补贴方案在铸造工艺中的应用
2022-08-02郑立林黄志伟吴俊俊
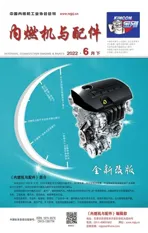
铸造是指将固态金属熔化为液态倒入特定形状的铸型,待其凝固成形的加工方式。
巧传播:面向网络传播特点积极生产内容,利用社交媒体中的本地人群和KOL(关键意见领袖),采用大数据所描述的精准用户画像多场景、多维度的复合型精准智能传播。
金属的收缩在以下三个阶段进行:液态冷却;凝固;固态冷却。其收缩状态下的体积变化与浇注温度冷却变化情况如下图1所示。
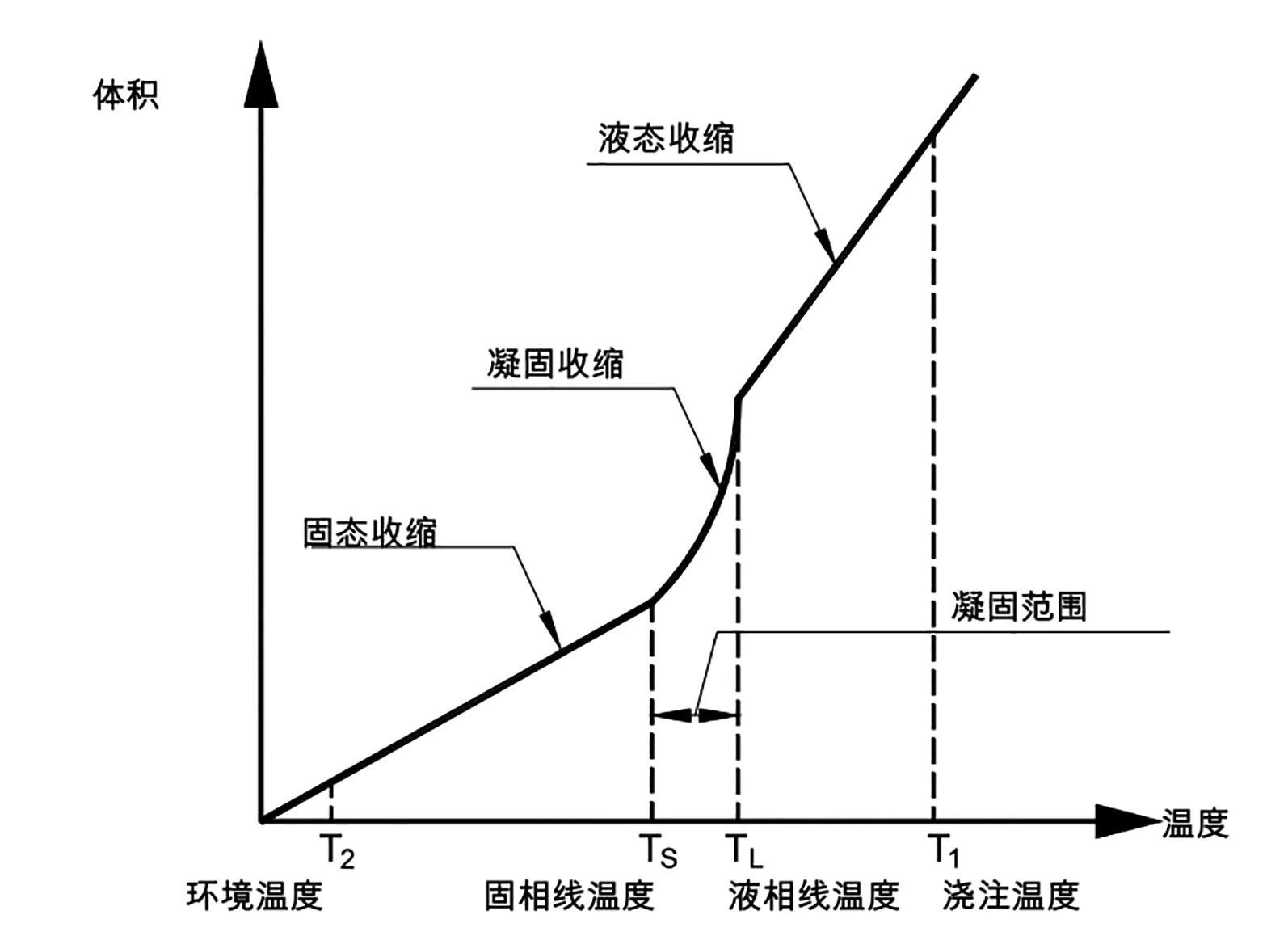
铸件中缩松的形成见下图2。在浇注温度为T
时开始浇注,型腔内金属液的高度能达到平面A
;此时金属液开始液态收缩,当型腔内铸件温度降到液相线温度 T
时,金属液的高度下降到了平面 A
,接下来开始凝固收缩。
由于砂型的温度远低于金属液的温度,所以金属液的热量是通过砂型的接触面进行热交换,从高到低,由金属液内部向外进行热量的流通,金属从型壁的接触表面开始向内收缩凝固。但是,由于固态金属密度比液态金属大,质量相同的情况下,固态下的体积更小,所以在凝固过程中,铸件还将继续收缩,直到达到固相线温度 T
。
固态金属一直在收缩,直到铸件温度冷却到环境温度 T
,铸件将稍微脱离型壁A
。
因此在液态冷却和凝固收缩的过程中,金属液外侧开始凝固成一层壳,并且逐步向内部凝固,但是内部的金属液(即最后凝固的部分)在转变成固态时,体积减小,却无法得到金属液的补充,这样由于收缩将产生缩孔。
