乙烯球罐硬度偏低问题分析处理
2022-08-02贺小刚
贺小刚
(北京市特种设备检验检测研究院,北京 100029)
2000年左右,国内乙烯球罐开始广泛使用07MnNiCrMoVDR钢建造,该钢材为压力容器用调质高强度钢,标准最低抗拉强度610 MPa,钢材(特别是表层)的强度和硬度较高[1]。
该钢材在原材料冶炼过程中,采取了KR脱硫技术及RH真空处理等技术[2]。国内学术界曾对07MnNiCrMoVDR钢制乙烯球罐中是否需进行整体热处理存在着不同见解,由于国内外压力容器相关标准对类似钢材均有热处理要求,同时国内球罐整体热处理技术已成熟,因此07MnNiCrMoVDR钢制乙烯球罐的建造均按照标准要求进行了整体热处理,球罐整体焊后热处理规范规定为(570±20) ℃[3]。热处理温度控制在组织急剧变化的温度临界值之下,焊后热处理没有改变材料原有的机械性能,即热处理前后母材硬度基本不变[4]。
钢材硬度值与其强度存在着一定的比例关系,对钢铁材料来说,其抗拉强度近似等于布氏硬度值的三倍[5]。根据相关标准,硬度值也可以直接与强度值进行对应[6]。因此,在压力容器定期检验过程中发现的硬度值异常问题,可以结合材料化学成分分析、金相检验、强度校核等进行综合分析。本文对07MnNiCrMoVDR钢制乙烯球罐定期检验过程中发现的硬度偏低问题进行了分析处理,给出了定期检验结论。本文可为今后同类钢种球罐检验提供技术储 备。
1 球罐基本情况
对某化工厂一台在役乙烯球罐进行了定期检验,该球罐基本信息如表1所示。

表1 球罐基本信息Table 1 General information of spherical tank
本台球罐结构为混合式三带球罐,由30块球壳板组成,其中赤道带16块,上、下温带各4块,上下极板各3块。
球罐投入运行一年后,由某检验机构进行了首次开罐检验,检验项目包括内表面对接焊缝100%荧光磁粉检测、超声波检测,未发现超标缺陷,安全状况等级为2级。
最近一次检验前进行了资料审查,重点审查了上次全面检验以来的球罐运行资料,确认球罐运行平稳,无异常情况。
