探究压力表的检定及常见故障处理方法
2022-08-01赵烨
赵烨
天津市滨海新区检验检测中心 天津 300450
计量检定是由国家有关计量单位和国家有关部门批准的有法律、法规授权的计量机构进行的检验活动。测试的主要内容是测试测量仪器的稳定性、准确性和灵敏度,以确保测量仪器在使用过程中能够正常工作。检定工作不是一次可以终身使用的验证,而是一项定期的检验活动。为了提高安全管理水平,实现安全生产,保证工业机械正常有序运行,需要对生产过程中需要检验的各类设备进行测量和验证。核实压力表的外形、使用寿命、等级和产品合格证,核实压力表的外盖玻璃,避免假冒产品给生产经营者造成损失。例如,检查清洗玻璃是否正常,是否影响压力表的正常读数,检查压力表是否有误差。压力表主要用于企业液体、气体、蒸汽管道和容器的压力测量,它采用弹性敏感元件(如弹簧管)在压力作用下产生弹性变形,其形状变量与施加的压力有一定的线性关系,它由传动机构放大,测量的压力由中心齿轮上的指针在刻度盘上指示。弹簧管压力表作为基层检定机构,平时接触最频繁。本文论述了弹簧管式压力表的检定及常见故障处理方法。
1 弹簧管式压力表的结构与工作原理
在实际的工业生产领域中,压力表作为一种以弹性敏感元件为感压元件的测量压力的仪表,可以及时直观地测定出不同生产环境下的压力[1]。
弹簧管式压力表主要由单圈弹簧管、传动放大机构、指针、刻度盘等部分组成。弹簧管压力表中的压力敏感元件是单圈弹簧管,其结构外形如图1所示。弹簧管的一端封闭,作为位移输出端;另一端开口作为被测压力输入端。压力从接头引入弹簧管腔,由于压力的作用,弹簧管的横截面从椭圆形变为圆形。同时,弹簧管的弯曲角度减小,管略微伸出,导致其自由端发生位移,从而带动连杆共同作用,由扇形齿轮和中心齿轮组成的传动机构将自由端的线性位移转化为中心齿轮轴的旋转,从而带动安装在齿轮轴上的指针旋转,指示实际压力值。指针转动时,带动中心齿轮下的游丝一起扭转,使游丝具有一定的工作扭矩。游丝的作用是消除中心齿轮和扇形齿轮之间的配合间隙。当压力消除时,弹簧管尝试恢复原始状态,其恢复力和游丝扭矩将指针恢复为零。
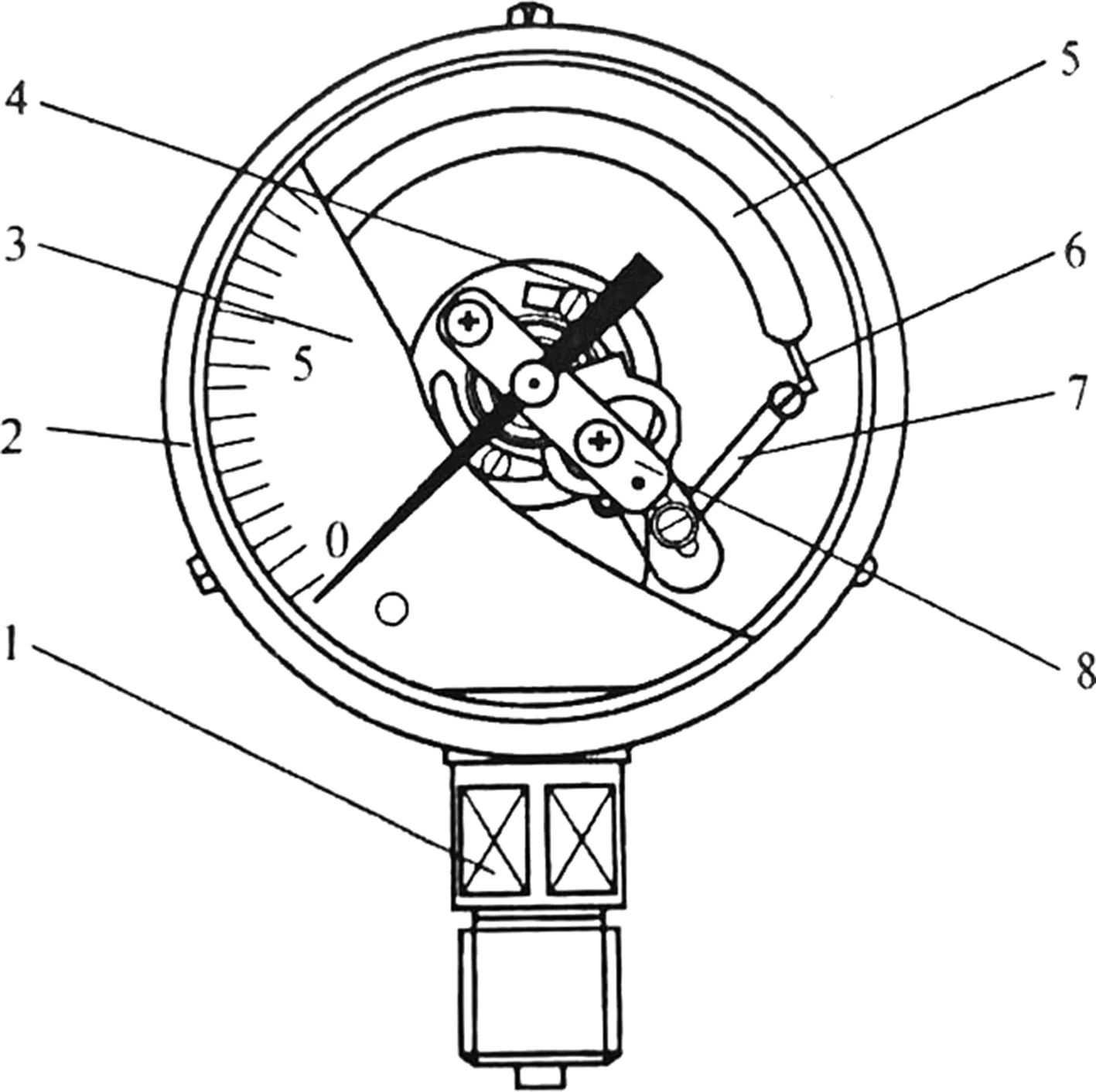
1.接头;2.外壳;3.刻度盘4指针;5.弹簧管;6.封头;7.拉杆;8.齿轮传动机构图1 弹簧管压力表法人结构示意图
平椭圆形、椭圆形和D形是弹簧管的常见横截面形状。椭圆截面和平椭圆截面易于制造,在相同的外形尺寸下具有很大的灵敏度;D形截面的灵敏度相对较小,工艺难度较大,但压力测量范围比椭圆形和扁椭圆形截面宽。双零段主要用于一些要求弹性元件初始体积最小的仪器中;8字形厚壁平椭圆形截面弹簧管抗压强度高,抗变形能力强,它通常用于高压测量,偏心圆截面压力弹簧管也广泛应用于高压测量。
2 压力表的检定
2.1 外观检查
外观检查包括外形结构、标志、指示装置、测量范围、分度值、精度等级等[3]。
