汽车冲压外覆盖件缺陷及过程质量控制
2022-07-21姬伟山西吉利汽车部件有限公司
好的汽车从冲压开始,汽车感知质量是消费者选车时的第一印象,汽车质量外观的好坏是直接影响消费者选择的重要因素。大型覆盖件的冲压生产是汽车车身制造的关键环节,这个环节也是最容易出现质量问题的环节,在冲压生产中常见的表面缺陷有:表面划伤、麻点、凹坑凸包、开裂隐裂、表面起皱、零件变形。
在冬小麦的全生育期间,平均气温偏高一点,其降水量也比较多,雨水的分布比较集中。在冬小麦的种植期间,其平均气温为8.3℃,比常年高0.5℃;降水量为243.4 mm,比常年多3.8 mm;日照的时间为2531 h,比去年少126 h。在这期间其极端最高气温为35.7℃,出现在7月19日,极端最低气温为-15.7℃,出现在12月31日。
造成零件表面缺陷的原因有很多,冲压三大要素是:板料、模具、设备,常见的冲压件缺陷多数归结于三要素问题。而在生产制造的各个环节都有可能造成零件缺陷,零件缺陷的分析应该从人、机、法、环、测多方面进行考虑,从而制定相应的措施保证产品质量。通过建立质量保证措施让所有的质量问题对号入座,及时从根源上解决质量问题。
冲压外覆盖件常见缺陷
冲压件表面压印麻点
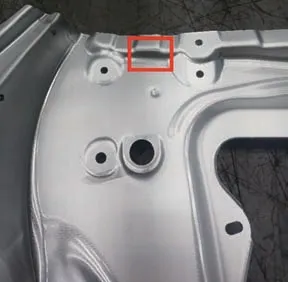
压印麻点(图1)在日常生产中比较常见,出现频次比较高,一些小的凹坑凸包难以发现,影响产品表面质量,涂装喷漆之后,会引起光线杂乱,出现不规则反射,直接影响视觉导致客户抱怨。在制造过程中造成缺陷的因素有很多,主要包括:板料自带异物不能及时清理,板料中夹杂着污垢;模具保养失控,拉延模具里的脏污以及后工序模具刃口的碎屑未清理;零件周转的端拾器上的吸盘保养不彻底,吸盘上粘附有碎屑。

冲压件隐开裂
隐开裂(图2)是指冲压件在生产过程中出现的局部变薄、拉裂的现象。零件隐开裂是重大的质量事故,如果没有被发现流出至市场端,车辆在行驶中会产生异振异响,严重时会影响车辆安全行驶。造成零件开裂的原因有:材料的特性值有变化,导致零件开裂;拉延时走料速度过慢,直接导致局部变薄,甚至开裂;设备的顶杆顶出高度不一致,导致压边圈压力不均匀,零件局部压力大,直接导致开裂;零件工艺设计缺陷,成形R 角部位过于尖锐,导致流料速度缓慢,造成开裂。
冲压件褶皱
起皱(图3)是冲压外覆盖件常见的一种缺陷,严重情况下会影响产品表面质量,甚至影响焊装、总装模块零部件的焊接和产品装配,冲压件表面起皱的主要原因为拉延时板料走料不均匀,具体原因为:拉延时,模具平衡块高度低,造成局部压料松,从而起皱;拉延筋长度不够;顶杆顶起高度不一致,导致局部压料板松的地方起皱;压机的滑块与工作台平行度不好;拉延时气垫压力太小,材料成形时压边圈的压料力不够,造成零件表面起皱。

冲压件划伤
把冲压件放置在检测台上,用荧光灯或自然光线照射到板件表面,利用发射的光波来判断。观察方式:上下移动看光纤有无折显或者外斜等情况,通常在5°~20°的范围查看板件(图5)。
对于冲压批量生产来说,随着科技的发展,有很多如蓝光、手持扫描等先进的检验设备,通常在主机厂应用最为广泛的主要有以下三种。
冲压外覆盖件的常见检查方法
公路路基路面防水施工直接关系到公路工程的整体质量,在汛期雨水量较大时,雨水渗透到公路路基极易导致公路路基路面发生严重的沉降,使路面形成裂缝,更为严重时还会导致路基整体沉陷。而公路路基路面防水施工能够有效提升了公路路基路面的防水性能,提升了公路工程的整体质量,对保证人们安全出行有重要意义。
目视检查法
划伤(图4)也是外覆盖件常见的缺陷,出现的主要原因:板料表面存在划伤;零件在搬运过程中造成的划伤;零件在装箱过程中造成的划伤;零件在运输过程中和工位器具磕碰造成的划伤。

手感检查法
3G手机是基于移动互联网技术的终端设备,除了能完成高质量的日常通信外,还能进行多媒体通信。用户可以在3G手机的触摸显示屏上直接写字、绘图,并将其传送给另一台手机,还可以用3G手机直接上网,查看电子邮件或浏览网页;有的3G手机自带摄像头,这将使用户可以利用手机进行电脑会议[2]。

