一种优化的磁力臂自动寻边控制方式
2022-07-21黄永普广汽乘用车有限公司宜昌分公司
在冲压自动化生产过程中,需要对原材料进行分张,以便于机器人、机械手抓取生产。具体原理如下:磁力臂自动寻边前进与板料边缘接触,磁力分张器将金属板磁化,利用磁力同性相斥的原理使金属板自动分张。现有的磁力臂自动寻边前进机构有气缸推动式和电机驱动式。电机驱动式磁力臂自动寻边采用的是电机力矩寻边,当磁力臂接触到板件并且电机达到固定的力矩后,判定自动寻边成功。当大板件需要选择多对磁力臂时,存在磁力臂与板件挤压过紧,导致磁力臂被顶起,机械手取料失败。
本文在电机驱动式磁力臂固定力矩自动寻边的基础上,优化了不同磁力臂和板件对于磁力臂寻边力矩的需求,让每一个磁力臂针对不同板件的寻边力矩进行调整;同时增加了磁力臂被顶起后的自动调整功能,磁力臂自动后退到安全位置后再次前进到目标位置,解决了磁力臂自动寻边的问题,经生产验证,优化的方法有效,满足冲压线大批量生产的需求。
过去的几个月里,Sarah以及另一位新任教员,连续9届VIA课程最高分纪录保持者的认证“意大利葡萄酒专家(IWE)”Henry Davar一同调整完善了原有的VIA课程体系。新课程体系里面,他们引入了更多客观的品鉴内容。所以,在新的VIA教程中,品鉴部分的内容占的位置挺重的,甚至还有一个额外的品鉴实验室(Tasting Lab),按Sarah的说法是:“目的是让学员懂得一款‘真正的’意大利葡萄酒尝起来是什么味道。”
冲压自动化生产线有机械手、机器人自动化生产线和多工位压力机生产线等类型,一般包括压力机和自动化系统。自动化系统通常包含线首单元(拆垛系统)、自动传输系统和线尾单元系统。
拆垛系统介绍
在自动化冲压生产线中为了确保取料是单张的,需要对钢板料垛进行分离。对于拆垛部分,常用的方法有磁性分离、机械分离、吹气分离和微变形分离。
在台湾旅游时,我都起早在街市跑步,然后回到宾馆。早饭前,我总要到一楼翻阅当地报纸,特别注意到一份《旺报》,刊载有“大陆人看台湾”专栏,我悄悄记下其电子邮箱。
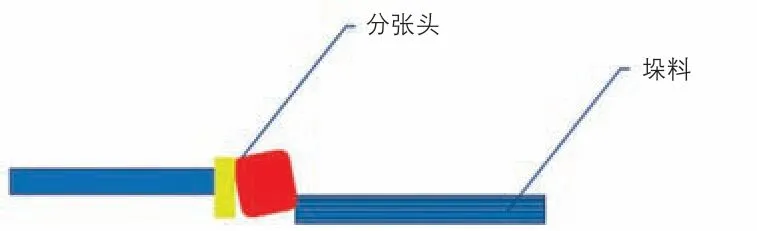
⑴磁性分离:在料垛侧面放置强力磁铁,同一侧的钢板之间极性相同,钢板与钢板之间在排斥力的作用下会产生一定的间隙,被分离开。
⑸确保取料机械手能够将堆垛中的板料快速抓起,并平稳地移送至运输皮带上。
在构造判断矩阵时存在人为估计因素,可能造成判断矩阵不准确,不一定使判断矩阵的每一个要素满足aik·akj=aij,因此需要进行一致性检验,即计算一致性指标CI是否满足要求,如公式1。
⑶吹气分离:向料垛的侧面吹入压缩空气,板料间的粘附力会逐渐减小从而使板料分离。
生产过程中,随着小车的逐渐上升,磁力臂会在板件边缘摩擦力的作用下逐渐被顶起,导致磁力臂磁头顶起频繁报警(图4)。
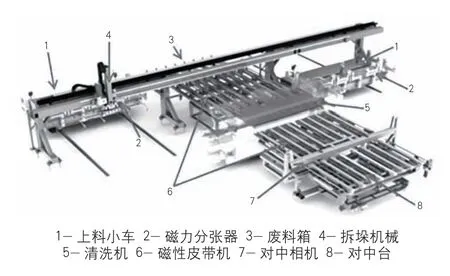
一套完整的磁性分离式冲压自动化拆垛系统主要由2 台轨道移动式上料小车(每个上料小车上配备8 ~20 个活动的可调磁力分张器,通常为永磁铁,用于板料的分离)、拆垛手(机械手或机器人)、传送装置(多为磁性皮带机)、板料清洗机(可选项)、板料涂油机(可选项)、板料对中台及控制系统等组成。
目前,拆垛系统多采用磁性分离方式(图1),其工作过程为:当上料小车装载料垛由换垛位置回到拆垛位置后,拆垛手从拆垛小车上抓取板料并放到皮带传送机上,皮带机将板料先后传送到清洗机和扫描仪,视觉对中系统拍照后将板料图形发到电脑上,然后将此图形和预先设定的板料位置数据进行对比,经过检测的板料由磁性皮带机送到对中台,通过对中台的移动和转向调整板料位置,板料经过对中定位后,便可开始后序冲压生产。
⑵机械分离:整个料垛紧靠在锯齿形分离装置上,运用锯齿形拨片将料垛板料最上层的钢板从料垛中分离。
磁性分张机构简介
在冲压等钢板料垛应用行业,码垛之后的钢板间,由于涂有油层或存在真空负压,钢板粘合较紧不易分开。在机械自动化上料时,极易把多张钢板同时送入模具,造成模具损伤。因此,在自动化冲压系统中实现钢板料垛的分张,对于稳定生产节拍、保护冲压模具以及保证生产质量等都具有十分重要的意义。
分张模块作为自动化冲压生产线的首道工序,其结构的合理性与平稳性,对于取、上料效率以及整条生产线的生产节拍起着决定性作用,常用的磁力臂结构见图2。为了满足自动化冲压拆垛上料的需求,并结合各方面因素考虑,一套稳定的拆垛系统应满足以下要求:
百度翻译是学生日常使用较为频繁的免费软件之一,支持离线翻译功能,期中收录了专业词典释义,覆盖了500万云端词条,多种场景的双语例句,双语文章等可供学习者使用。传统的翻译教学模式中,课堂上教师给出译例作为示范,课下给出相应练习让学生完成,这种单纯的纸笔练习对于学生翻译能力及学习主动性上没有得到有效的锻炼。将计算机辅助翻译软件作为辅助工具引入翻译教学中,把学生被动地接受状态变为主动的学习状态,促成学生独立思考,自由搭建知识框架,形成探索式的学习方法。

