起衔接的作用。E区域分布在A区域低弹承托区的附近,中和尺寸收缩差异大的两个组织结构,使服装平整,起过渡作用。F区域分别分布在裁耗区、非功能区,减少纱线原料的浪费。
2.2 模板结构图的绘制
将如图4所示的三维闭合筒状背心从左侧展开,得到如图5所示的平面功能分区模板结构图,前片以前中心线为纵轴左右对称,后片亦然。
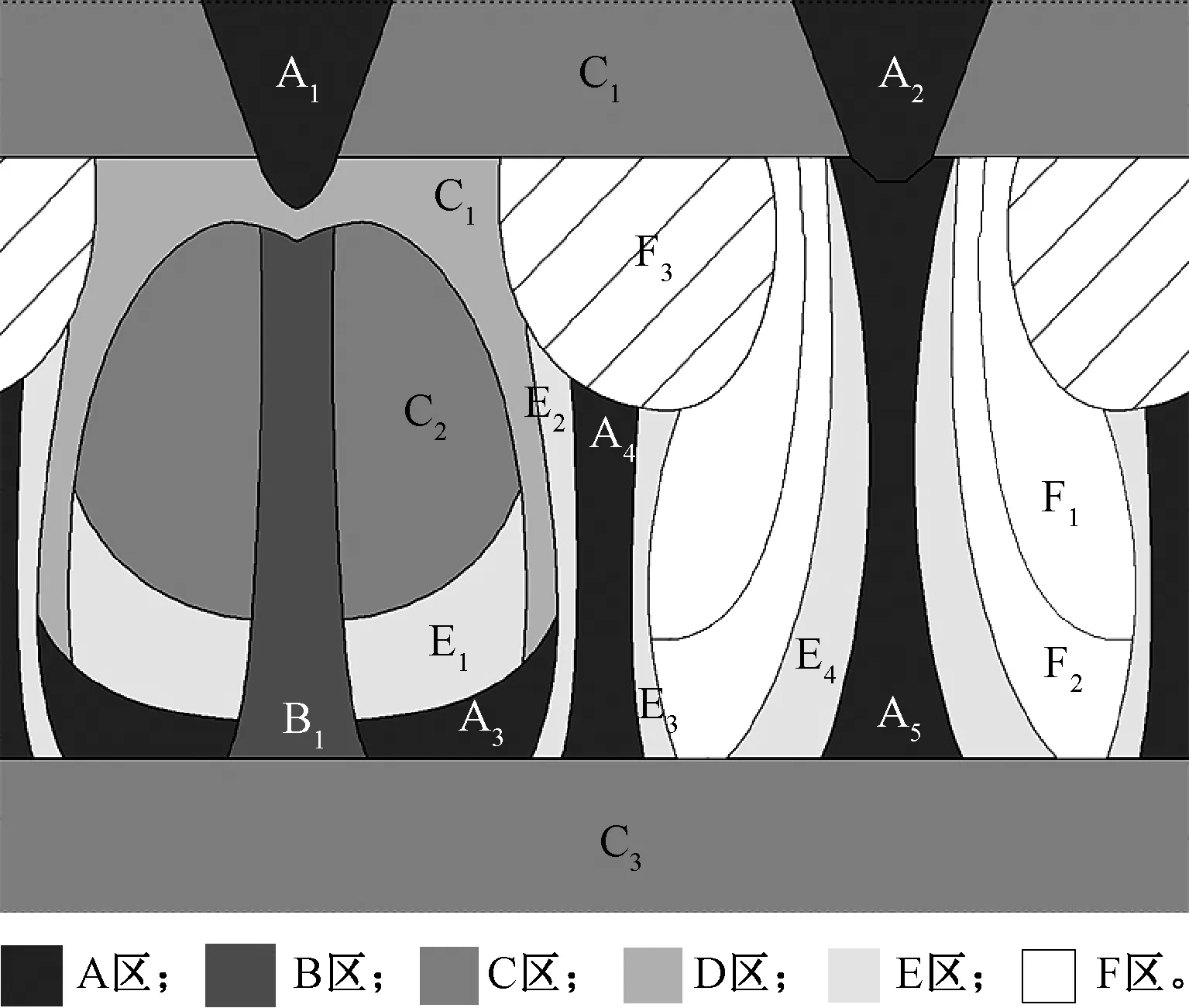
图5 功能分区模板结构图
图5中各区域横纵向意匠格数与实际横纵向长度如表1所示。其中横纵向针数均为以各个不规则区域边缘计算的最大针数。
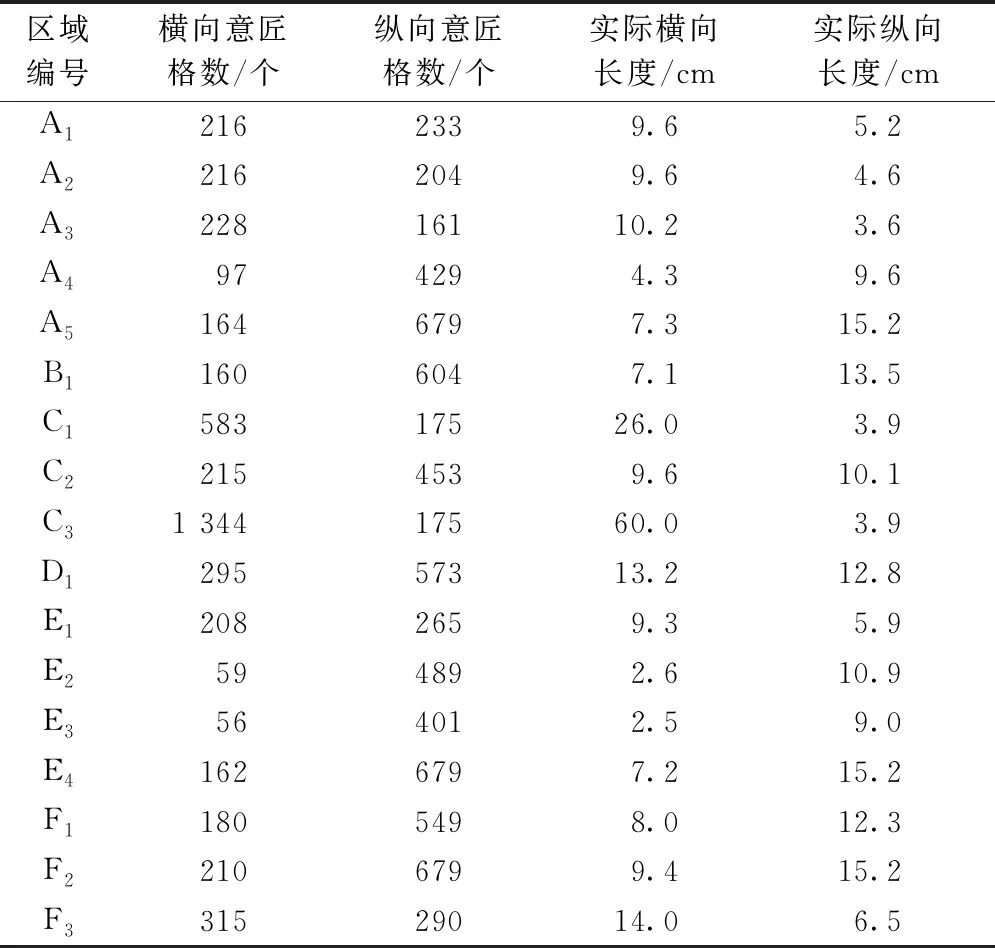
表1 各分区数值表
各个区域实际横向尺寸为Fh(n),cm;实际纵向尺寸为Fz(n),cm。筒状衣片实际总横向尺寸为Ph(n),cm;实际总纵向尺寸为Pz(n),cm。各个区域横向织造意匠格数为Ah(n),个;纵向织造意匠格数为Az(n),个。模板结构图中总横向意匠格数为Mh(n),个;总纵向意匠格数为Mz(n),个。Mh(n)受机器筒径影响为固定值1 344个,n代表图5所示的17个区域代号,织造针数与实际长度换算的计算公式为:
Ah(n)=Mh(n)Fh(n)/Ph(n)
Az(n)=Mz(n)Fz(n)/Pz(n)
2.3 组织设计
按照已经划好的功能区域需求,设计不同性能的无缝组织,实现背心曲度变化,满足各区域使用需求,各区域组织结构意匠图如图6所示。
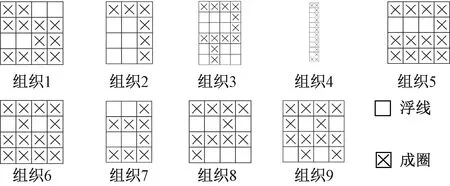
图6 组织意匠图
