36.00R51阻燃巨型工程机械子午线轮胎的研制
2022-07-20王传铸王银竹殷洪鑫刘利民
王传铸,赵 君,王银竹,殷洪鑫,刘利民
[泰凯英(青岛)专用轮胎技术研究开发有限公司,山东 青岛 266100]
渣包车是一种冶金渣水的专用运输车,属于特殊用途工程机械车辆,主要用于运输温度为 1 100~1 300 ℃的废渣水[1-2]。由于渣包车轮胎在使用过程中胎面和胎侧极易被高温渣水灼烧而引起轮胎燃烧失效,导致轮胎的使用寿命短和车辆的运输成本高[3];此外,轮胎燃烧失效极易导致轮胎爆破而使高温废渣水倾泻出来,造成极大的安全事故[4]。
市场调研结果显示,某型号渣包车配套国际某知名品牌36.00R51巨型工程机械子午线轮胎,用于运输冶炼后的高温渣水,其轮胎在使用过程全部燃烧失效,平均寿命仅2~4个月,而花纹磨损不到5%,轮胎的使用成本极高。针对此特殊工况特点,我公司设计阻燃胎面胶和胎侧胶配方[5-9],并对轮胎材料分布进行优化设计,开发了36.00R51阻燃巨型工程机械子午线轮胎,将其使用寿命延长到4个月以上,满足了客户需求。现将产品设计情况简介如下。
1 实验
1.1 主要原材料
天然橡胶(NR),STR20,泰国进口产品;顺丁橡胶(BR),牌号9000,中国石化北京燕山石油化工有限公司产品;丁苯橡胶(SBR),牌号1502,德国朗盛公司产品;炭黑N220和N330,江西黑猫炭黑股份有限公司产品;白炭黑,罗地亚白炭黑(青岛)有限公司产品;十溴二苯醚、硼酸锌和三氧化二锑,济南泰星精细化工有限公司产品。
1.2 配方
常规胎面胶配方:NR 80,SBR 20,炭黑N220 60,氧化锌 3,防老剂4020/RD 3.5,促进剂TBBS/硫黄 2.7,其他 3.5。
阻燃胎面胶配方:NR 80,SBR 20,炭黑N220 35,白炭黑 20,氧化锌 3,防老剂4020/RD 3.5,十溴二苯醚/硼酸锌/三氧化二锑 38,促进剂TBBS/硫黄 2.9,其他 3.5。
常规胎侧胶配方:NR 45,BR 55,炭黑N330 52,氧化锌 5,防老剂4020/RD/DTPD 3.9,促进剂TBBS/硫黄 2.25,其他 5.1。
阻燃胎侧胶配方:NR 50,BR 50,炭黑N330 44,白炭黑 7,氧化锌 5,防老剂4020/RD/DTPD 3.9,十溴二苯醚/硼酸锌/三氧化二锑 35,促进剂TBBS/硫黄 2.55,其他 5.1。
1.3 主要设备和仪器