在铸造工艺设计中,通常需要采用放置冒口、放置冷铁等措施来改变铸件的凝固顺序,以达到铸件内部无缩松、缩孔的目的。但是在实际的工艺设计中,会存在一些产品因为结构原因,补缩通道受限,早于热节凝固,铸件内部易形成孤立热节,产品出现缩松、缩孔缺陷。
近日,美国马里兰大学和哈佛大学共同发起的一项研究发现,父母常常向婴儿重复词语将有利于他日后语言表达能力的增强。研究人员对7个月左右的婴儿进行了语言理解测试,并在被试2岁时再次测试其词汇量。他们发现,拥有较强语言能力的幼儿在婴儿期常常接受父母“磨耳朵”,即父母常常向他们重复一些词语。这些幼儿的语感和语言理解力也比同龄人要强。
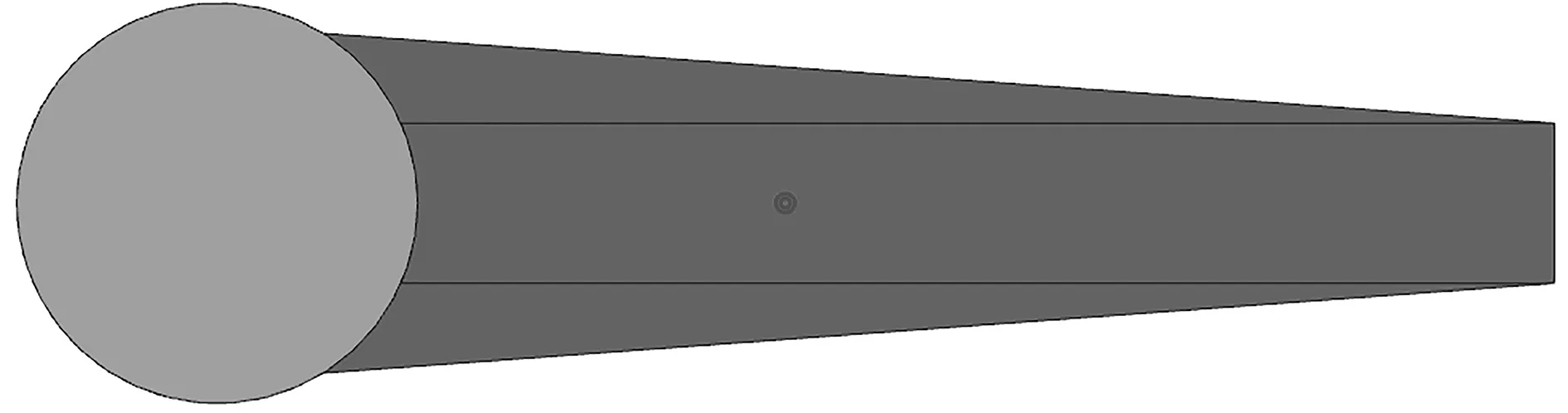
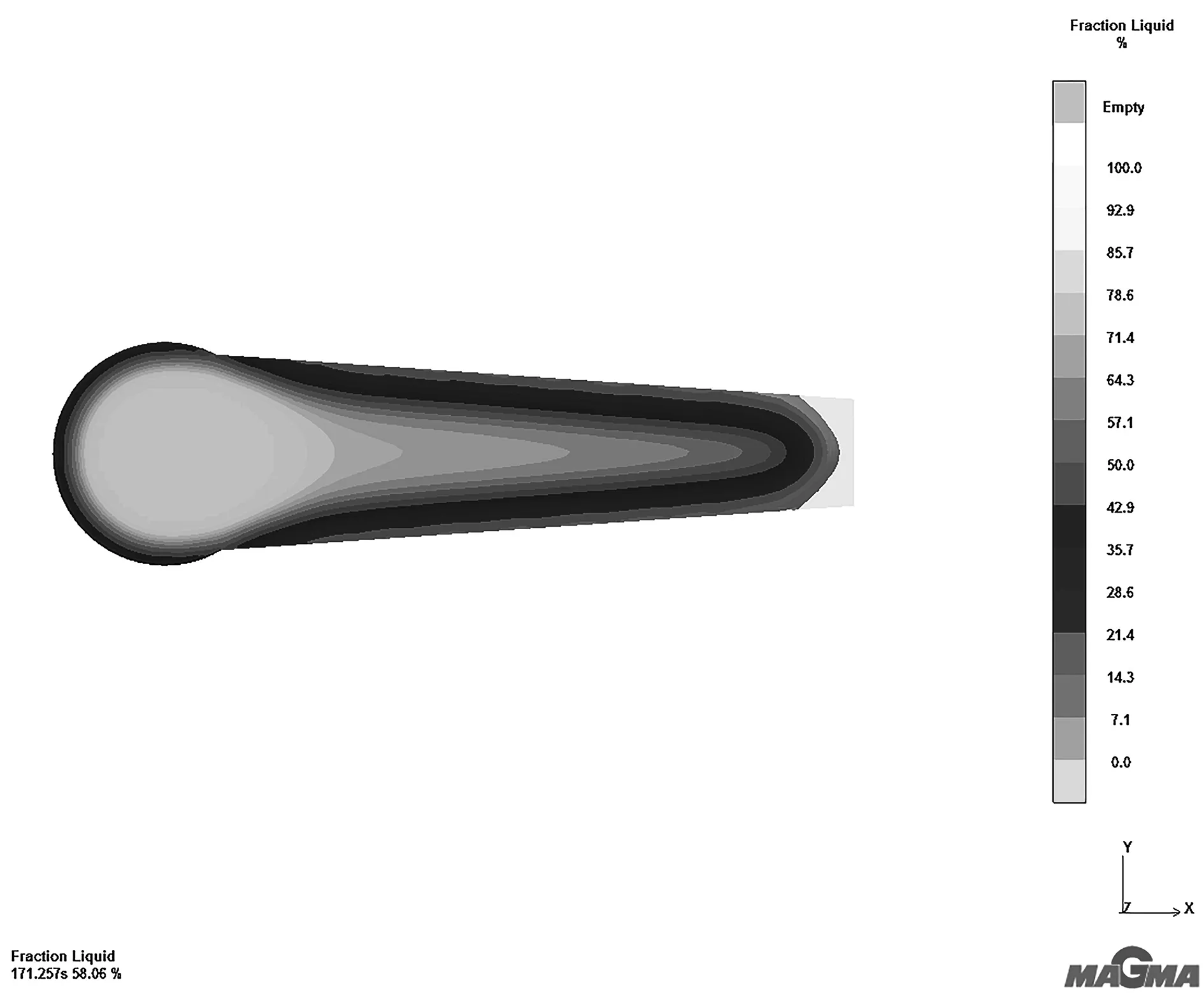
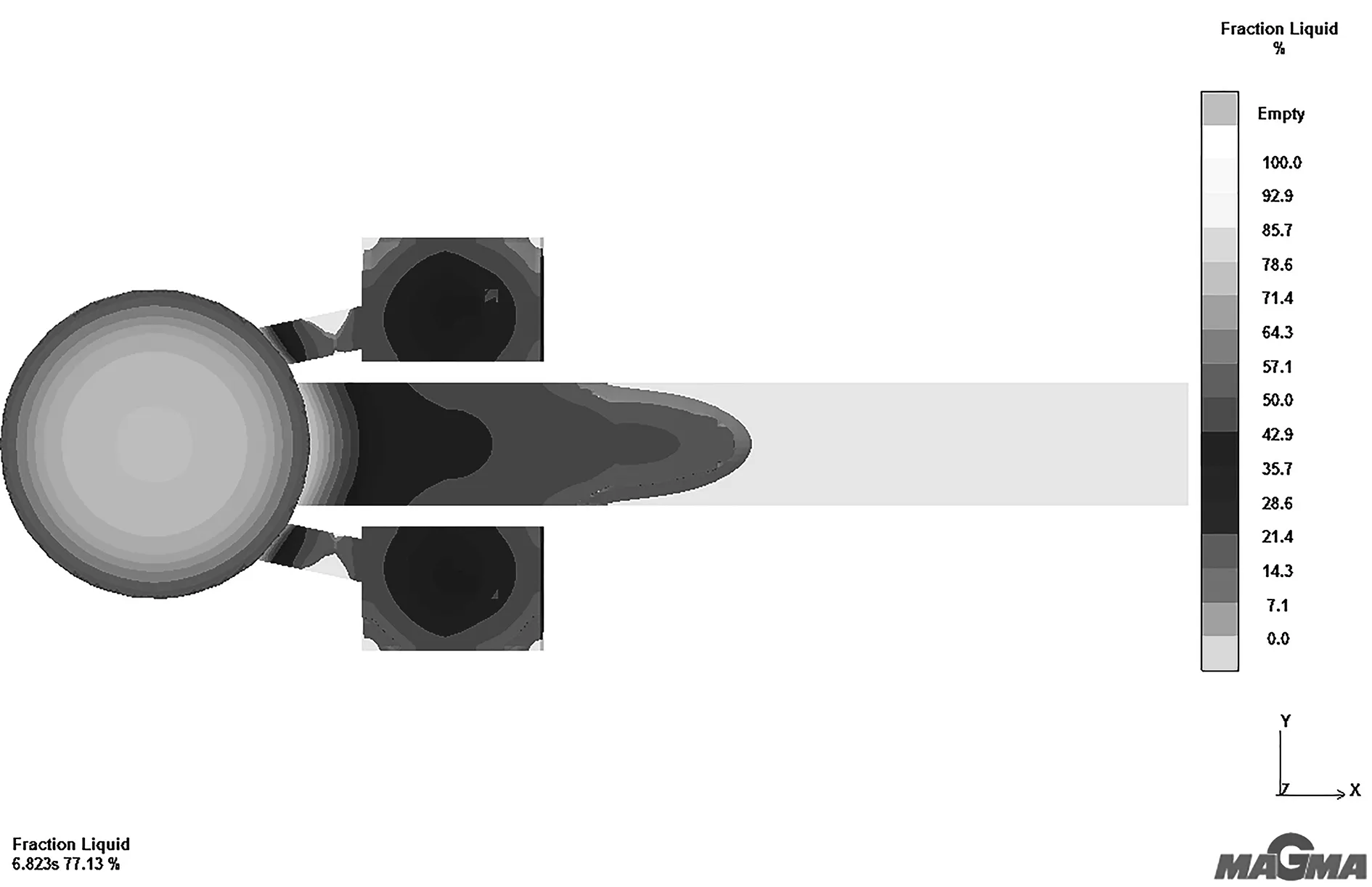
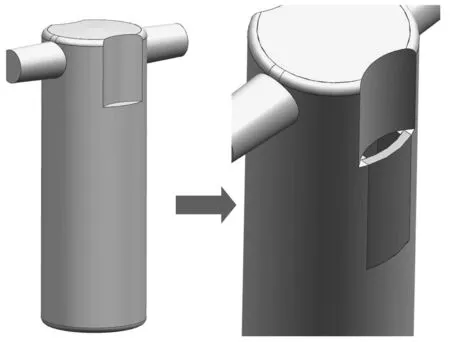
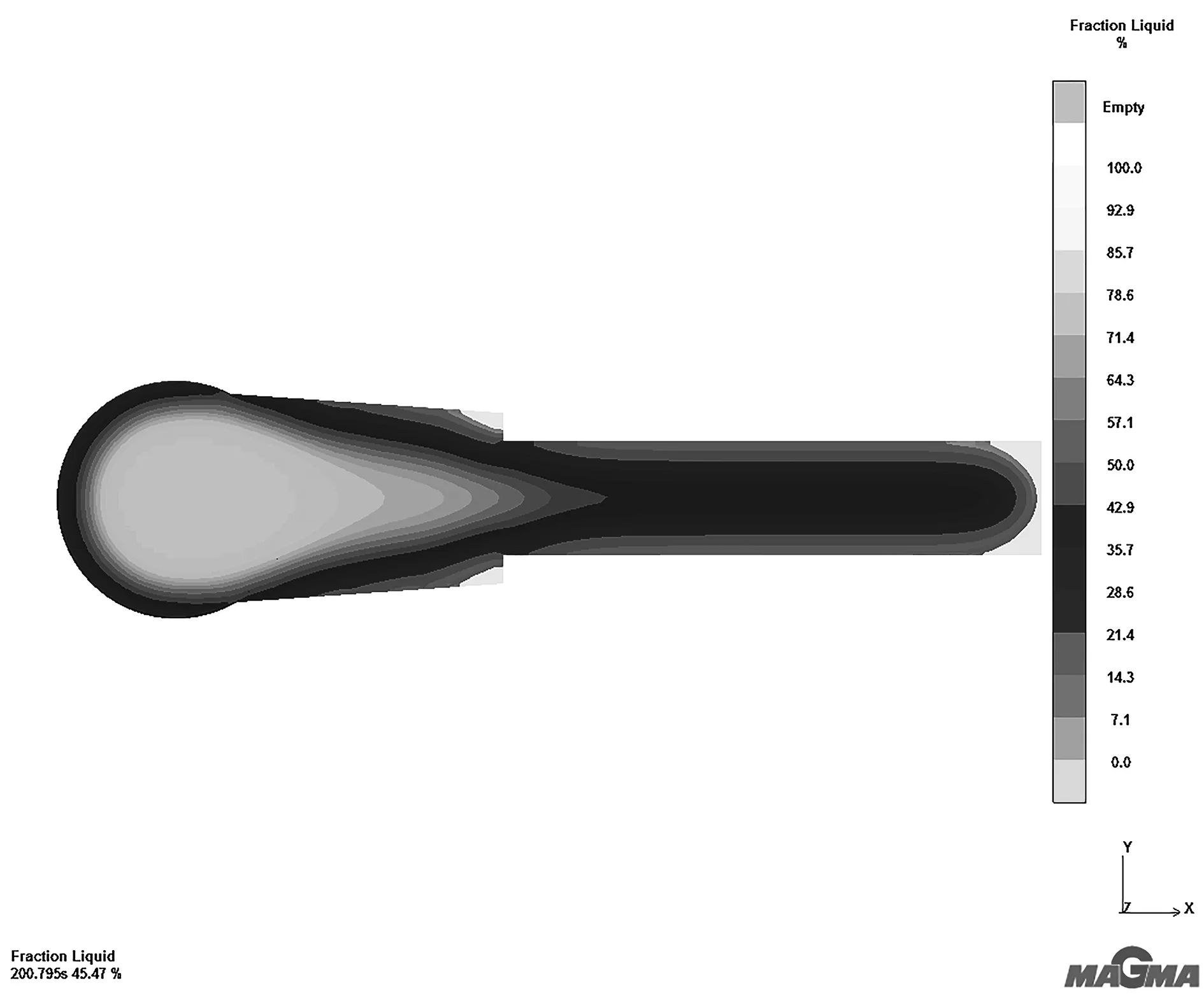
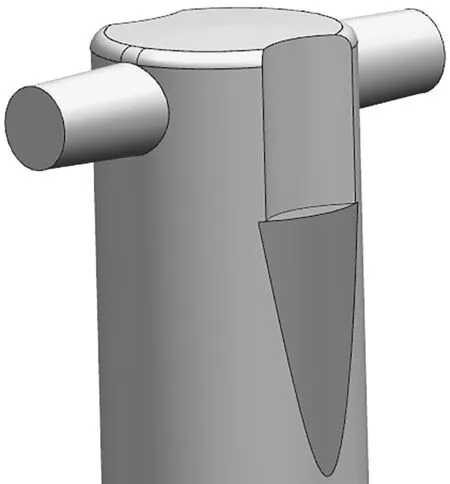
本文设计一种简易的三维模型为本文分析的模型,见图3,分为冒口和铸件两个部分,通过模拟的凝固过程分析可知,见图4,在铸件凝固过程中,补缩通道中断,在铸件中易形成缩松缺陷。

正常来说,通过增加冒口或者冷铁也可以将这一问题进行解决,如图5所示,在铸件的远端增加一个冒口,或者如图6所示,在远端增加一块冷铁,都有可能将缩松问题解决,但是在实际应用中,受限于产品结构或者产线情况,这种解决方案的适用性并不全面,需要思考更多的方案来帮助工艺人员提供更多的解决方案。