A区域组织结构紧密、弹性低,起承托功能,设计2+2假罗纹(组织1)、收紧组织(组织2)、横向1隔3纵向1隔2浮线组织(组织3)。B区域组织尺寸收缩比大,结构紧密低弹,设计褶裥组织(组织4)。C区域组织具有高弹性回复,设计横向1隔3纵向1隔1浮线组织(组织5)、1隔1浮线组织(组织6)。D区域组织具有高延伸性,设计2+1假罗纹组织(组织7)。E区域组织介于高弹性与低弹性之间,设计1隔3浮线斜纹组织(组织8)。F区域组织透气,组织结构变化少,设计网眼组织(组织9)、平纹组织。
3 三维建模与虚拟展示
3.1 纬编成形女士背心区域数据核对
运用CLO3d软件对人体模型进行参数设置,获得衣服尺码为160/84A的特征女性人体模型,完成参数化三维人体模型重建。根据表1中结构功能分区中的各区域的位置及数值占比,使用3 d笔工具在特征女性人体模型上划分功能区域,如图7所示。可以直接观察功能分区线的位置和数值是否与人体结构匹配。3 d笔工具可以快速获得各个曲线的长度,相对于人体实际测量更为准确。此外,建立背心模板结构参数与人体部位尺寸间的对应关系,可以验证模板结构图中各分区的位置和占比数据的合理性。
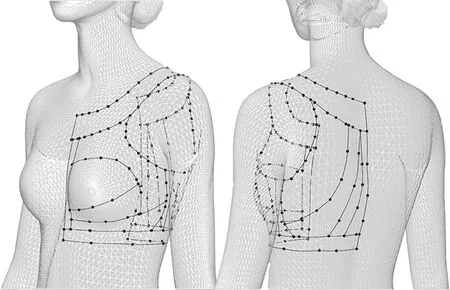
图7 特征人体区域划分图
3.2 组织结构仿真
使用SDS-ONE Design软件对织物线圈结构进行三维仿真模拟,获得逼真的高精度的线圈、面料模拟仿真效果。在组织结构意匠图设计完成后,输入编织结构,纱线的线密度、颜色,截取4个组织循环的仿真图,导出.png格式的无缝组织仿真图,在背心建模时调用。
3.3 纬编成形女士紧身背心的建模
在特征人体模型上使用3 d笔根据设计好的背心结构绘制出区域形状,得到三维背心曲面板片,再使用板片工具展平为二维板片,记录数据并进行曲线修正。然后显示人体安排点,将板片安排至人体合适区域,使用缝纫线工具对板片进行固定方向的缝合,将二维平面样片虚拟缝合在特征人体模型上,创建虚拟无缝背心。再将仿真面料通过法线贴图技术和纹理贴图技术,与背心模型结合,达到增强织物真实感的目的。最后打开模拟观测背心的整体形态,根据虚拟展示效果对二维样片上的分区和数值进行修正。