膜组件生产废水零排放处理工程实例
2022-07-28梁柱曹斌苗红霞石习成
梁柱 曹斌 苗红霞 石习成
(中核华纬工程设计研究有限公司,江苏南京 210019)
1 引言
废水零排放是指采用完善的处理技术将废水进行回收处理,使回收率高达90%~95%的水处理过程[1]。废水零排放为水处理提供了新的思路和方向,并具有明显优势,降低了废水中污染物浓度,减少废水排入环境的风险;经处理后的废水达到回收利用标准,可有效缓解水资源短缺的现状;提供新的供水来源,针对水资源匮乏的地区,有效缓解无排放受纳水体问题。目前废水零排放技术主要应用于火电厂的脱硫废水、垃圾渗滤液、造纸废水、市政污水提标改造等领域[2-3]。
2 项目概况
2.1 项目规模
本项目为江苏某膜生产公司生产废水零排放处理工程,项目地址位于江苏省南京市。该企业主要从事膜组件及膜分离设备、水处理设备及相关产品的生产。项目年运行天数按300 d 考虑,水处理设计规模为150 m3/d。
2.2 进出水水质
本项目处理废水为膜组件及膜分离设备、水处理设备及相关产品生产过程中产生的大量废水,废水中主要含有DMF,MPD 等难降解有机物。该类废水具有COD 浓度高、总氮浓度高、处理难度较大等特点。进水和出水水质见表1。出水水质需满足GB/T 19923—2005《城市污水再生利用工业用水水质》中的要求,处理后产水回用于生产用水系统。
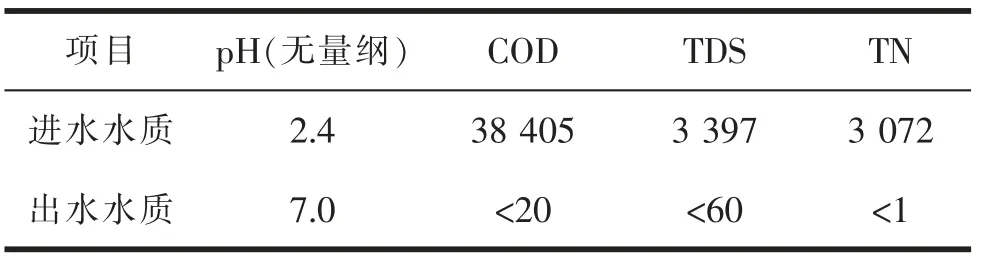
表1 进出水水质 mg/L
3 废水零排放工艺流程
结合进水水质特征,本项目采用EGSB+氨吹脱+水解酸化+O/A/O(外置MBR)+一级RO(反渗透)+NRO(浓水反渗透)+蒸发工艺,具体工艺流程见图1。
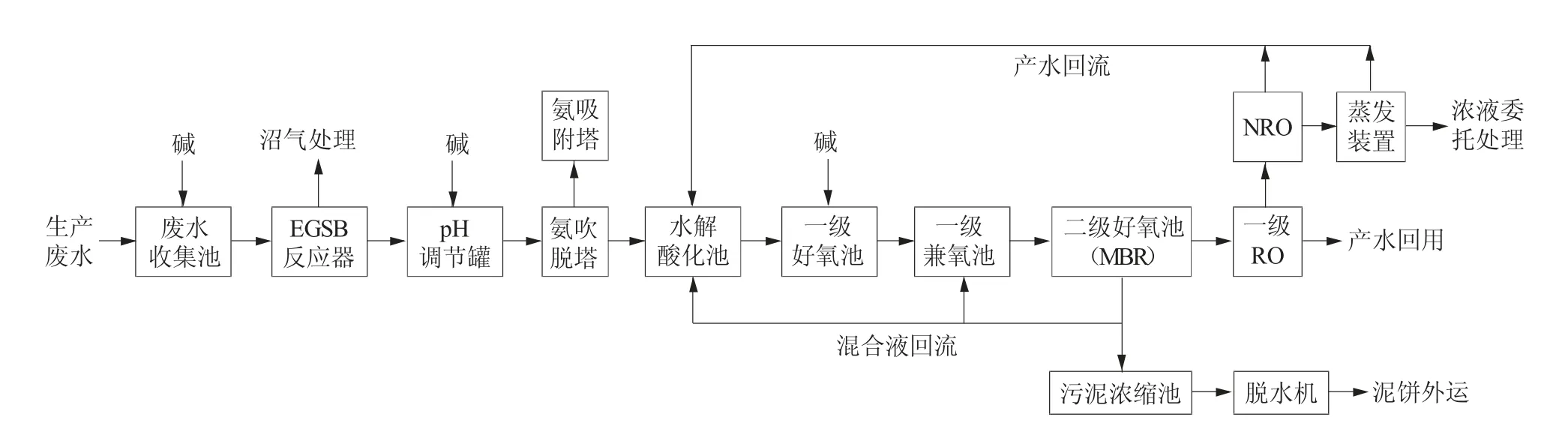
图1 废水零排放工艺流程
生产废水经管网收集后先进入废水收集池内,使,来水水质和水量得到均质调节。废水收集池出水进入EGSB 反应器,该反应器在厌氧环境下,通过生物降解作用将废水中大分子物质降解成小分子物质,有效降低废水的有机物浓度,并提升废水可生化性,降低后续生化系统的负荷。废水经EGSB 反应器处理后经pH 调节罐进入氨吹脱塔,通过吹脱作用降低废水中的氨氮浓度。氨吹脱塔出水经重力作用自流进入水解酸化池,池内水解酸化作用可进一步降解废水中的有机物浓度,提升废水的可生化性。水解酸化池出水依次进入一级好氧池、一级兼氧池、二级好氧池,通过生物降解作用将废水中有机物浓度降解为二氧化碳、水等,并达到脱氮的目的。二级好氧池出水进入一级RO 系统,一级RO 产水回用至生产系统,浓水则进入NRO 系统进一步浓缩。NRO 系统的产水回流至水解酸化池进行再处理,浓水则泵入蒸发系统。在蒸发系统内,绝大多数水分被蒸发分离,蒸发出来的水分冷凝后也回流至生化系统进行处理。盐浆和污泥外运处置,沼气输送至厂区焚烧炉,氨气经处理后达标排放。