2 检验发现的问题
检验前,检验人员根据安全技术规范制定了检验方案[7],检验项目包括:宏观检查、内表面焊缝100%荧光磁粉检测、内表面对接焊缝100%超声检测、壁厚测定、硬度测定、金相分析(必要时)、化学成分分析(必要时)、耐压试验、气密性试验、安全附件检验等。
检验人员按照检验方案进行了宏观检查、内表面焊缝100%荧光磁粉检测、内表面对接焊缝100%超声检测、壁厚测定等均符合要求。硬度测定时发现C1、C9两块球壳板硬度异常偏低,其余球壳板硬度符合要求。该球罐结构为混合式三带球罐,C1和C9均为赤道带球壳板。根据检验方案C1和C9球壳板均选取3点进行硬度测定,其中1个硬度测点为球壳板中心附近,另外两个硬度测点选取球壳板板边附近。球壳板C1内表面3点硬度值分别为HB 119、HB 125和HB 122;球壳板C9内表面3点硬度值分别为HB 132、HB 137和HB140。C1和C9球壳板硬度测定位置如图1所示。
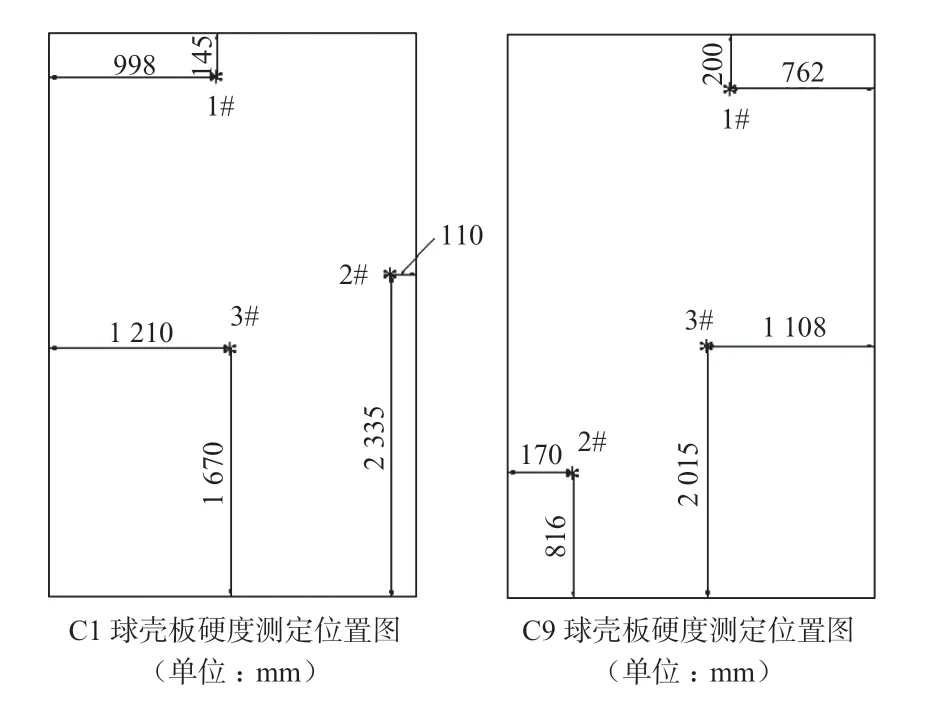
图1 球壳板硬度测定位置图Fig.1 Diagram of hardness measurement position of spherical shell plate
基于材料硬度与抗拉强度的相应关系,将测得的硬度值按照标准《黑色金属硬度及强度换算值》中给定的图表进行转换,转换后的材料抗拉强度分别如表2和表3所示。

表2 球壳板C1内表面抗拉强度值Table 2 Tensile strength value of inner surface of spherical shell plate C1

表3 球壳板C9内表面抗拉强度值Table 3 Tensile strength value of inner surface of spherical shell plate C9
由表2和表3可见,硬度异常偏低的C1、C9球壳板的抗拉强度明显低于07MnNiCrMoVDR标称抗拉强度下限值,偏低幅度最大为27.2%。
3 问题分析
3.1 历次全面检验报告的查阅