在铸造工艺分析及设计工作中,对铸件进行工艺补贴也是一种常用的解决方案,也称之为金属补贴,通过金属补贴建立铸件补缩通道,除此之外,暗补贴和发热补贴方案也是较为理想的解决措施。
暗补贴又可称为非直接接触补贴,以本文简易模型为例,在铸件两侧隔砂增加暗补贴,模拟结果如图15所示,在铸件两侧,通过模拟可以发现,铸件凝固实现顺序凝固,铸件无缩松风险,见图16。
本文将以该简易模型为载体论述金属补贴、暗补贴、发热补贴三种建立补缩通道的解决方案,并对比三种补贴方案的优缺点以及应用场景,为工艺设计提供更多的方案选择。
1 金属补贴
若采用金属补贴方案进行优化,如图14所示,增加金属补贴,经模拟分析,铸件取试棒区域得到充分补缩,无缩松风险。
以本文模型为例,在铸件两侧增加发热补贴,见图19,发热补贴材料同发热冒口材料,模拟结果如图20所示,可以看出,铸件实现顺序凝固,发热补贴效果明显。
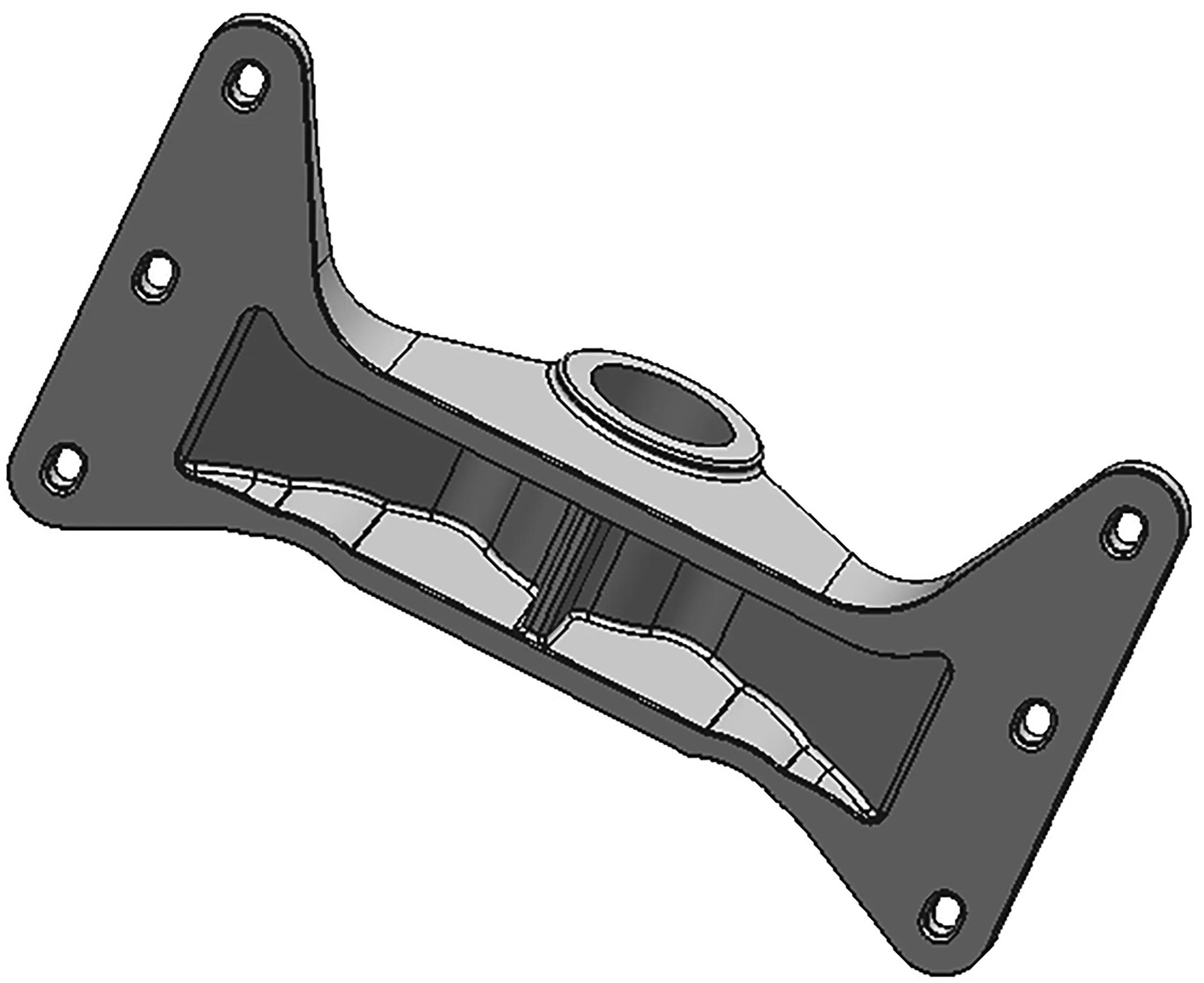
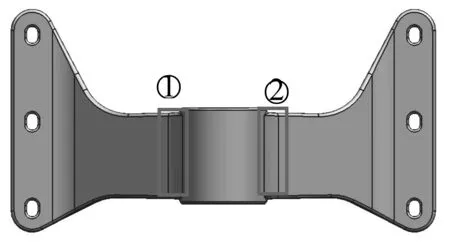
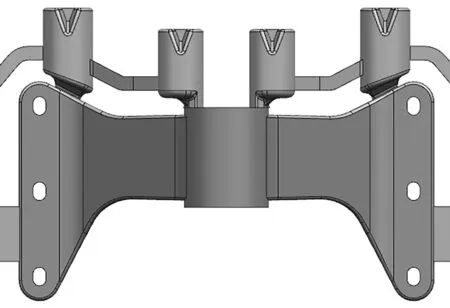
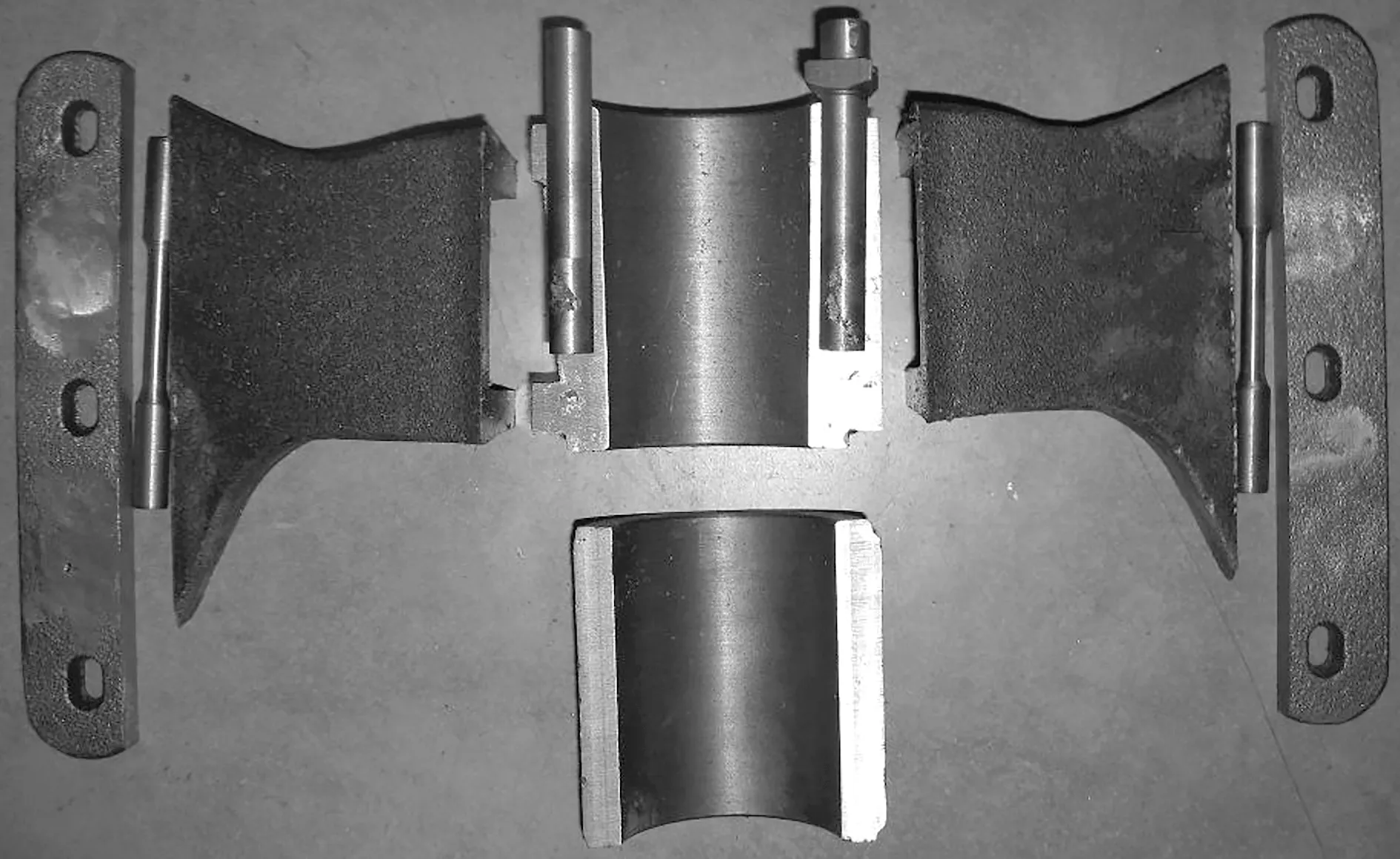