⑴确保上垛和换垛能够有足够的空间范围;
⑵上垛和换垛需方便快捷,仅通过叉车、行车即可将钢板料垛准确平稳地放置到预设位置;
示教完成后,磁力臂回原位。此时在线首条件满足的情况下,可以自动进行寻边。此时,磁力臂会以速度模式行走到目标位置的前25mm 处停下;待所有磁力臂均行走至目标位置前25mm 处后,所有磁力臂再一起以力矩模式前进;当磁力臂接触到板件边缘并挤压到目标力矩后,此时判定左右磁力臂均已接触到板件;所有的磁力臂后退2mm,避免力矩模式下磁力臂与板件接触过紧导致分张不良;磁力臂自动寻边完成后,所有磁力臂一起得磁,板件在磁性的作用下产生分张,整个自动寻边流程完成。
⑷分张模块在保证稳定性及可靠性的基础上,还应尽量满足各种异形板件的分张需求;
1.4统计学方法均采用SPSS17.0软件进行统计分析,两个样本率的比较用X2检验,两样本均数比较用t检验,P<0.05为有统计学意义。
磁力臂自动寻边功能简介
每次新车型上线调试时,需要示教板件的上料位置和磁力臂位置。材料上料位置的示教标准以托盘不碰撞到磁力臂、拆车上料方便为准。磁力臂的示教方法为手动点动选择的磁力臂,直到磁力臂与板件边缘接触,示教完成后保存当前各磁力臂的位置值到零件配方。
⑶尽量保证取料机械手单次只抓取一张钢板;
当磁头行走的距离超过目标值25mm 后,仍然未寻找到板件边缘,此时磁力臂自动寻边会报警,操作人员需要检查上料的位置。
磁力臂自动寻边功能创新过程
创新前的情况
⑴磁力臂寻边完成后与板件仍然接触过紧。
对比两组人员糖化血红蛋白检测(HbAlc)、空腹血糖水平(FPG)以及口服葡萄糖50 g筛选测试糖耐受量水平(GCT);同时对比不同检测方式在妊娠期糖尿病中的诊断情况[3]。