查看该球罐的首次全面检验报告,发现该球罐球壳板逐张进行了硬度测定,且硬度测定结论为可接受。报告中C1、C9球壳板的硬度值如下:C1板进行了5点硬度测定,硬度值(LD)分别为444、430、429、429、426, C9板进行了5点硬度测定,硬度值(LD)分别为420、434、438、436、441。按照标准GB/T 1172 《黑色金属硬度及强度换算值》,将硬度值转换为强度值,转换后的材料抗拉强度分别如表4和表5所示。

表4 球壳板C1内表面抗拉强度值(首次定期检验)Table 4 Tensile strength value of inner surface of spherical shell plate C1(First time periodical inspection)

表5 球壳板C9内表面抗拉强度值(首次定期检验)Table 5 Tensile strength value of inner surface of spherical shell plate C9(First time periodical inspection)
由表4和表5可见,C1、C9球壳板的抗拉强度明显低于07MnNiCrMoVDR标称抗拉强度下限值,偏低幅度最大为14.2%。
为分析硬度偏低原因,检验人员对C1、C9两块球壳板进行了主要合金元素含量的化学成分分析和金相检验。
3.2 光谱分析
C1、C9两块球壳板光谱分析结果见表6,由于检验条件所限,只对表中元素进行了分析。由分析结果可知,材料主要合金元素含量满足07MnNiCrMoVDR合金元素含量的要求[8]。
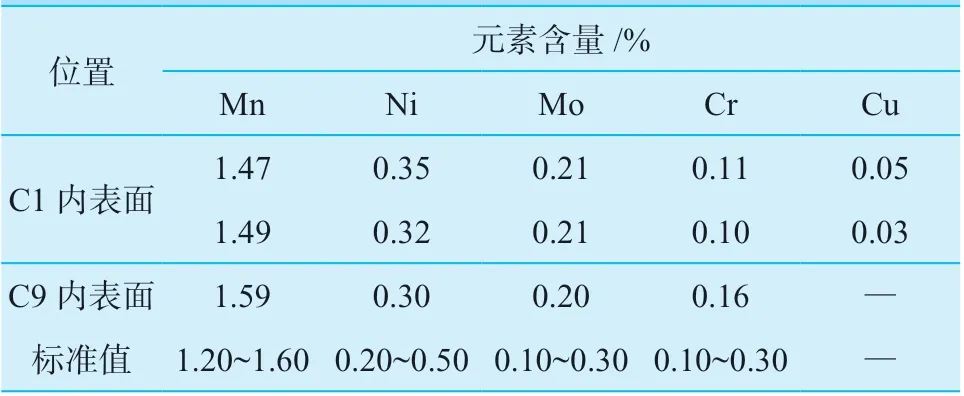
表6 C1、C9两块球壳板光谱分析结果Table 6 Spectral analysis results of C1 and C9 spherical shell plates
3.3 金相检验
对C1、C9两块球壳板内表面进行了金相检验,内表面均严重脱碳,其中C1金相组织未发现马氏体组织,C9金相组织为铁素体加少量贝氏体,分别见图2和图3。