以图9所示的支撑座产品为例,铸件材质为QT400-18,由于铸件需要在①、②号标识位置处随机取机械性能试棒,见图10,若试棒中间区域有缩松,机械性能将不合格,所以需要需要保证该标识区域完全无缩松,经分析,该产品在DISA线上生产开发,冒口放置如图11所示,在取试棒位置顶部放置冒口,通过MAGMA模拟分析,铸件补缩通道凝固较早,铸件内部会出现缩松缺陷,通过原始工艺的试浇注,铸件内部缺陷与模拟结果对应,需要进行改进,见图13。

金属补贴是一种最为常见的补贴方式,金属补贴是指在铸件的基础上补贴的结构,与铸件为一体,使铸件建立补缩通道,从而有效地实现顺序凝固。因为金属补贴改变了原来的结构,通常需要向客户提出设计变更或者加工清理掉,以简易模型为例,通过分析,在两侧增加金属补贴,使铸件自冒口端至远端尺寸铸件减小,如图7所示。
2.1 患者一般情况 1 053例先天性上睑下垂患者中,男性752例、女性301例,年龄3~18岁,平均(6.43±4.40)岁;就诊时体质量12~42 kg,平均体质量为(23.8±7.91)kg。其中,轻度眼睑下垂174例(16.5%),中度416例(39.5%,),重度463例(44.0%);单侧上睑下垂占664例(63.1%),双侧眼睑下垂389例(36.9%)。
发热补贴为一块单独的发热材料,需要开发模具进行成型制作,生产工艺过程类似于发热冒口,成型后通过粘接或者配合的方式与砂型组装,会形成额外的分型线,需要打磨,所以需要增加发热材料成本和人力成本,从操作性来看,是三种补贴中最复杂的,另外,对于球铁产品,需要特别关注发热补贴处的石墨形态。
本案例是一个较为简单的模型,实际产品的结构可能千差万别,增加金属补贴方法也可能需要多探索,总结经验。
2 暗补贴
