冲压顶盖组合式工装应用方案
2022-07-26赵晓柏马金胜孙继军
赵晓柏,马金胜,孙继军
(长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心,河北保定 071000)
1 引言
中国的汽车市场巨大,对钢材的使用量很大,随着国家对废弃物再利用要求的提高,以及汽车公司对自身经济利益的追求,逐步推动汽车企业持续改善冲压件生产过程,实现冲压废料再利用,保证效益最大化。冲压件废料多为较大料片的平板废料或近似平板废料,存在巨大的再利用价值,可收集后制造其他小型冲压件,但目前的工艺方案多为分序切碎,然后进行废料打包处理,无法有效利用其剩余价值,造成原材料的材料利用率低,导致经济效益差。
以天窗版顶盖外板(以下简称顶盖外板)制件为例进行说明,在冲压生产过程中,制件天窗口废料尺寸一般在1.3×0.8m 左右,尺寸较大且形状基本为平面,可以二次利用,但受限于废料收集及空工位支架无法通用等问题,导致天窗口废料无法二次利用,仅能切碎处理,造成材料利用率低,经济效益降低。
本文旨在设计开发一种通用型组合式工装,应用于自动化冲压生产线,实现冲压件生产和废料收集同步进行。通过设计一种组合式空工位及多用途收集工装筐,进而达到同步生产制件和收集废料的目的,提高板料的材料利用率及经济效益。
2 冲压及废料同步收集生产的工艺方案
2.1 4工序冲压线的同步生产方案
(1)方案1:由于天窗口废料或其他制件的废料一般在第二工序压力机上切断,故将设计的天窗口废料收集筐单独放置在第二工序和第三工序压力机之间地面,在地面上添加方形定位键,实现收集筐的精准定位,用于机器人或机械臂等精准投料,适应自动化生产。
在冲压线天窗顶盖生产程序配方中添加天窗口废料抓取和释放程序。由机器人或机械臂从第二工序压力机上抓取制件时把天窗口废料同步抓取,向第三工序压力机行走过程中分两次释放,首次将天窗口废料释放,然后继续向后传递制件到第三工序压力机。
由于收集筐内设计有滑动定位杆,用于导向和精准定位作用,可使天窗口废料精准落入收集筐内并整齐码垛。此设计方案可适用于4工序冲压线的顶盖制件和天窗口废料及其他上述所举的冲压制件的同步收集生产。由于已添加入生产程序的配方中,如在一条线体上有不同大小的制件,在以后的生产中,只需调取配方程序,即可实现同步生产,机器人或机械手的吸盘自动实现一次抓取,两次分别释放废料和制件,无需再调试,也做到了基本不影响生产节拍,实现连续自动化生产。如图1所示。
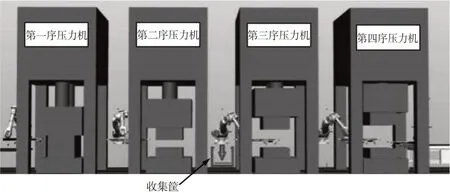
图1 4工序冲压线同步生产示意图
(2)方案2:由于制件的废料一般在第二工序压力机上切断,故将设计的天窗口废料收集筐单独放置在第三工序或第四工序下模结构内,用于机器人或机械臂等精准投料,适应自动化生产。
2.2 5工序冲压线的同步生产方案
由于天窗顶盖等相关制件一般只需4工序既可完成,为降低成本同时为兼容不同大小的制件,5 工序冲压线上需设计一种通用的空工位。此空工位也可实现制件和废料的同时放置,并能够在压力机上精准定位。此空工位中放置的收集筐与4工序冲压线的收集筐完全一致,实现通用化。
在冲压线生产程序的配方中添加第五工序压力机释放制件时同时释放天窗口废料的程序,此方案为机器人或机械手的吸盘同时释放制件和废料。此空工位分为上下两层,上层放置制件,下层的收集筐放置废料。上层的制件可实现精准定位,然后由出料机器人或机械臂将制件传递出线体,生产完成。此设计方案可适用于5工序冲压线的顶盖制件和天窗口废料等相关制件的同步收集生产。由于已添加入生产程序的配方中,如在一条线体上有不同大小的制件,在以后的生产中,只需调取不同的程序,即可实现机器人或机械手自动实现一次抓取,同时释放废料和制件的同步生产,无需再调试,也做到了不影响生产节拍,实现连续自动化高速生产。如图2所示。

图2 5工序冲压线同步生产示意图
由于设计的此空工位分为上下两层组合而成,实现制件和废料收集的同步生产,不存在干涉生产问题。同时由于放置制件的空工位上层为滑动承料板,可内外滑动定位,实现不同规格的天窗顶盖等上述说明的相关制件的放置生产,实现通用化。并设计有定位键槽,实现与第五工序压力机工作台的精准定位。
3 通用型组合式工装的设计方案
为实现冲压自动化线上天窗顶盖等上述相关制件和天窗口废料等有二次利用价值废料的同步收集生产的需求,除设计了上述柔性生产设计方案,也设计开发了一种组合式空工位工装,生产前,组合式空工位工装通过起重机放置在生产线工作台上。生产完成后,通过起重机将组合式空工位工装卸下,通过摞放定位放置在存放区。在自动化生产过程中,空工位上层滑动承料板存放制件,废料通过滑动定位杆或插入式定位杆导向,利用废料自身重力下滑至废料筐,实现制件与废料同步生产及收集。现对此组合式空工位技术方案说明如下:此空工位工装分为上下两层,主要由6个部件组成,分别是空工位主体、滑轨、滑动承料板、收集筐、滑动定位杆、限位销组成。如图3所示。