背心的模拟参数属性如下:粒子间距为2 mm,厚度为0.1 mm,纬向缩率为17%,经向缩率为29%,面密度为53 g/m2。其中粒子间距代表织物的硬度与品质,粒子间距越小,织物越软,模拟品质越好。纬编无缝女士紧身短背心仿真效果如图8所示。

图8 背心仿真图
4 优化前后损耗对比
4.1 工艺实现
采用圣东尼无缝内衣圆机(SM8-TOP2 MP2)编织, 机号E28针/(2.54 cm),筒径38.1 cm,总针数为1 344针。纬编成形女士紧身短背心是弹性贴体产品,除了组织结构,还有纱线原料和织物密度会影响织物延伸性能。
选用纱线需要满足柔软亲肤、弹性好的特点。该无缝内衣机为添纱织造,2根纱线同时喂入机器。面纱选用77 dtex锦纶/氨纶包覆纱,地纱选用56 dtex聚对苯二甲酸丁二醇酯(PBT)弹性纤维。
对于消极式给纱的纬编机,线圈长度的主要影响因素为弯纱深度。通过改变Digraph3plus程序中成圈密度参数来调整每个成圈三角的位置,以此来改变弯纱深度,进而改变织物的密度。背心3个区域的织造参数设置如下:矩形肩带P18,衣身P11,下围织带P25。
使用PHOTON软件绘制出.dis格式的模板结构图;再使用Digraph3plus软件进行成圈机件和针数的设置;机器通过读取.co程序文件进行编织。下机经过煮缩与后道处理得到成品,成品如图9所示。整个生产过程中无缝背心的尺寸会涉及3个:下机尺寸、成品尺寸、穿着尺寸。下机尺寸涉及织造缩率,下机尺寸与成品尺寸之间涉及染整缩率,成品尺寸与穿着尺寸之间涉及拉伸率与压力舒适性。具体尺寸数据如表2所示。

图9 背心实物图
4.2 损耗对比
在纬编成形上机程序里,1个意匠格数代表1个线圈针数,为了统计图3(a)与图3(b)2种模板结构图优化前后的意匠格数,将其从上机程序中导出,在AdobePhotoShop软件中使用魔棒工具选中不同色块,获得直方图中每个色块的像素点,用像素点来统计意匠格数,可以表征每个区域的工作量,表3示出结构转化前后各工序区域像素点数。