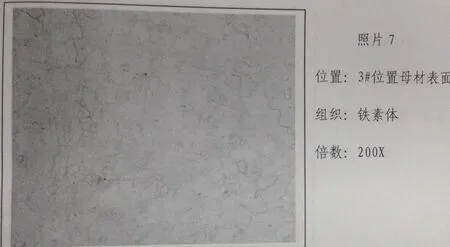
图2 C1球壳板内表面金相图Fig.2 Metallographic diagram of inner surface of C1 spherical shell plate
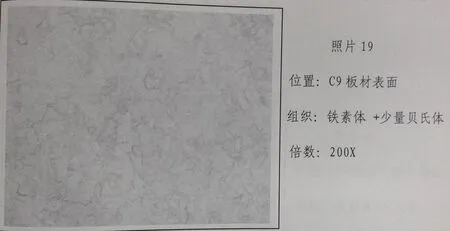
图3 C9球壳板内表面金相图Fig.3 Metallographic diagram of inner surface of C9 spherical shell plate
4 问题的处理
为评价该球罐C1、C9两块球壳板硬度异常偏低对于球罐强度及安全性的影响,对两球壳板在表面沿厚度方向打磨一定深度后进行硬度测定及金相分析,确定硬度异常偏低沿厚度方向的分布范围,一旦硬度值达到07MnNiCrMoVDR材料最低标称抗拉强度对应的硬度值,就确定了硬度偏低的边界。同时要求打磨形成凹坑光滑、过渡平缓。
4.1 硬度偏低边界的确定
C1、C9内表面分别打磨0.75 mm、1.5 mm、2.0 mm后进了硬度测定,硬度值见表7和表8,C9外表面分别打磨0.8 mm、1.4 mm、1.9 mm、2.2 mm和2.5 mm后进行了硬度测定,硬度值见表9。

表7 C1球壳板内表面硬度测定值Table 7 Hardness value of inner surface of C1 spherical shell plate
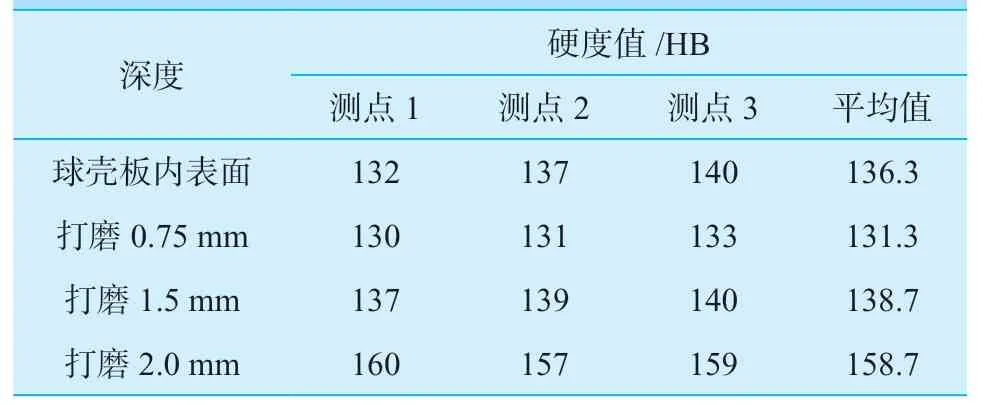
表8 C9球壳板内表面硬度测定值Table 8 Hardness value of inner surface of C9 spherical shell plate
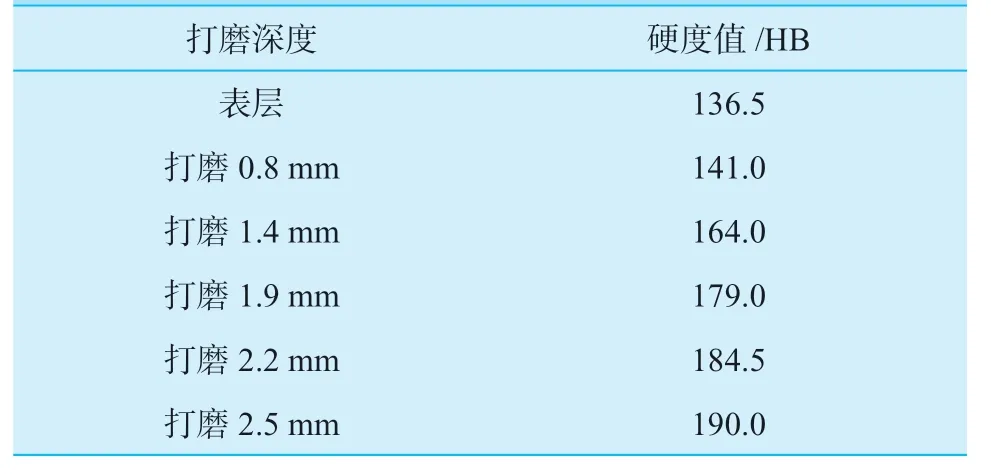
表9 C9球壳板外表面硬度测定值Table 9 Hardness value of outer surface of C9 spherical shell plate