XK-160型开炼机,上海橡胶机械厂产品;GK270型和GK400型密炼机,益阳橡胶塑料机械集团有限公司产品;XLB-Q 400×400×2型平板硫化机,上海第一橡胶机械厂有限公司产品;MDR2000型硫化仪和T2000型拉力机,美国阿尔法科技有限公司产品;橡胶氧指数测试仪,沈阳紫微恒检测设备有限公司产品。
1.4 胶料混炼
(1)常规胎面胶和胎侧胶的混炼采用常规混炼工艺[10]。
(2)阻燃胎面胶和胎侧胶的混炼工艺如下。
小配合试验胶料在开炼机上进行混炼,加料顺序为:生胶→小料→炭黑和白炭黑→十溴二苯醚、硼酸锌和三氧化二锑→硫黄和促进剂。
大料配合试验胶料在密炼机中进行混炼,采用3段混炼工艺。
一段混炼在GK400型密炼机中进行,转子转速为42 r·min-1,排胶温度为(165±4)℃,加料顺序为:生胶、小料→炭黑、1/2十溴二苯醚、硼酸锌和三氧化二锑→排胶、冷却、下片。
二段混炼在GK400型密炼机中进行,转子转速为39 r·min-1,排胶温度为(160±4)℃,加料顺序为:一段混炼胶(停放6~32 h)→白炭黑、剩余1/2十溴二苯醚→排胶、冷却、下片。
三段混炼在GK270型密炼机中混炼,转子转速为20 r·min-1,排胶温度为(105±4)℃,加料顺序为:二段混炼胶(停放6~32 h)→硫黄、促进剂→排胶、冷却、下片。
1.5 性能测试
各项性能均按照相应国家标准进行测试。
2 结果与讨论
2.1 小配合试验
小配合试验结果如表1所示。

表1 小配合试验结果Tab.1 Laboratory test results
从表1可以看出:与常规胎面胶和胎侧胶相比,阻燃胎面胶和胎侧胶的硫化特性变化不大;300%定伸应力、拉伸强度和拉断伸长率降低;胎侧胶的屈挠寿命缩短;阻燃胎面胶和胎侧胶的氧指数均达到24%以上,阻燃胎面胶的阻燃性能比常规胎面胶提高36%,阻燃胎侧胶的阻燃性能比常规胎侧胶提高28%。
2.2 大配合试验
大配合试验结果如表2所示。
从表2可以看出:与常规胎面胶和胎侧胶相比,阻燃胎面胶和胎侧胶的硫化特性变化不大,300%定伸应力、拉伸强度和拉断伸长率降低;胎侧胶的屈挠寿命缩短;阻燃胎面胶和胎侧胶的氧指数均达到24%以上,阻燃胎面胶的阻燃性能比常规胎面胶提高37%,阻燃胎侧胶的阻燃性能比常规胎侧胶提高29%。大配合试验结果与小配合试验结果一致。
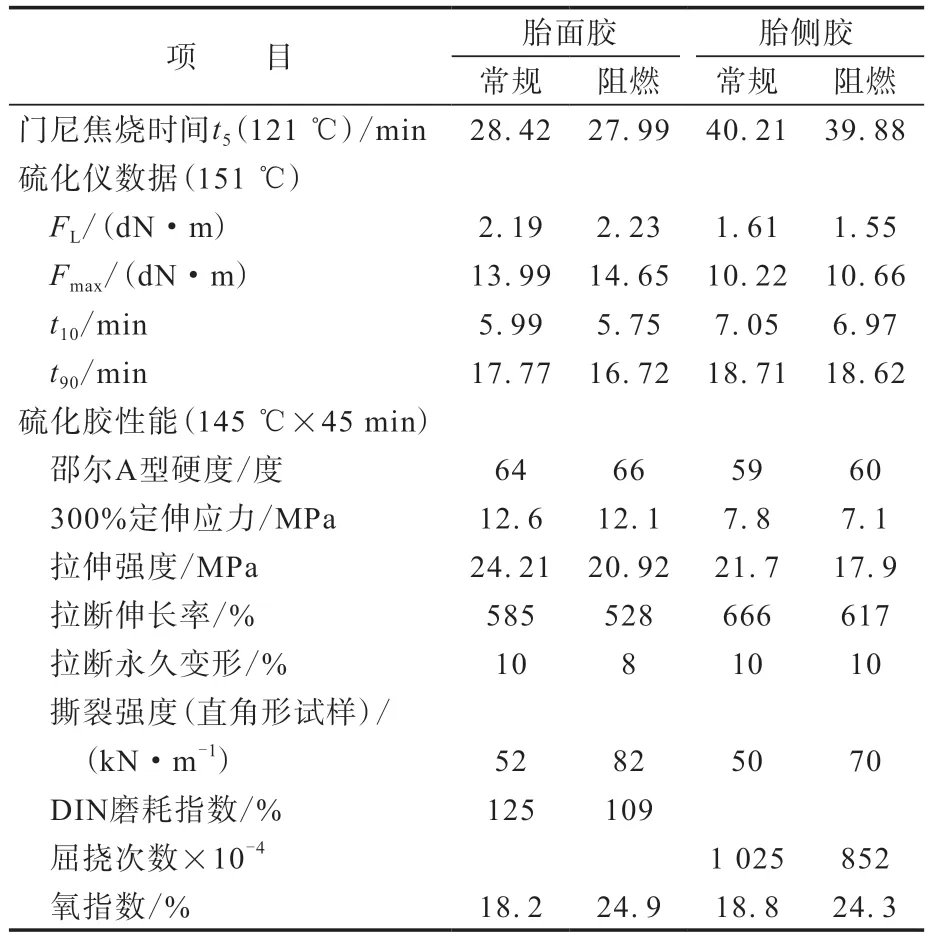
