侧围外板后风窗搭接处印痕分析及对策
2022-07-21牛恒仁任闯鹿胜宝赵锋中国第一汽车集团有限公司
侧围外板零件是车身主要外覆盖件和整车目视直观区域,其质量直接影响整车客户体验。后风窗搭接立面区域随着造型的个性化发展,产生了外观可见的质量缺陷,严重影响了侧围外板表面质量,现对某车型侧围外板后风窗搭接区域立面印痕的缺陷问题进行分析探讨。
哪有恁巧的事?呵,他一来不是去学校就趁我不在家?其实我心里也存着侥幸,直到出了更大的麻缠事。那天文城逢集,我去赶集买肉。妮儿她娘又怀上了,我炯得不得了,想改善一下生活,晚上吃扁食——扁食知道不?饺子!一早出门我就感觉要出事,右眼皮老是跳。挨黑儿了,左等右等还不见妮儿她娘回来,我就预感不好。学生娃都回来了,妮儿回来了,连老师也回来了,妮儿她娘还在学校做啥?我紧赶慢赶到了学校,吓一跳。天啊,妮儿她娘就躺在地上,四周到处都是血,妮儿她娘的衣服被血浸透了。这辈子我也没见过这么多血,我寻思着,妮儿她娘这次肯定是不中了……
问题阐述
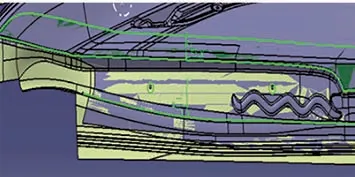
某车型侧围外板与后风窗搭接立面区域出现立面波浪的质量缺陷,常规调试手段如压料板着色提升及翻边间隙优化后缺陷无明显改善,如图1 所示。

印痕产生原因分析
理论分析
印痕是一种材料的延伸平衡受到破坏的表现,在薄板成形过程中由于受成形形状差异及成形块与凸模接触状态影响,材料的延伸和流入失去平衡,流动的差异导致材料过剩,当过剩的材料不能完全展开时在侧壁上留下痕迹。
工艺分析
侧围外板尾部区域成形工序见图2,工艺上采用:OP10 拉延成形工序,主要是为了进行合理的工艺补充,保证拉延的成形性及翻边工序的料线长一致;OP20 为修边工序,主要为后尾部局部区域其他部分后续压料使用,修边序保留;OP30 工序为压料翻边工序,压料翻边可有效控制翻边过程的走料,利于保证翻边质量,后工序侧修边后形成最终产品。由于工序数限制,未能采用分序翻边的工艺,无法消除产品造型深带来的影响。
(1) 预冷变形处理使CuNi2Si的屈服强度、抗拉强度和硬度明显上升,但是延伸率和断面收缩率出现下降,它也使材料的疲劳强度有所降低,其中107寿命对应疲劳强度下降4.7%。
CAE 模拟分析
以上措施实施后,缺陷状态均无明显改善,常规调试方式并不能有效控制缺陷。

此处整形为单工序连续完成,在尾部区域选取三个截面(图4)对整形过程进行观察发现,截面1 实际压料整形的过程可以分为三个阶段:自由整形阶段、压料整形阶段、自由整形阶段;截面2 和截面3分为自由整形阶段和压料整形阶段。

自由整形阶段一(图5):由于拉延造型与整形线长存在线长差,在开始整形阶段消耗的是拉延存的板料,实际上属于自由整形,压料板并未起作用。
All statistical analyses and plotting in this study will be performed using SAS software(version 9.3;SAS Institute Inc.,Cary,NC,USA),R software(version 3.3.1;The R Project for Statistical Computing,Auckland,NZ),and Office Excel(version 2007;Microsoft Inc.,Redmond,WA,USA).

废酸原液中含有CuSO4、PbSO4等杂质,由于PbSO4杂质是致密粘性颗粒,其影响了后续硫化反应砷滤饼的含水率,分离出后,可以降低后续的铜砷滤饼含水率。提高闪速炉的电收尘能力,可直接降低进入废酸原液中的悬浮物含量,从而减少砷滤饼的发生量。在净化区域也可利用过滤器将废酸原液中的悬浮物含量降下来,从而在源头处减少悬浮物进入砷滤饼中。
收银的徐姐突然扬声叫:“Olivia,客人找你,手脚快点!”徐姐四十岁上下,掌握着酒吧的财务大权,是老板的心腹,平时很少说话,由着年轻的侍者们闹腾,可她一旦说话就代表着老板。徐姐看似责怪颜晓晨动作慢,耽误了招呼客人,实际却做了裁判,表明规矩就是规矩,任何人不能破坏,Yoyo强笑着说了句“Olivia马上就来”,匆匆离开了。

⑶OP30 下模斜楔区域加工空开3mm,斜楔压料板区域加工空开2mm;

进一步通过对自由整形和压料整形过程中板料变形方式不同的分析,得出以下结论:自由整形过程极类似于翻边过程,可以将其简化为翻边过程进行分析。在翻边过程中,翻边面在受力后位置发生变化,只在圆角位置发生塑性变形,其他位置塑性变形极小,翻边后基本保证翻边面平整。
压料整形过程极类似于压料翻边过程,可以将其简化为压料翻边过程进行分析。在压料翻边过程中,板料经过翻边凸凹模圆角位置会发生塑性变形。在翻边镶块继续下行时再校直,但由于校直过程存在弹性变形,无法保证完全平直。