由于增加金属补贴存在一定的局限性和不经济性,需要考虑一种不需要结构变更也能实现有效补缩的工艺方案。暗补贴是一种不与铸件一体的补贴形式,与铸件之间有较薄的砂层,通过砂层传热,对铸件局部区域进行保温加热,延长补缩通道凝固时间,铸件补缩形成顺序凝固。
(3)提高司法责任感之需。[5]司法是社会公正的最后一道防线,关乎国之根基。就像医生是救死扶伤的天使一样,法官历来是正义的化身,民众尚不能容忍行政腐败,更不能容忍司法腐败。要防止、减少和杜绝司法腐败的发生,就需要加强对司法的监督,而司法赔偿制度就是一种变相的监督机制,它从侧面告诫司法人员,错误的裁判会给当事人和国家造成损失,所以需要谨慎裁决。如果民事和行政裁判没有相应的司法赔偿机制来加以约束、限制,则可能会导致部分民事和行政案件司法人员的恣意妄为。因此,将民事和行政司法赔偿作为一把“达摩克利斯之剑”悬在司法人员头上,可提高其司法责任感。

在增加暗补贴的砂型设计上,可能会由于分型原因,需要增加砂块或者镶块,相对来说也不是有难度的操作。暗补贴可在切割去除冒口的时候与浇注系统分离,不会增加后续清理打磨的难度,不增加铸件重量,暗补贴块可回炉使用,对出品率影响较小,所以基本不增加额外成本。
以上文中的支撑座产品为例,也可以采用暗补贴方案进行工艺优化,如图17所示,暗补贴与铸件隔4-6mm砂层。
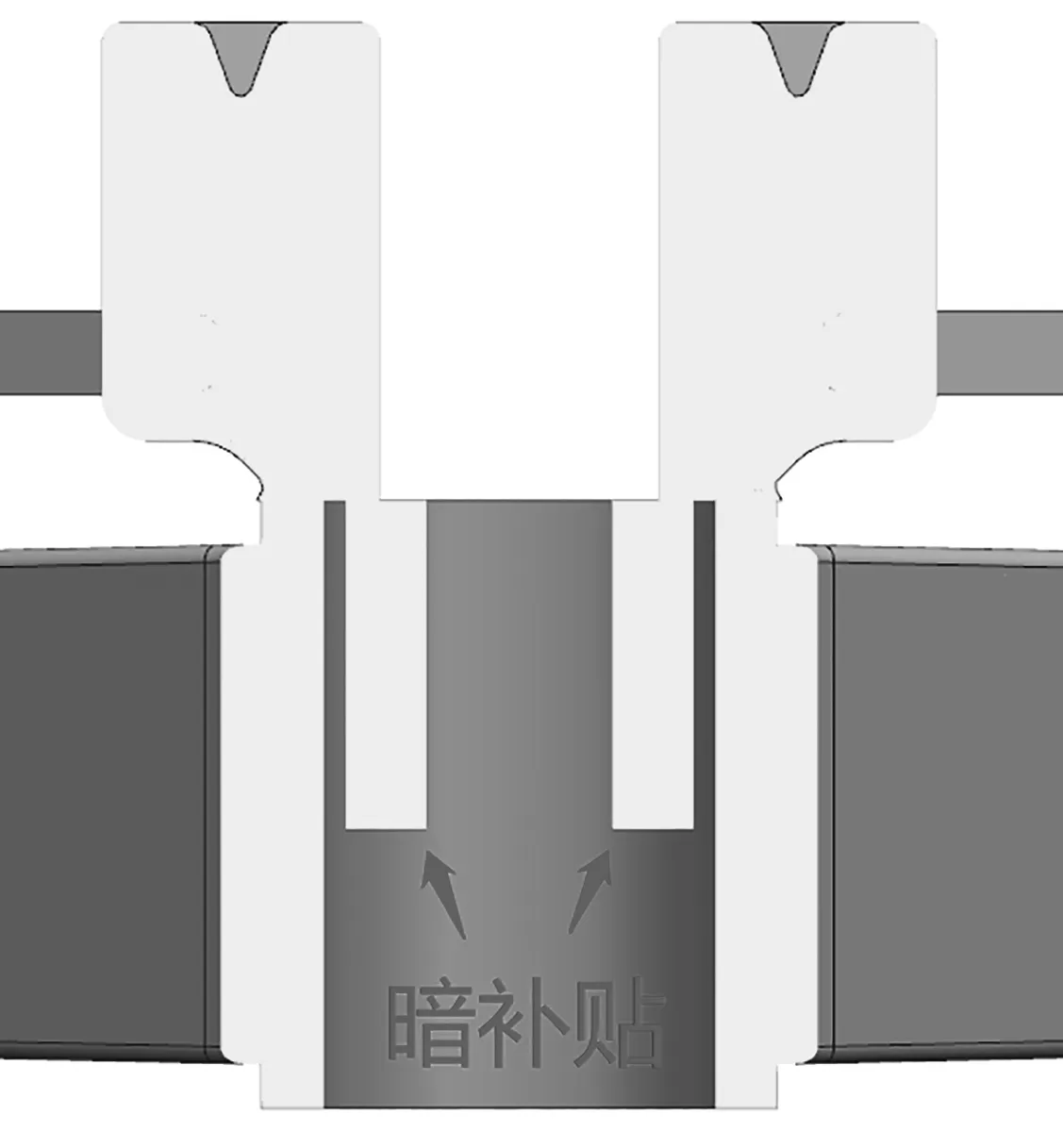
增加暗补贴后,需要在砂芯上制作一块薄片砂块,与主体砂芯粘接,形成暗补贴的空腔,并保留入水口,使暗补贴在浇注时充型,在铸件凝固收缩过程中发挥作用,见图18。
