航空发动机环形零件充液拉深成形工艺研究
2022-07-21王亚清哈尔滨东安发动机有限公司
航空发动机是为航空器提供飞行所需动力的发动机。它是一种高度精密、复杂的热力机械,作为飞机的心脏,它直接影响飞机的性能、可靠性以及经济性,是国家科技、工业与国防实力的重要体现。而作为航空发动机上的零件,其生产制造标准十分严格,所以掌握先进可靠的零件成形技术尤为重要。目前国内的航空钣金零件成形工艺普遍都是一些较为传统的工艺,如冲压、落压和刚性成形等,这些工艺一般都具有精度低、稳定性差等缺点,严重影响航空钣金零件的成形质量,也无法满足其快速生产的需求,因此,目前的成形工艺是一个制约航空器制造和装配的重要因素。
充液成形是一种先进的柔性成形制造技术,其原理是利用柔性介质向成形板材施加压力使其贴合模具,实现板材的塑性成形,板材充液拉深便是充液成形的其中一种工艺。国外拥有发展十分成熟的充液成形技术,并广泛应用于多个行业,但其核心技术尤其是航空领域的核心技术被严格保密,形成垄断。现在国内的充液成形技术仍处于发展阶段,一些航空航天企业逐渐开始重视发展此类技术。
环形零件研究背景
零件概述及材料简介
航空发动机上的环形零件外形如图1 所示,外径×高为
358.4mm×33.8mm,厚度为0.8mm,成形难点为内壁拉深后减薄率过高,以及零件切割后回弹大。零件所用材料为GH3536,是用铬和钼固溶强化的一种含铁量较高的镍基高温合金,在600 ~1200℃的高温下,仍有优异的强度和抗氧化、抗腐蚀能力,焊接性能和加工成形性良好,适用于制造航空发动机的燃烧室部件等耐高温零件,材料力学性能如表1 所示。