用目测检查压力表是否装配牢固,有无松动现象,有无明显的损伤。如发现压力表外壳的固定螺丝松动,应立即将固定螺丝拧紧,以免在检定过程中对示值的读取造成影响。
压力表的产品名称、生产厂家、计量单位、出厂编号等标志应清晰完整。
压力表的表玻璃应无色透明,表面无损伤开裂,刻度盘应平整光洁,数字及各标志应清晰可辨。
指针的长度、宽度应符合规程要求并不能有松动现象。
2.2 零位误差检定
(1)带有止销的压力表,在无压力情况下,指针应紧靠止销,中间不应有间隙;
(2)没有止销的压力表,在无压力的情况下,指针应位于零位标志之间[4],零位标志的宽度应不超过被检压力表最大允许误差绝对值的2倍。
2.3 示值误差检定
(1)在压力表检定之前要做好以下两件事情,一是压力表在检定之前必须在满足检定环境条件下恒温静置2小时后方可进行后续项目的检定;二是对检定时标准器的选取要符合规程要求,即标准器的最大允许误差绝对值应不大于被检表最大允许误差绝对值的1/4。检定时,从零位开始缓慢加压到第一个检定点,待压力稳定后,先读取标准器的示值,再读取一般压力表的示值,然后用手指轻敲压力表的表壳,读取压力表的示值并记录下来。轻敲前后被检压力表示值与标准器示值之差,即为该压力表第一检定点的示值误差(两次读数均按分度值的1/5估读),至此完成第一个检定点的检定[5]。按上述方法对压力表其余的检定点进行检定,直至对测量上限进行检定结束。耐压3min后,缓慢均匀降压进行反向检定,直至回到零位,完成压力表示值误差的检定[6]。
(2)压力真空表真空部分的示值误差检定:压力测量上限(0.3~2.4)MPa,疏空时指针应能指向真空方向;压力测量上限为0.15MPa,真空部分检定两个点的示值误差;压力测量上限为0.06MPa,真空部分检定三个点示值误差[7]。
(3)真空表应按当地大气压90%以上疏空度进行耐压3min。
(4)回程误差,轻巧位移,指针偏转平稳性均在进行示值误差检定的同时进行。
3 压力表检定过程中常见的故障及排除方法
3.1 升压时压力表指针没有变化
(1)如弹簧管堵塞,那就清洗弹簧管,使弹簧管通畅,起到传压作用;(2)指针松动,就需要重新安装指针并使其牢固;(3)中心齿轮与扇形齿轮脱开,没有啮合在一起,就松开机芯的下夹板上的螺钉,转动机芯使中心齿轮与扇形齿轮啮合上,如果是齿轮损坏,就需要更换相应的零件。
3.2 示值误差超差及调整
(1)压力表检定时,每个检定点示值都超差,而超出的误差值都相同,这种误差的调整方法是取下指针,然后升压到第一个检定点,将指针重新固定上,即可消除。
(2)在检定压力表时,示值误差会逐点增大(或减小)直至在接近测量上限时超差,这种情况的误差属于线性误差,也是比较好调整的故障。

1.中心轴齿轮;2.下夹板;3.游丝;4.上夹板;5.扇形齿轮:6.拉杆图2 扇形齿轮传动机构的结构示意图
调节与扇形齿轮尾端连接的拉杆的位置,正超差就增大力臂的长度,负超差就减小力臂的长度[8]。