在暗补贴的使用上,有两个较为重要的参数需要重点关注,隔砂厚度和暗补贴块的大小:隔砂厚度太大,暗补贴对铸件的热影响效果小,暗补贴不起作用;隔砂厚度太小,隔砂成型、起型难度大;暗补贴尺寸太小,暗补贴冷却较快,可能会加快铸件的冷却;暗补贴太大,铸件表面过热,可能会导致铸件表面缩孔。在实际应用中,需要读者根据各自产品的类型、工艺类型多摸索和总结。
3 发热补贴
另外一种不需要进行产品结构设计变更的补贴方式为发热补贴。发热补贴是通过在铸件表面增加发热材料,通过发热材料对铸件进行保温加热,建立补缩通道,实现顺序凝固。
通过MAGMA模拟的凝固过程分析发现,增加金属补贴后,铸件的补缩形成顺序凝固,不会形成独立液相区,铸件不会出现缩松风险,见图8。
当学生把“汗”字写好时,老师将写得好的学生展示出来,并做细致点评,你们将这字写的如此漂亮,老师奖励你把“满头大汗”这个词带到句子中读读,这时学生心中是很自豪的,读完老师可这样评价学生“你不仅句子都通顺了,很了不起,听了你的朗读老师眼前仿佛出现的一群搬运粮食时满头大汗的小蚂蚁,你的朗读很有画面感,你真棒!”如果有学生字写的不太好的时候,就让他站起来朗读,读完老师可这样评价,来激励学生,“你读书时能把每一个字音都读准,简直太厉害了,老师相信你的字也会写的很好让老师佩服!”这样的评价不仅能激发学生积极主动地学习,对课文对写字也会产生浓厚的兴趣。
1.1 研究对象 选取2017年2月—2017年12月在某三级甲等肿瘤专科医院鼻咽癌住院患者。纳入标准:①诊断为鼻咽癌的患者;②年龄18~75岁;③住院时间>30 d;④患者知情同意。排除标准:①癌症疾病进展的患者;②有意识障碍的患者。