传统刚性拉深工艺及缺陷
航空发动机环形零件所采用的材料性能一般都比较优越,但这类零件大部分采用传统的刚性拉深方法成形,成形过程中极易出现划痕、破裂和褶皱等缺陷,并且后期无法完全消除。环形零件当前采用刚性拉深工艺进行成形,主要工序为:下料→刚性拉深→校形平皱→零件切孔→刚性翻边→校形平皱→划线切割→校形→移交。
一序为刚性拉深,由于工艺需求,刚性拉深工艺的凸凹模必然有1.1 ~1.25 倍料厚的间隙,所以拉深后的零件不能够完全贴模。
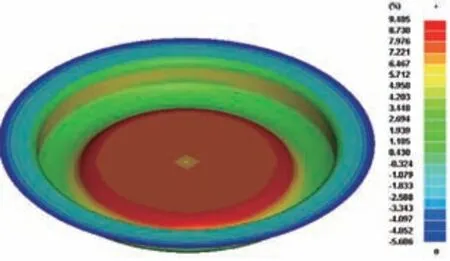
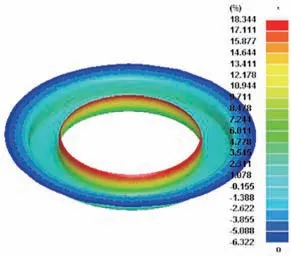
坯料在凹模圆角处易出现悬空区,继续拉深极易产生褶皱,且后续拉深无法展平。刚性拉深成形零件减薄主要集中在零件底部,如图2 所示,零件型面内最大减薄率达9.485%。而一序成形减薄率过高会导致二序翻边内壁边缘减薄率超过材料成形极限,出现裂纹等缺陷。
以上很多都是受限于高三时间紧张,所以不少内容流于“简单粗暴”的记忆背诵和模仿,有的甚至有点生搬硬套的使用。不过,经过这样的模式化、程序化的强化训练,一般平时不重视语文的学生还是有很大的进步空间。俗话说,“师傅领进门,修行靠个人”,大量的读背促使大部分同学的语文思维打开了,语文成绩得以稳步提高,也许这就是古人所谓“书读百遍,其义自见”吧。如果从高一开始,可以不要这么简单粗暴,可以从容一点,对课本基础知识的记忆,可以在理解的基础上教会学生记忆,“授之以鱼,不如授之以渔”。
充液拉深成形零件的回弹要比刚性拉深小。针对环形零件侧壁,由于间隙和回弹等因素,充液拉深成形零件侧壁可控制的成形精度要比刚性拉深可控制的成形精度高0.3 ~0.5mm。如图6 所示,充液拉深成形后的零件壁厚变形量均匀分布,除法兰外其他区域都发生减薄变形,零件的变形量充足,有效减弱其成形或切割后回弹程度。
随着对飞机零件质量的要求越来越严格,其制造标准也要向要求更高的标准转化,所以需要寻找更好、更先进的成形工艺来代替原有的落后工艺。
环形零件充液拉深工艺分析
充液拉深
此零件一序采用充液拉深工艺进行成形,润滑条件与刚性拉深相同,其成形工序为:下料→充液拉深→划线切割内孔→刚性翻边→铣切→校形→移交。从成形工序对比可知,零件采用充液拉深工艺可以减少成形工序,进而缩短生产周期。
通过有限元分析的方法对充液拉深成形参数计算并进行优化,有效控制了零件的最大减薄量,在满足最大减薄量前提下,提高了零件的成形质量,使板料大部分充分变形,进入塑性变形状态,有效减小了回弹,并且控制材料的流动方式,从而达到控制材料受力状态的目的,避免板料在成形过程中起皱。最后,通过模具加工、试模和现场调试,得到高表面质量、高精度的合格产品零件,如图12 所示。
本文主要是针对企业投资行为进行一些分析,分析出现的投资不足、投资过度等原因,联系到现今的融资结构来进行分析,笔者主要分析了现今融资结构对企业投资行为的影响以及提出如何完善融资结构促进企业发展的建议,旨在提高企业投资的效率,增加投资利益,从而促进我国经济的发展,叙述如下。
模具在加工时会产生误差,而零件的厚度也会存在误差,这些因素使得零件在成形时一般会与模具产生间隙。因此,传统刚性拉深成形时模具需要进行严格的研配,但模具的研配将会增加加工成本和工时,进而影响整个生产周期。
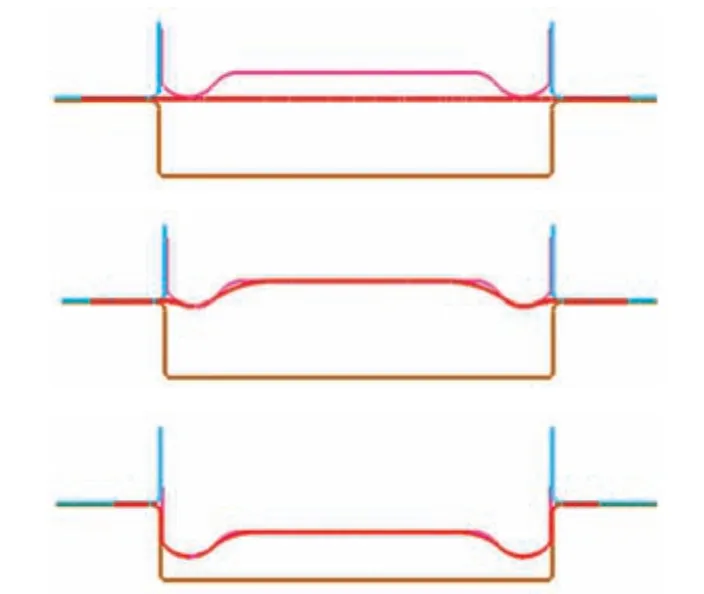
一序为充液拉深,此工序以流体作为辅助,在凹模液室内充满液体,放上坯料,通过压边圈施加一定的压边力,随后凸模下行进行拉深,同时启动液压系统使液体保持一定的压力,直到拉深结束,分析模型见图3。零件由于凹模液室的液体产生的压力完全贴合在凸模上,在拉深过程中材料形状变化比较规则,此过程中基本不会产生褶皱,拉深过程如图4 所示。
一方面要打开村部的“院门”,提升知晓度。向广大村民宣传介绍村部建设情况和提供的服务项目,让村部新形象、新功能深入民心,让村民在解决需求时能够想到身边的村部。扩大村部村务公开,在村部公共场所醒目位置开设公开宣传栏,及时公开党务、政务、相关政策等信息,激发村民关心关注村部的积极性,促进其主动参与到村部建设中来。另一方面要拆除值班的“岗门”,提升亲和力。不要让村民有距离感、产生隔阂。同时还要拧松管理的“阀门”,提升参与性。对于乒乓球室、棋牌室、农家书屋等“低损耗低费用”的室内场所,可以开门服务,从而方便村民使用。□

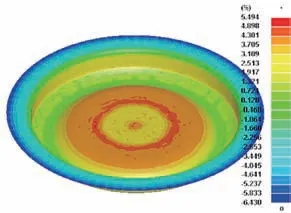
充液拉深可以调整液室压力,成形后的零件厚度分布比较均匀,不会超出零件要求的公差范围;能够提升材料的拉深比,使盒形零件或者回转体零件更容易成形;凹模液室的液体能够起到润滑作用,零件型面内最大减薄率为5.494%,满足材料要求,如图5所示。
充液拉深成形模具无需研配且零件成形精度高,从而可以降低成本。
通过应用程序APP可以帮助学生对日常体育基本知识作出一个基本的检测,学生通过自己的账号登录相关的平台,进入相应的网上考试窗口,进行学识自检。
刚性翻边
二序为刚性翻边,翻边是一种冲压工艺,它指的是利用模具使坯料的平面部分或曲面部分形成有一定角度的,沿着封闭或者不封闭的曲线边缘的凸缘或直壁的成形工艺。
翻边之前,需将第一序成形零件进行固溶热处理,提高零件塑性成形能力,然后切割内孔,切割内孔后零件状态如图7 所示,后续进行刚性翻边,分析模型如图8 所示。