由表3可得,在其他各参数不变的情况下,纱线原料与意匠格数成正比,意匠格数以像素点数表征,结构优化后纱线原料使用量减少8%。纵向针数减少,使机器织造时间减少,单面无缝提花机转速为60 r/min,一次编织8路,结合实际计时得到优化后背心织造时间减少7.7%,如表4所示。
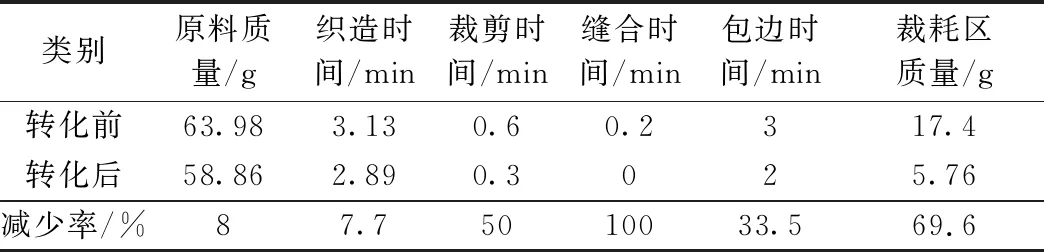
表4 背心制造工序表
优化后裁剪区像素点减少69.6%。转化前缝合工序中的像素点是2道肩线,转化后矩形肩带通过调节机器紧度控制织造密度,以调节肩带的尺寸,缝合工作量降为0。转化后用肩带区的扎口取代前后领口的包边,包边像素点相应减少57.9%。转化后水平矩形肩带的设计使裁耗区减少69.6%,有效增加了布料利用率,更加低碳环保。通过对实际制作工序的分析可知,结构工艺转化前后的纬编成形女士短背心在部分工序的损耗有所降低。
5 结 论
针织组织斜向伸张力自然形成活动余量为纬编成形服饰的设计提供了新的设计理念,肩带织造方向由纵向转化为横向,可以消除无缝背心普遍存在的肩缝,使裁耗区占比降低69.6%,面料利用率提升,使得服装生产更加低碳环保。三维建模与虚拟展示是依照二维到三维再到二维的思路,通过产品的参数可视化仿真,提高各区域位置和数据的合理性和精确度。减少设计工序和研发工序中的反复打样,也能缩短开发周期、规范生产流程、简化经验设计法、减少人力物力的损耗。本文研发的纬编成形女士紧身短背心,通过改变肩带织造方向和优化模板结构图,可以使生产工序中纱线原料减少8%,机器织造时间减少7.7%,裁剪工序时长减少50%,缝合工序消除,包边工序时长减少33.5%,损耗降低,为纬编成形女士紧身背心的模板结构图优化提供参考。