通过以上的简易模型和实例分析可以看出,采用金属补贴操作相对简便,可以直接依靠模具成型,工艺较易固化,是一种最为常用的补贴方案,当然,缺点也同样存在:需向客户提出设计变更,材料成本会增加,如果产品结构因为功能或者干涉原因不能允许设计变更,那么需要在铸件清理、加工时去除,对于一些非规则区域,清理难度较大,成本较高。
以上文中的支撑座产品为例,也可以采用发热补贴方案进行优化,在图21所示位置增加一块发热块,发热补贴单独制作,制作好后,与主体砂芯粘接为一体,见图22。
4 总结
通过对金属补贴、暗补贴、发热补贴三种补贴方式的论述以及应用情况可知,这三种不同的补贴方式存在各自的优劣点,三种补贴工艺的特点对比如下:
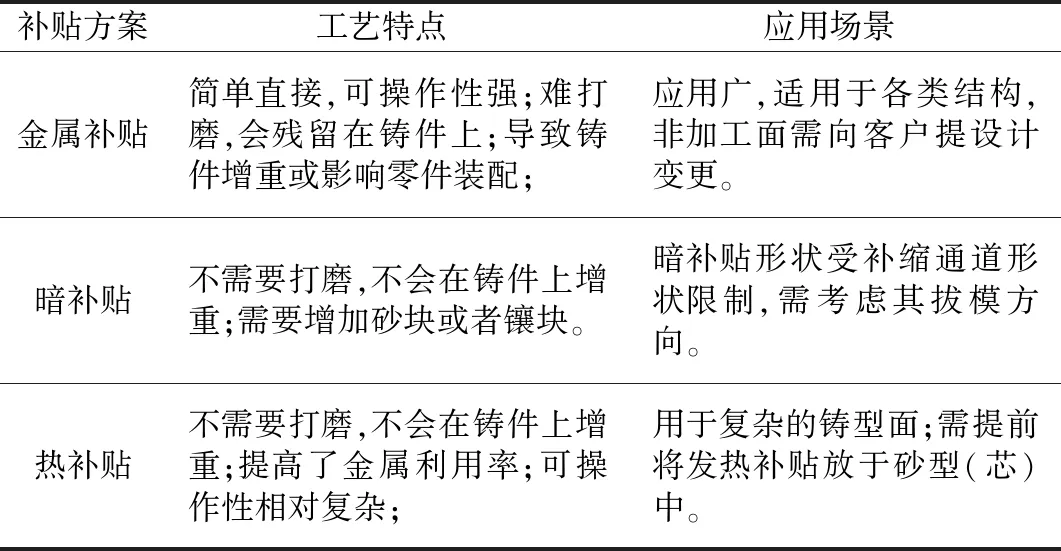
补贴方案的应用,需要冒口的配合使用,设计的冒口应遵守以下顺序凝固的基本条件:
2.4 用药依从性的影响因素 单因素分析中,对医师的信任、家人关心、朋友关心、药品价格、收入情况、治疗效果、工作或家务对用药的影响、疾病对工作或生活的影响、定期复查和药物不良反应共10项分别对用药依从率的影响有统计学意义(P<0.05)。以依从性得分总分为因变量,将上述有统计学意义的影响因素纳入多元回归模型,结果显示,共5个变量进入最终的回归模型。对医务人员信任、定期复诊、家人关心与应变量成正性关系,即这些因素是提高患者用药依从性的保护因素;而工作或家务忙、疾病对工作或生活的影响可降低患者用药依从性,结果见表2。