打油石法
大多高职院校要求学生必须考取相应的专业资格证才能顺利毕业,而中职院校也有类似的要求,所以在中高职沟通不畅的情况下,就会出现中高职考取同一张职业资格证书,变相造成教学资源和学习时间的浪费,所以中高职在专业资格证方面应该采取循序渐进的方式,要求证书等级考试从低到高层级第升。

冲压外覆盖件的生产质量控制
首先,要提高员工的质量意识,在过程中需要不断进行质量知识培训,让每一位员工都能够具有发现问题的能力。在生产线上常常存在这样的问题:检验员数量少,检验时间长,疲劳作业,缺少考核制度,只有真正提高全员的质量意识,才能够降低整个过程发生批量事故的风险,必须让每位员工牢记质量是生产出来的,不是检验出来的。同时建立质量激励制度,并且不断优化把质量问题关进制度的笼子里。用制度规范引导约束员工的质量意识,对员工进行定期的资格审查与技能鉴定,让每一位员工增强责任感。
把整个手掌轻轻地放在零件的表面,上下、左右移动,通过触摸反馈给予手掌不一致的触感。手感方式:佩戴劳保白手套以200mm/s 的速度,通过往复抚摸找出不良之处(图6)。
由表3可知模型的p值小于0.01,表明该响应面回归模型达到极显著水平。失拟项不显著(p=0.1584),说明该模型对本试验拟合程度较好。回归方程的决定系数R2为0.9583,说明该该模型对实验点的适配度达到95.83%,具有较高的拟合度,仅有总变异4.17%不能用该模型解释,因此可以利用该模型预测上述提取条件对皂苷得率的影响。调整决定系数为0.9047,说明该模型能够解释90.47%的响应值变化,因而模型的拟合度良好,可对盐析辅助酶法的不同提取条件下龙牙楤木皂苷提取得率进行预测。
影响冲压外覆盖件的生产质量因素是复杂的,解决质量问题需要从5M1E 的人、机、料、法、环、测多方面入手,多角度进行质量分析。
在板件的表面打油石,先沿着车身方向打过,然后在对应的方向交叉打油石。打油石方式:先用粘层布清理板件表面杂质,谨防划伤板件表面,注意不可以对同一部位过多打,以防发热变形引起误判(图7)。
其次,质量问题同模具是分不开的,当模具问题造成批量事故后,应紧急停线换模维修,对于日常的维护保养应该按照计划对模具进行一二级维护保养和模具清洗,在完成模具一二级保养的同时需要对影响生产质量的最主要的三个要素进行周期性的保养,以减少生产中的异常停线风险,具体如下:拉延模具的成形R 角的硬度周期保养;切边模具的刃口间隙维护保养;切边模具的刃口硬度维护保养。
再次,规避过程中的零件划伤。当出现零件划伤问题时,要及时将员工的不合理行为进行纠正,并分析器具存在潜在问题的原因,然后对不合格器具进行整改。质量问题和原材料是息息相关的,板料问题常常受到忽视,对于材料供应商的定期审核是欠缺的,经常出现的问题有材料脏、材料尺寸异常、材料特性值异常等。板料脏,如果清理不及时会导致零件表面凹坑凸包或麻点,材料特性值异常时,不同批次材料的屈服强度、抗拉强度较大时,延伸率小的材料拉延时容易出现局部开裂。当出现材料尺寸异常时,可能导致零件不能正常生产。对材料的质量控制是非常重要的,因此严格遵守对板料的理化试验是发现问题的一种方式,同时将生产过程中的问题及时反馈到供应商,让其提出改进措施,并跟踪验证。
车间环境的问题不容忽视,在生产中零件的状态常常受车间环境影响,北方四季温度差异大,车间温度不能够保持稳定,设备、板料、模具都会受到影响。另外车间脏乱差的环境同样会给生产带来问题。生产线线体线首单元脏,皮带机碎屑会将脏污带入板料造成零件的多种缺陷,因此应该保持环境的清洁,整理整顿,做好车间日常的5S 工作。
最后,冲压过程的计量器具要定期校准,确保有效,冲压检具尤为重要,需要定期送往三坐标进行标定。同时对于生产过程的拉延油、清洗液等辅料应按期进行化验,保证其合格,主辅料的时效性才是保证质量的根本。
结束语
吉利汽车无时无刻不贯彻落实“时刻对品牌负责,永远让顾客满意”的质量方针,从根源上解决质量问题,从人、机、料、法、环、测多角度制定措施,让质量问题受控,减少客户的抱怨,通过对冲压零件质量的有效控制,使整车的品质得到提升,吉利在“造每个人的精品车”。