4 构筑物及参数
4.1 EGSB 反应器
EGSB 又称膨胀颗粒污泥床,是一种以UASB 为原型,改良设计后形成的第三代厌氧生物反应器[4]。与UASB 不同,EGSB 较适应于处理中低浓度的废水,主要优势为污泥在反应器内为颗粒状,具有较高的活性,抗冲击负荷能力较强[5]。本项目EGSB 反应器结构为地上钢结构,数量1 座,设计参数为:直径5.4 m,塔高18 m,有效容积350 m3。
4.2 水解酸化池
水解酸化是常用的一种废水处理技术,经过水解酸化的作用,废水中难于降解的物质能够转化成易于降解的物质,比如苯发生开环反应等,同时可以有效地提升废水的可生化性[6-7]。一般情况下,水解酸化单元和生化单元组合使用,方能发挥良好的效果,有效地降低废水中的有机物浓度。本项目水解酸化池结构为地下钢砼结构,数量1 座,设计参数为:平面尺寸8.8 m×3.9 m,池深5.5 m,有效水深5.0 m,有效容积170 m3,水力停留时间29 h,配备潜水搅拌机、pH 计等。
4.3 O/A/O 池
O/A/O 由第一级好氧池、兼氧池、第二级好氧池组成。其中,第一级好氧池起到初级曝气的作用,将废水中抑制微生物生长的有害物质去除[8]。兼氧池内为反硝化菌提供了生长所需的缺氧环境。反硝化菌利用废水中的有机物作为碳源和电子受体,将回流液中的硝酸根离子和亚硝酸根离子还原成氮气与一氧化氮排出废水,从而使总氮和COD 得到去除。兼氧池的出水自流进入好氧池,在这里残留的有机物被氧化,氮和含氮化合物被硝化。好氧池和兼氧池之间设置一内循环系统,硝化液回流旨在为反硝化提供电子受体,以达到最终去除硝态氮的目的。本项目O/A/O 池为地下钢砼结构,设计参数为:设计流量5.34 m3/h,池数1 座(分为3 格),其中一级好氧池平面尺寸8.8 m×3.5 m,池深5.5 m,有效水深5.0 m,有效容积154 m3,兼氧池平面尺寸8.8 m×7.8 m,池深5.5 m,有效水深5.0 m,有效容积340 m3,二级好氧池平面尺寸8.8 m×3.5 m,池深5.5 m,有效水深5.0 m,有效容积154 m3,回流比为400%。
4.4 外置MBR 反应器
MBR 是一种由膜分离单元与生物处理单元相结合的新型水处理设备,其优势为占地面积小、操作较为简单、出水水质稳定等[9]。本项目外置MBR 池设计参数为:过滤形式,错流过滤,设计通量≤70 LMH。设备规格为:膜材质,PVDF,设备出力5 m3/h(单套),共2 套,最大运行透膜压差0.4 MPa,最大进水压力0.45 MPa,最高进水温度60 ℃,pH 范围0~14,工作形式为压力式,过滤周期30 min,反洗总历时120 s,清洗药剂浓度5%(NaClO),清洗周期5~15 d。