通过ZHC-35载荷传感器监测得出27 h内金属托盘与金属托盘+木垫板2种情况下预紧力变化情况,并根据监测数据绘制出二者预紧力随时间的变化规律曲线,如图4所示。
(1)冒口的凝固时间应大于或者等于铸件的凝固时间。
SOP批准后,组织相关科室人员培训、考核并全院实施。护理部负责对执行情况进行检查,对存在的问题及时整理。每季度组织1次SOP质量改进会议,总结实际应用中存在的优缺点并及时反馈给SOP小组,由SOP小组对其进行修订。SOP确定后,每年进行1次常规的全面审核与修订,当技术规范有新进展或使用过程中发现有需要修订的内容时,及时修订。
(2)在铸件的整个的凝固过程中,冒口与补缩部位之间的补缩通道应该通畅,这就需要将冒口与浇注系统、冷铁、补贴方案等协调使用,使铸件自远离冒口的末端区向着冒口方向实现顺序凝固。
(3)冒口应有足够大的体积,以保证有足够的金属液补充铸件的液态收缩和凝固收缩。
在实际工艺设计和生产中,遇到的问题会比简易模型和实例复杂,需要我们结合实际的铸件结构以及产线进行分析,判断出最适合的补缩工艺,在产品符合标准的前提下,充分考虑减少材料消耗、降低工人劳动强度。
[1]DISA Industries A/S. DISA 231-X Sand Moulding System Application Manual[M]. DISA Industries A/S, Edition 05-05.
[2]马幼平,许云华.金属凝固原理及技术[M].北京:冶金工业出版社,2008.
[3]张伯明.铸造手册:铸铁[M].2版.北京:机械工业出版社,2003:327.