结构分析
⑷OP30 斜楔压料板的氮气缸将压力降低一半进行试验;
应对措施及验证
可以得出结论,自由整形、压料整形和自由整形的翻边过程造成的翻边状态与模拟文件显示的料厚减薄差异相对应,对应本文所出现的缺陷。
压料整形阶段(图6):当拉延存料被消耗完后,压料开始起作用,开始压料整形阶段,当此阶段开始时接触压强急剧增大。
该位置的缺陷是过程中压料状态变化导致,整改方向为自由整形与压料整形过渡消失,由于模具更改风险大、周期长,采用现场局部小范围更改进行试验性验证。
大力推进基本公共文化服务均等化。提升新生代农民工文化素养,是缓解城乡居民交往互动心理隔阂和文化整合的基本条件。要大力推进城市基本公共文化服务均等化建设,推动图书馆、科技馆、文化馆等城市公共文化资源向新生代农民工开放。城市公共文化活动及社区活动应积极吸纳农民工群体参与,帮助他们提升素养,增加城乡居民接触机会,创造互相接受、互相尊重、互相学习的城乡居民交往互动文化社会环境。
⑴OP30 填充斜楔上的压料面区域向下加工3mm(不用保留筋),只加工下模;
⑵OP30 填充斜楔R 角高度降低2mm,钳工手工放大;
②课堂上:示教老师按学号对学生进行分组,完成病例分配并引导学生展开组内讨论,讨论结束后每组推荐同学上台,对典型病例进行讲解并回答相关问题。示教老师根据学生表现以组为单位进行形成性评价,得分记入期末考试成绩中。然后示教老师公布病理结果,以疾病诊断思路及典型影像学表现为重点对每个病例进行深度剖析,并总结所需掌握知识点。
自由整形阶段二(图7):在整形过程中,由于所有位置的线长变化并不一致,当其他位置线长变化快于截面位置,则会导致截面位置进料速度快于整形线长变化速度,使得截面位置板料松弛,变化为自由整形。
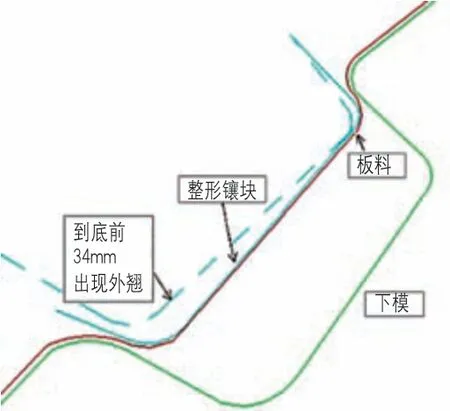
OP30 翻边工序采用了侧压料形式,侧翻边压料与侧翻边镶块为同一吊楔结构,翻边结构未设置反侧机构,结构设计不合理,在翻边间隙偏小状态下,翻边过程中出现镶块外闪,等同于翻边间隙偏大,不能有效控制翻边状态,如图8 所示。
⑸OP30 斜楔整形压料板不参与压料工作(即将行程变为零,固定在斜楔上),与整形镶块一起运动,在成形结束前将制件下压,防止制件上翘。
对于本次问题,分析结果显示成形过程没有明显起皱,从减薄看存在轻微差异,进一步分析发现在缺陷位置整形过程中,侧壁所受接触整形镶块的压强存在明显阶差,且阶差的位置及走势与制件缺陷状态一致,如图3 所示。
结构优化
整形机构增加反侧装置(图9),下模通过镶块方式固定反侧块,上面增加对应接触面,高度90mm,充分保证整形到底时,反侧块仍能起到工作效果,避免整形到底出现外张。效果:缺陷有所减轻,但目视仍可见。

调试优化
OP30 凸模及压料区域补焊,恢复压料间隙至0.63mm,缺陷改善不明显。
鉴于常规更改方案效果不明显,决定在整形凸模缺陷位置做反向补偿,通过补偿的方式逆向矫正缺陷。整改过程中发现局部过紧后会导致附近区域相对间隙偏大,缺陷加重,需整体间隙减小并均匀过渡。通过多次试验,寻找缺陷最小的平衡点,同时兼顾考虑避免大批量生产模具拉毛的产生,最终确认补偿量最大处0.3mm(图10)。缺陷明显改观,整车缺陷不明显,达到预期整改效果(图11)。
其中,FPPF,i和 FRef,i分别是 PPF 算法和所参考的CDF曲线上的值。参数N是在特定时间间隔内从CDF的范围中选取的定点数量。


结论
通过整形凸模的反向补偿,后风窗搭接处印痕得到有效控制,但调试难度大,想保证补偿量与缺陷状态一致,只能手工补焊研配,对钳工技能水平要求高,通过该问题的解决,有以下几点总结:
⑴引起印痕的根源在于产品造型深度过深,后期产品设计时侧围与风窗搭接处外露深度H ≤5mm,不能满足时,后风窗立面增加挡板遮盖;
⑵工艺设计、排布极大地影响了制件的成形质量。本车型由于模具已经成形,无法做更多更改,只能在后续制件工艺设计时通过工艺补充、整形线长调整、进料速度优化等措施减轻自由整形与压料整形间差异;
⑶注重模具结构设计合理性,避免反侧机构的缺失;同时注重模具的调试工作,同类成形区域整形时需适当减小整形间隙,具体数值依据实际缺陷状态确定。