(3)有时测量上下限示值误差在允许误差范围之内,但是中间示值的误差超差,有时又会出现中间示值的误差在允许误差之内,上下限示值误差超差。遇到这种情况,要综合调整,用常规方法无法调整到位的话,可采用调整齿轮传动机构的位置。如测量上下限合格,中间超差,可将齿轮传动机构向左或右移动一点;如果测量上下限超差,中间合格,则将齿轮传动机构向上或下移动一点,从而消除上述误差[9]。
3.3 轻敲位移的超差及调整
在检查点的中间敲击压力表。在压力表指针移动的过程中,可以判断压力表的分接位移故障。造成这种现象的主要原因有两种情况:
(1)游丝的力矩过小,使中心齿轮与扇形齿轮的啮合出现较大间隙,在此情况下将游丝收缩或扩张的程度加大一些,就能消除轻敲位移。
(2)传动部件之间产生较大的摩擦,造成了轻敲位移现象。
a.由于使用环境差造成压力表机芯出现灰尘、油污、锈迹等现象,引起了轻敲位移,这时可使用汽油、钟表油对机芯进行清洗,去除污物,使齿轮转动灵活。
b.由于上下夹板的间距过小或上下夹板变形使齿轮转动不灵活,就稍微调大上下夹板的间距,使齿轮转动活络。
c.弹簧管自由端与扇形齿轮尾部的拉杆连接处不在同一平面上,弹簧管在受力产生形变时,拉杆两端就会扭曲不正,可以将拉杆用工具扭成S形来消除摩擦。
压力表检定方法的讨论:现在计量检定机构内部对压力表示值误差的检定存在两种不同方法,即正校法与反校法。
正校法按《JJG52-2013弹性元件式一般压力表、压力真空表和真空表》的检定规程7.3.3示值误差检定(c)的描述:检定时,从零位开始均匀缓慢地加压至第一个检定点(即标准表的示值),然后读取被检表的示值并记录。
反校法与正校法正好相反,升压到被检压力表的第一个检定点,读取标准表的显示值。
之所以有人提出反校法是认为一般压力表的示值是按分度值的1/5进行估读的,误差较大,而标准表的分度值比一般压力表小,估读的示值误差较小,精确度要高。但反校法读取的是标准表的示值,计算出来的也是标准表的示值误差,不是被检表的示值误差,包括回程误差与轻敲位移都无法反映出被检表的真实情况。对于法定计量检定机构的压力表,检定人员采用反校法是不符合压力表检定规程,不符合国家量值传递规律的,是不可取的。
结语
检定工作不是检定一次就可以终生使用,而是一种定期进行的检定活动。为了提高安全管理水平,实现安全生产,保证工业机械正常有序运行,必须对生产过程中需要检验的各类设备进行计量检定。对压力表的外部形状、寿命、等级和产品合格证进行检定,并对压力表外盖玻璃进行检定,以免假冒产品给生产经营者造成损失。例如,检查清洁玻璃是否正常,是否影响压力表正常读数,检查压力表误差。误检工作需要压力表的回零误差较大的压力表,应及时采取相应措施,以确保企业安全生产。总之,为了能够达到完成压力表的检定工作的目标,就必须提升检定人员的专业素质,首先要端正检定人员的工作态度,严格按照检定规程,在检定过程中逐渐积累经验,逐步提高检定能力;其次要加强检定人员的专业知识的学习,采用自学和组织相关检定人员共同学习交流的方式来提高检定技能,从而切实提高压力表检定的效率,保证压力表检定工作的可靠性。