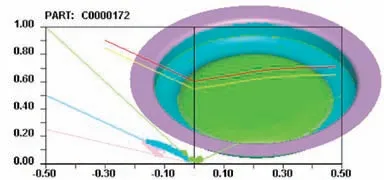
通过有限元分析软件进行计算得到刚性翻边成形的减薄云图(图10)以及成形极限图(图11)。从减薄云图和成形极限图可以看出,零件在充液拉深过程中,零件型面内的材料处于双向拉伸状态,整个过程基本都在进行减薄,型面能够充分变形,在此状态下的坯料基本不会有起皱破裂趋势。零件减薄主要集中在内壁边缘处,最大减薄率低于材料成形极限,零件不易破裂,满足其成形要求。

由于充液拉深成形的传力介质为柔性传力介质,与零件内侧接触的都是内高压专用的乳化液,因此不会产生压痕、划伤等缺陷,而刚性拉深坯料与凹模刚性接触,极易产生划痕等表面缺陷,所以充液拉深成形零件的表面质量较刚性成形零件的表面质量要好得多。
一序采用充液拉深工艺,相比刚性拉深能够降低减薄率,并且将减薄集中处转移到零件外侧壁上,使零件底部不会发生减薄过大甚至破裂的现象,最终使二序翻边内壁边缘的减薄显著减低,有效降低了零件出现裂纹甚至破裂的风险。
翻边成形过程如图9 所示,此零件最难成形的位置为内壁边缘处,这里极易出现裂纹甚至开裂,想要改善这一缺陷只能在一序降低此处的减薄率或者打磨去除内孔边缘的毛刺。
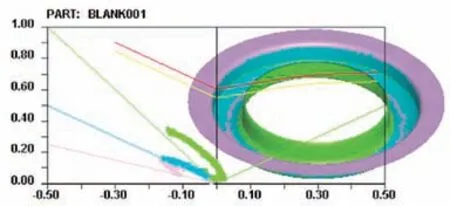
从成形极限图来看零件法兰区域有增厚趋势(粉色区域),甚至会产生起皱。这主要是由于在充液拉深过程中需要对压边力进行控制,使得零件上部的材料能够向下流动,以满足成形零件底部特征所需的变形量,从而使零件成形底部特征时不会出现减薄过大的现象,进而提高二序翻边的成形质量,但零件的上部会受到一个方向的拉应力和另外两个方向的压应力,致使法兰区域产生增厚,甚至出现皱纹,但此区域为零件型面外的补充型面,会在后续工序中切割掉,不会影响最终零件的表面质量和应力状态。
试验验证
1.2.1 血清炎症因子检测 入院后,抽取患儿空腹静脉血2 ml,抗凝后以4℃ 3 000 r/min离心10 min(离心半径15 cm),取上层血清,采用酶联免疫吸附法测定肿瘤坏死因子α(tumor necrosis factor ɑ,TNF-α)、白细胞介素6(interleukin-6,IL-6)炎症因子水平。

结束语
充液拉深成形可以替代传统的刚性成形,充液拉深成形与传统刚性拉深成形的方式相比,有四大优势。
大气降尘是指依靠自身重力沉降到地面的颗粒物,其粒径一般大于10 µm(王赞红,2003),是大气污染的重要来源之一。不仅其本身是有害物质,还可能是其他有毒有害污染物的运载体、催化剂或反应床(胡恭任等,2013)。重金属作为降尘中的重要组分,它与生物有机体之间存在着复杂的相互作用,可以在各介质中相互迁移转化,最终进入人体,影响人类健康(王宏镔等,2005;任慧敏等,2005)。
⑴成形风险降低。充液拉深成形采用柔性物质作为凹模,在凸模下行过程中,零件受液压作用贴合在凸模上,零件底部减薄基本稳定不变,并且处于成形极限要求之内,特别是零件的拉深高度较高时,充液拉深明显优于刚性拉深。
⑵成形精度高。充液拉深成形的零件能够完全贴合在模具上,零件精度以及生产稳定性都高于刚性拉深成形的零件。
⑶表面质量好。充液拉深成形采用柔性物质作为凹模,有效避免零件在成形过程中与模具接触产生的磨损、划痕等缺陷。并且充液拉深能够较精准地控制坯料的流动性和延展性,提高复杂曲面零件的成形性,能够避免起皱、凹陷等缺陷的产生。
护理临床带教作为护理教学中的重要部分,其教学质量直接影响着工作人员业务水平及医院医疗质量[1]。目前,护理人员学历包括大专、本科等,不论学历高低,其均承担相同的工作任务,未考虑其能力、学历差异,这极易影响其工作积极性,尤其是高学历者。文章旨在分析分层次教学目标管理模式应用于护理临床带教中的效果。
⑷零件生产成本低。充液拉深成形工艺所需模具的研配工作要少于刚性拉深,对模具的磨损也较小,可减少部分人工修整量,缩短零件的制造周期,降低生产成本。