⑵生产过程中磁力臂磁头顶起报警。
在自动寻边完成后,磁头再后退2mm,因为不同磁力臂的机械差异,部分磁力臂后退2mm 后磁力臂仍然与板件接触过紧(图3),导致板件分不开张。如果加大后退距离,会因为磁性减弱,影响板件的分张效果。
⑷微变形分离:使最上层钢板施加适当翘曲变形,产生间隙进行分离。
差异分析
⑴磁力臂后退后仍与板件接触过紧差异分析。
按照程序逻辑,各磁力臂达到固定的寻边力矩后,程序判定磁力臂与板件边缘正常接触。但是不同磁力臂因为机械结构的差异,导致实际加载到板件边缘的力矩不一致。我们选择了几组中间常用的磁力臂,进行了不同力矩的测试,结果见表1。
自2011年韩国教育部颁布“学术道德建设规划”,全面建设高校教师学术道德教育实施体系后,取得了一定成效。

⑵生产过程中磁力臂磁头顶起报警分析。
按照程序逻辑,磁力臂到位后再后退2mm,磁力臂与板件接触的不会过紧,这样生产时板件上升不会带起磁头。实际因为不同磁力臂的机械差异,导致自动寻边完成后,磁头与板件的接触松紧存在差异,这样过紧的磁头在生产过程中容易被带起。当来料堆垛不齐时,因为磁头完成自动寻边后是不动的,这样凸出的板件就会把磁头顶起,造成生产过程中磁力臂顶起报警频发(图5)。

创新改善步骤
⑴解决不同磁力臂寻边力矩的差异。
由于不同磁力臂机械性能上的差异,寻边时在板件边缘产生的力矩存在差异,针对这一差异,程序中新增了不同零件不同磁力臂寻边值的设定功能(图6),同时在操作画面中将设定值写入此零件的配方,这样能确保所有磁力臂作用在板件边缘的力矩一致,解决了部分磁头容易与板件接触过紧的问题。

⑵改善磁力臂频繁顶起报警。
生产过程中小车带着板件缓慢上升,磁头被缓慢顶起,新增磁头顶起报警后,自动让磁头失磁,后退到磁头不报警,再前进到目标位置之前2mm,再次得磁。这样在联动过程中能自动消除磁头被顶起的异常,同时不影响正常联动生产。
“玉不琢,不成器;人不学,不知道。”知识对任何人而言都是成才之基石,学习的过程中,务必把基石打牢。而学习就务必求真学问,求大道理,明真事理。不能举足不前满足快餐化、碎片化的知识。人的潜力是无限的,在不断学习和实践当中发掘自身潜力。望广大青年珍惜大好学习时光,求真学问,练真本领。
⑶HMI 控制面板新增顶起报警磁头显示。
除了事件本身,还可以通过其他细节让采访变得更加丰满。可以对采访对象所处的周边环境进行捕捉,给观众传递更多的信息;还可以依靠镜头语言,更好地展示采访对象的精神面貌,使观众提高对采访对象的认识,比如通过给采访对象的衣着、生活用品几个特写,观众就能够清楚知道采访对象的家庭等情况,提高观众的观看感受。
新增磁头被顶起后当前磁头状态的异常显示见图7。

创新改善验证
不同的磁头修改不同的寻边力矩后,不同磁头与板件的接触力矩偏差很小,这样自动寻边完成后,不存在某个磁头与板件接触过紧的现象;新增自动消除磁头顶起报警后,能消除板件与磁力臂摩擦导致的磁头报警,同时也能解决来料堆垛不齐导致的磁头被顶起的现象。在大大降低了生产异常、提高生产效率的同时,也降低了线首来料的堆垛标准要求。
1.混凝土机械。混凝土机械是水利工程最常用的设备,主要有混凝土的生产、水平和垂直运输、碾压、振捣等设备。由于水利工程大多位于偏远山区,交通不便,施工场地狭小,混凝土方量较大,又不可能安装大型混凝土站,如果中小型简易站也能做成模块化设计的混凝土站,将更加便于安装、拆卸和运输。还有混凝土入仓设备,一般来说车载伸缩式皮带布料机机动性最好,效率最高,但如果其高昂的价格和高倾角输送问题始终得不到有效解决,对其应用领域的拓展将是一个很大的局限。
结束语
本次创新提出了一种优化的磁力臂自动寻边控制方式,避免了磁头被顶起而导致生产中断的风险。优化的控制模式能满足不同材料、不同磁头的自动寻边要求,同时也满足现场自动消除磁头顶起报警的要求,在保证设备安全的基础上,冲压线的效率提升12.5%,来料的堆垛标准也得到了降低,能吸收±5mm 范围内的堆垛不齐。