按照标准GB/T 1172 《黑色金属硬度及强度换算值》,将硬度值转换为强度值,转换后的材料抗拉强度分别见表10、11、12。

表10 C1球壳板内表面不同深度材料抗拉强度值Table 10 Tensile strength values of material at different depths on the inner surface of C1 spherical shell plate
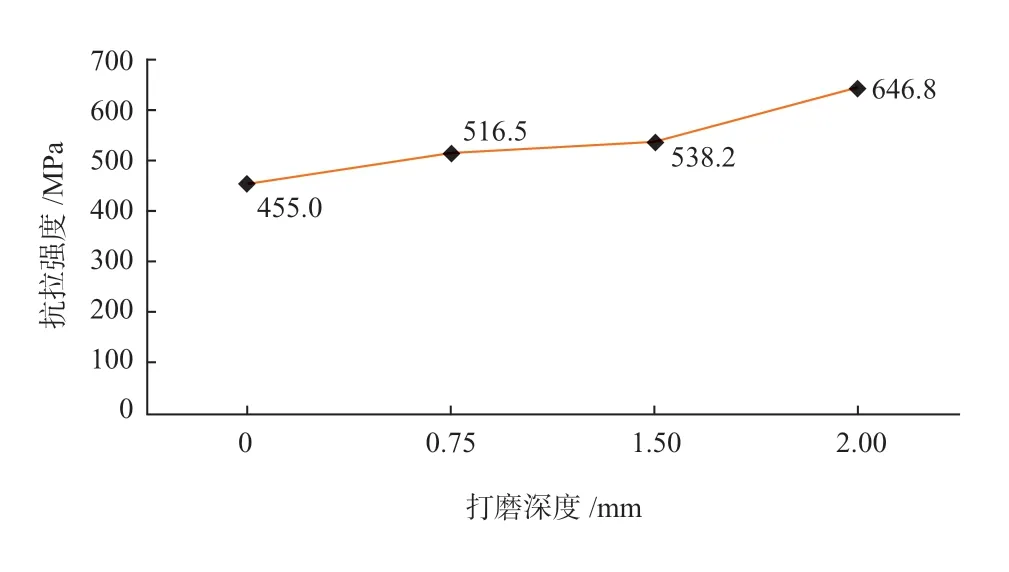
图4 C1球壳板内表面抗拉强度随打磨深度的变化趋势Fig.4 Variation Trend of tensile strength of inner surface of C1 spherical shell plate with grinding depth
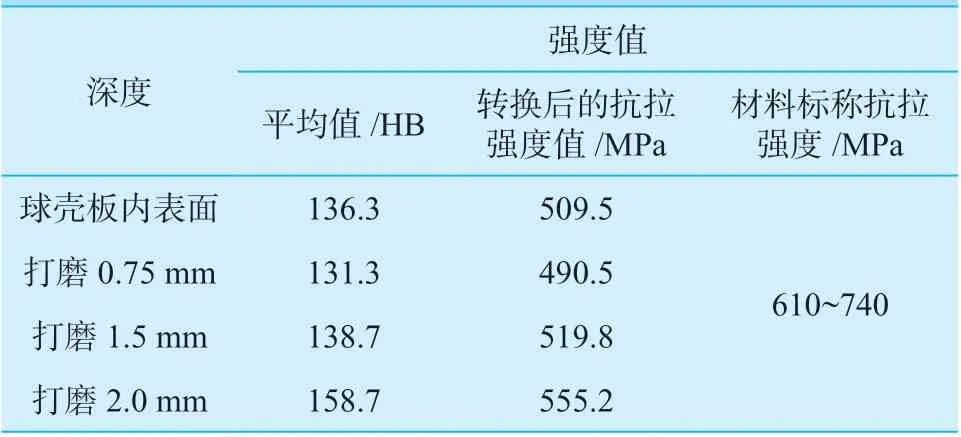
表11 C9球壳板内表面不同深度材料抗拉强度值Table 11 Tensile strength values of material at different depths on the inner surface of C9 spherical shell plate
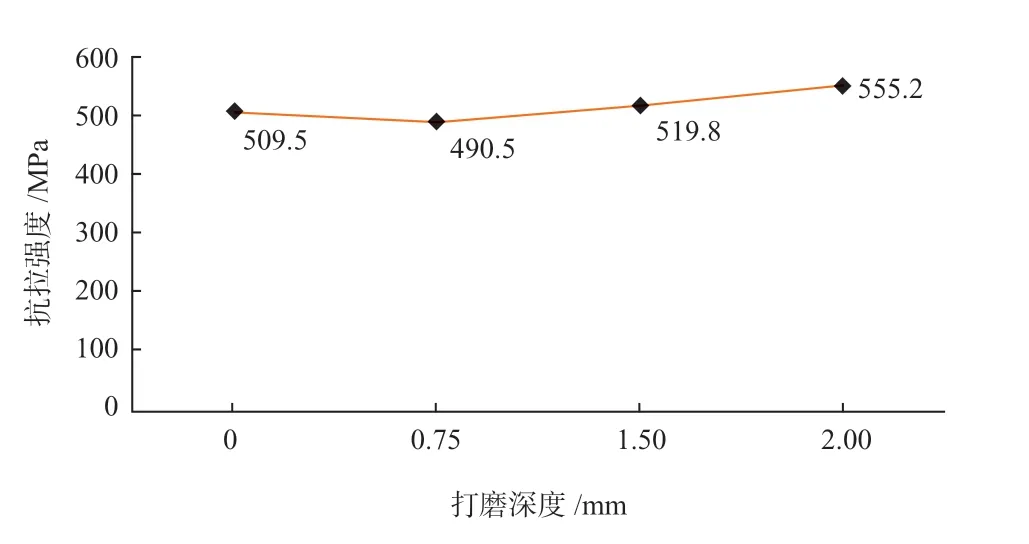
图5 C9球壳板内表面抗拉强度随打磨深度的变化趋势Fig.5 Variation Trend of tensile strength of inner surface of C9 spherical shell plate with grinding depth

表12 C9球壳板外表面不同深度材料抗拉强度值Table 12 Tensile strength values of material at different depths on the outer surface of C9 spherical shell plate