图3 组合式空工位整体图
3.1 空工位主体
空工位主体(见图4)用于与压力机工作台上定位键实现精准定位及承载制件和放置收集筐等功能。可内外推动滑动承料板,调整之间的距离,并采用限位销固定,实现不同大小的制件通用化,可在对应限位销孔位置标注车型或制件名称,实现生产防错。包括横梁等组成的空工位骨架结构、与压力机工作台精准定位用的定位键槽加强板、滑动承料板用的滑轨及滑轨槽、收集筐定位用的方形定位键、空工位起吊用的吊钩、吊耳等部件组成。
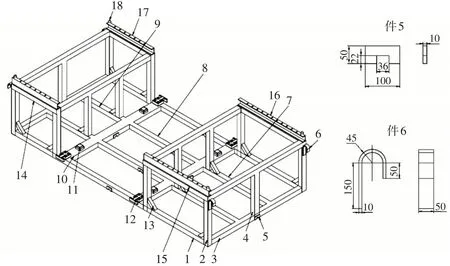
图4 空工位主体
3.2 滑动承料板
滑动承料板:安装在空工位工装顶部,用于生产时承载制件,并可以内外滑动,实现空工位工装的通用化,用于不同尺寸制件生产。
空工位上层用于放置冲压成型的制件,主要包括滑轨、滑动承料板(见图5)、限位销等部件,左右各有一套,用于天窗顶盖等上述制件左右搭接放置时使用。可内外推动滑动承料板,调整之间的距离,并采用限位销固定,实现不同大小的制件通用化,可在对应限位销孔位置标注车型或制件名称,实现防错。

图5 滑动承料板图纸
滑动承料板作为制件的放置平台,此滑动承料板可内外滑动,实现对不同尺寸的制件的放置及定位用,制件放置面铺设有聚氨酯板,可防止机器人或机械手释放制件时,制件滑动的问题,适用自动化生产。主要由骨架、上下两面钢板、制件放置聚氨酯板及生产不同规格制件时,对滑动承料板限位用的限位销等组成。
3.3 收集筐
空工位下层在偏向中间位置设计一个收集筐存放位,由方形定位键实现收集筐在空工位主体上的精准定位,同时此收集筐也可摞放,作为工装筐堆垛适用。废料收集筐主要包括横梁、支撑等组成的收集筐骨架结构、废料内外部定位用的插入式定位杆和滑动定位杆、叉车插取用的限位、起吊用的吊钩、与方形定位键配合定位的脚碗、收集筐摞放用的方形定位键等组成。如图6所示。

图6 废料收集筐
收集筐内设计有插入式定位杆和滑动定位杆,可实现前后左右方向的移动调整。在废料收集时,可根据废料的大小,调整相应定位杆位置,进行精准定位。此定位杆既可与天窗口废料中工艺孔配合实现定位;也可以用于其他制件的废料外部边缘做限位,实现定位;也可以内部工艺孔、外部边缘做限位同时实现精准定位。实现了废料定位的高柔性及通用性,最大限度使废料码垛整齐。
在收集筐收集完成后,用于滑动定位杆固定用的支撑板与底部框架之间设计为叉车叉取的空间,实现叉车或起重机整齐的将整垛的废料取走。从而进行下一批次的同步生产过程。
3.4 收集筐用脚碗和方形定位键
脚碗:与方形定位键配合,用于废料用收集筐的精准定位,用于冲压自动化生产。
收集筐用脚碗和方形定位键的部件如图7 所示,相互配合使用,用于实现收集筐在组合式空工位上及单独使用收集筐生产及收集筐作为工装筐在库房堆垛时定位使用。

图7 收集筐用脚碗及方形定位键
4 应用案例
以天窗版顶盖外板制件为例进行说明。(1)废料无收集时,模具结构设计方案。
由于天窗顶盖外板,天窗处的废料现有冲压自动化生产中,废料采用切碎成小的废料方式,按碎废料处理,无法有效利用,如图8所示。

图8 废料无收集时的模具结构
(2)废料收集时,模具结构设计方案。
开发设计一种冲压线上制件和废料收集同步生产方法及设计一种通用型组合式空工位,实现制件在冲压生产时,同步生产制件和收集有二次利用价值的废料;以及能够兼容各种样式的冲压线体、适用不同的生产方式、不同大小的制件生产及不影响正常制件的生产节拍,实现制件生产方案的柔性化及工装通用化,如图9所示。

图9 废料有收集时的模具结构
制件和废料收集同步生产方案:此同步生产技术方案配合组合式空工位或收集筐单独使用,可兼容各种样式的冲压线体、适用4 工序或5 工序冲压线不同的生产方式、不同大小的制件生产及尽可能不影响正常制件的生产节拍问题。可实现生产方案的柔性化。
组合式空工位:此空工位创造性的分为上下两层结构,上层放置制件、下层收集废料,同时上层的滑动承料板可内外滑动,实现不同规格的制件的兼容生产,更通用化。废料收集筐更可实现最大1,450×1,250mm废料的收集,基本上可兼容目前市面上有二次利用价值废料的大多数尺寸。同时,此空工位可拆分,空工位和收集筐单独使用,空工位也可用于其他制件的放置生产使用,在不同线体上同时使用,工装实现了通用化,多功能化。
5 总结
此冲压线上制件和废料收集同步生产方法及组合式空工位方案,通过设计了一种用于同步生产制件和收集有二次利用价值的废料的生产方法和设计了一种组合式空工位及多用途收集筐,实现了在冲压自动化线生产中,同步生产制件和收集废料的目的,提高了板料的材料利用率及经济效益,在大批量车型生产中,将带来显著的经济效益。
在冲压自动化线上如要实现冲压制件和二次利用价值的废料收集同步生产的方案及工装多功能、通用化,都需使用此类似技术方案,结构可有小范围不同。