表2 大配合试验结果Tab.2 Workship test results
虽然阻燃胎面胶的磨耗性能比常规胎面胶降低,但考虑到轮胎在实际使用中花纹磨损极小时即失效,因此阻燃轮胎的耐磨性能完全满足使用要求。
在室内使用酒精灯点燃常规胎面胶和胎侧胶试片以及阻燃胎面胶和胎侧胶试片,酒精灯移除后常规胎面胶和胎侧胶试片剧烈燃烧至尽,而阻燃胎面胶和胎侧胶试片在酒精灯移开后5 s内迅速熄灭,阻燃性能良好。分析认为:胶料的氧指数增大,阻燃性能提高[11-14],大气中氧气含量约为21%,常规胎面胶和胎侧胶的氧指数均低于19%,因此在空气中着火后可剧烈燃烧;阻燃胎面胶和胎侧胶的氧指数均在24%以上,阻燃性能大幅提高,在空气中被引燃后可自灭。
阻燃胎侧胶的屈挠寿命比正常胎侧胶缩短17%,常规轮胎实际使用30个月时胎侧无裂口问 题[15-16],据此推算阻燃胎侧胶可保证使用24个月以上无裂口问题,完全满足客户4个月以上使用寿命需求。
2.3 成品轮胎路试
根据阻燃胎面胶和胎侧胶性能及客户需求,对36.00R51巨型工程机械子午线轮胎胎侧和胎面材料分布进行优化设计[17],并应用阻燃胎面胶和胎侧胶试生产4条36.00R51阻燃巨型工程机械子午线轮胎发往某炼钢厂进行路试。
36.00R51阻燃巨型工程机械子午线轮胎与竞品轮胎的路试结果对比如表3所示。
从表3可知,阻燃轮胎除1条抗刺扎失效外,其余3条均为炭化失效,平均使用寿命达到154 d(约5个月),达到客户4个月以上的使用寿命要求,较4条燃烧失效的竞品轮胎的平均寿命(110 d)延长了44 d,延长40%。使用阻燃轮胎经济效益明显,可显著降低客户的轮胎使用成本、提高渣水运输过程中的安全性,产品获得客户的认可。
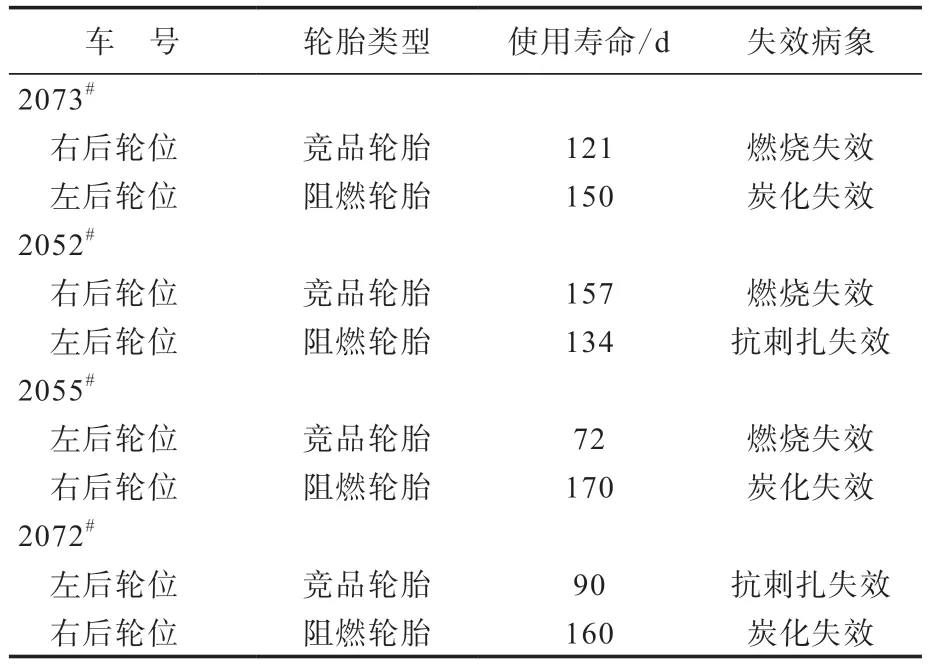
表3 成品轮胎路试结果Tab.3 Road test results of finished tires
3 结论
(1)小配合和大配合试验结果表明,采用十溴二苯醚、硼酸锌、三氧化二锑阻燃材料的阻燃胎面胶和胎侧胶,其氧指数达到24%以上,阻燃性能大幅提高。
(2)成品轮胎路试结果表明,采用阻燃胎面胶和胎侧胶试制的36.00R51阻燃巨型工程机械子午线轮胎可有效防止高温废渣水灼烧轮胎引起的轮胎燃烧失效,平均使用寿命达到154 d,比竞品轮胎使用寿命延长40%,不但降低了轮胎的使用成本,更是降低了渣包车运输过程中的安全风险。