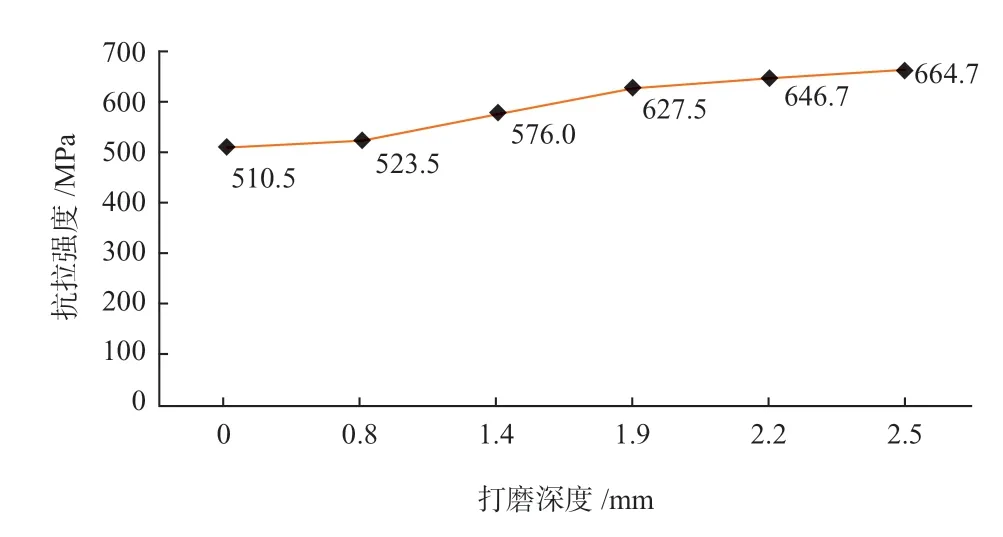
图6 C9球壳板外表面抗拉强度随打磨深度的变化趋势Fig.6 Variation Trend of tensile strength of outer surface of C9 spherical shell plate with grinding depth
由上述C1、C9球壳板硬度随打磨深度的变化趋势可知,硬度异常偏低的球壳板表面损伤范围,C1不超过表层2.0 mm,C9外表面不超过表层1.9 mm,C9内表面不超过表层2.8 mm。
4.2 打磨后球壳板金相检验
C1、C9球壳板内表面打磨2.5mm后进了金相检验,金相组织为铁素体+贝氏体,未见异常劣化,分别见图7和图8。
4.3 硬度异常偏低原因分析
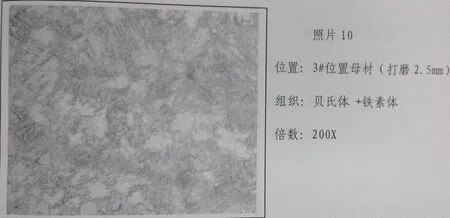
图7 C1球壳板内表面打磨2.5 mmFig.7 Metallographic diagram of grinding depth 2.5 mm for the inner surface of C1 spherical shell plate
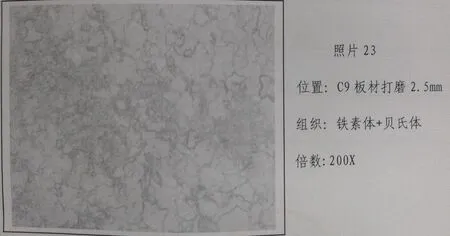
图8 C9球壳板内表面打磨2.5 mmFig.8 Metallographic diagram of grinding depth 2.5 mm for the inner surface of C9 spherical shell plate
通过对两球壳板在厚度方向打磨一定深度后进行的硬度测定及金相分析,确认经过打磨后脱碳现象有逐步减少至最终消失的变化趋势,C1、C9硬度异常减薄仅局限于球壳板内外表面的沿厚度方向一定深度内,而不是整个厚度方向全部劣化。
球罐使用过程中未发生过受火等异常情况,排除使用过程中造成的材质劣化,推断原因可能是球壳板所用材料制造过程本身遭受过异常受热过程所导致的表层脱碳现象。
4.4 球罐整体强度校核