4.5 一级RO 系统
RO 是通过向高渗透压侧溶液提供压力,使水分子通过反渗透膜向低渗透压侧渗透的技术,随着水分子的转移,高浓度侧溶液浓度不断提高。目前该技术成熟,在污水处理、海水淡化以及纯水制备等领域被广泛应用[10-12]。理论上反渗透膜可以截留>0.1 nm的物质,能有效截留水中的无机盐、胶体和相对分子量>100 的有机物,除盐率高达95%~97%,具有安全可靠、出水水质稳定等优点。本项目配有RO 装置1 套,每套设备的净产水量≥6 m3/h,系统脱盐率≥95%,系统总回收率≥60%,膜元件的使用寿命及使用性能≥3 a,RO 装置设置1 个系列,每个系列组装1 个组合架,RO 膜通量≤21 L/(m2·h)。
4.6 NRO 系统
NRO 装置1套,每套设备的净产水量≥3.84 m3/h,系统脱盐率≥95%,系统总回收率≥95%,膜元件的使用寿命及使用性能≥3 a。本项目NRO 装置设置1个系列,每个系列组装1 个组合架。NRO 膜通量≤15 L/(m2·h),其他要求同RO 装置。
4.7 蒸发系统
本项目设有蒸发装置1 套,处理量≤0.5 m3/h,功率30 kW,温度20~30 ℃,进水TDS 浓度30 000~50 000mg/L,出料流量≤0.1 t/h,浓度≥25 wt%(固液比50%)。
5 处理效果
该项目经过3 个月的运行调试后,运行情况良好,出水水质稳定达标,工程化运行情况见表2。生产废水经过处理后,出水水质COD 浓度为12.5 mg/L,TDS 浓度为51 mg/L,TN 浓度为0.96 mg/L,满足GB/T 19923—2005《城市污水再生利用工业用水水质》标准。
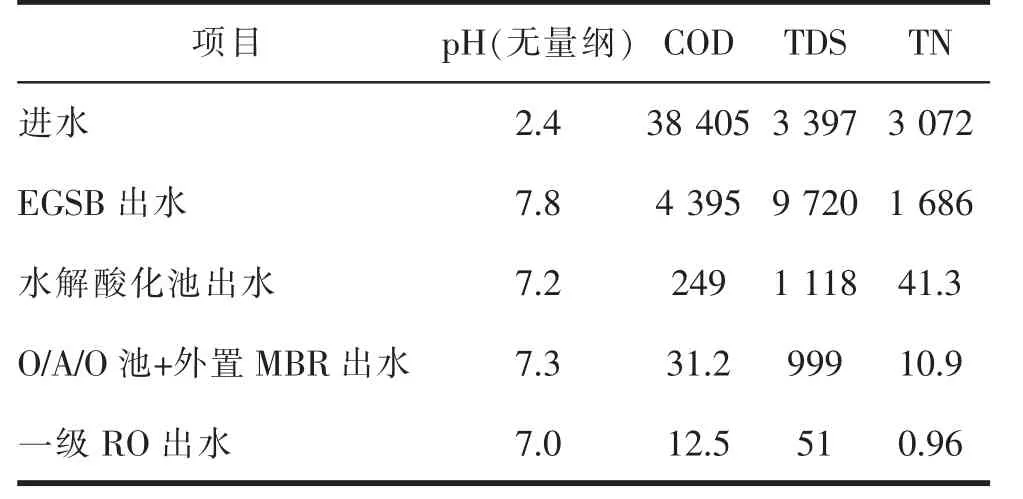
表2 项目工程化运行情况 mg/L
6 结论与讨论
膜分离技术凭借能耗低、效率高、自动化程度高、维护方便等特点在污水处理领域得到大规模应用[13]。自2000 年起,RO、纳滤、超滤、微滤、MBR、陶瓷膜等技术逐渐实现产业化。近10 年膜工业总产值年均增长速度均保持在15%左右[14],由此带来的膜工业生产废水处理问题需引起重视。
本项目废水水质与同类膜生产废水一样,含有大量DMF,MPD 等难降解污染物,具有COD 和总氮浓度高、处理难度大的特征[15]。本项目通过采用全套完整的零排放处理技术,膜生产废水经处理后达到回收利用标准,对今后同行业的废水处理设计具有一定借鉴作用。