C1、C9球壳板壁厚测定值见表13。考虑到C1、C9两块球壳板硬度偏低的范围边界,保守地假设球罐球壳板内外表面共5.0 mm厚度范围内材料不承压,以实测壁厚计算球罐有效壁厚为33.43 mm,强度校核过程如表13所示。
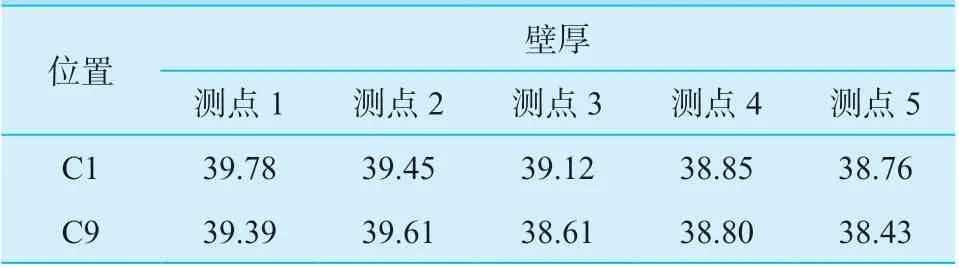
表13 C1、C9球壳板壁厚测定值Table 13 Measured wall thickness of C1 and C9 spherical shell plates mm
强度校核选用标准:GB/T 12337—2014《钢制球形储罐》[9];校核参数取值说明如下:
δ——球壳计算厚度,mm;
Pc—— 计算压力,MPa,取 2.2+7 159×453×9.81/109= 2.232 MPa ,C1、C9赤道板液柱高度7 159 mm;
Di——球壳内直径,mm,取φ=12 300 mm;
[σ]t—— 设计温度下球罐材料的许用应力,MPa,取226 MPa(已经扣除不合格材料部分厚度);
φ——焊接接头系数,取1.0;
C—— 至下次检验周期的腐蚀量,mm,取0 mm(腐蚀量已经包含在扣除不合格材料部分厚度内)。
校核计算厚度:δ=Pc·Di/ (4[σ]tφ-Pc) = 2.232×12 300/4×226×1 - 2.232) = 30.45 mm,与SW6中球罐赤道板计算厚度计算结果一致。
球罐有效壁厚大于这两块壳板的设计厚度,满足强度要求。
该球罐由8根支柱支撑,C1和C9球壳板均不带有支柱,因此不需对C1和C9球壳板与支柱连接最低点a进行应力校核[9]。
该球罐按照检验方案要求进行了宏观检查、内表面焊缝100%荧光磁粉检测、内表面对接焊缝100%超声检测、壁厚测定(强度校核)、硬度测定、金相分析、化学成分分析、耐压试验、气密性试验和安全附件检查,检验结论符合要求。
5 结论
(1)该球罐下次定期检验时应对硬度异常偏低球壳板再次进行硬度测定,检验母材材质状况。
(2)容器定期检验硬度测定后,可以根据国标GB/T 1172《黑色金属硬度及强度换算值》,将硬度值转变为强度值,判定是否符合要求。