连续结构钢箱梁无临时墩整跨安装技术的应用
2022-07-14郭焕龙
郭焕龙
(中铁十四局集团第三工程有限公司,山东 济南 250300)
1 连续结构钢箱梁相关简介
道路设计为自行车专用道,桥跨布置兼顾经济性、功能性与整体景观效果,采用桥跨形式为3m×20m+4m×20m+3m×20m,均为等截面连续钢箱梁,钢箱梁采用全焊结构,平面线型采用直线+圆曲线形式。梁板顶宽5.5m,底宽2.1m,梁高1m,箱梁顶板悬臂长1.75m,钢箱梁标准节断面如图1 所示。桥梁顶、底板厚度为16mm,腹板厚度为16mm 和18mm,顶、底板加劲肋采用12mm 厚的板肋,腹板纵向加劲肋采用16mm 厚的板肋,箱式内腹板竖向加劲肋及横隔板标准间距为0.8m,为增加横向受力的均匀性和防止箱梁倾覆,在有支座的中墩及边墩墩顶局部范围灌注C40 微膨胀混凝土。墩柱采用双向侧倾的四柱式钢管混凝土桥墩,墩柱伸入承台1.5m,承台为2 层钢筋混凝土结构,基础为钻孔灌注桩。

图1 钢箱梁标准节三维示意图
因场地受限,钢箱梁须在工厂加工焊接完成,运至现场后用大型汽车吊安装就位,桥跨间因受场地及交通导行影响,拼接缝处不便设置临时墩。钢箱梁无临时墩整跨安装技术利用合理的桥跨分段,另外加设就位措施,保障钢箱梁安全、精准就位,从而节约了做辅助支墩、支架的成本,避免了做临时墩对场地有要求的问题,也缩短了安装的时间。
2 钢箱梁安装技术
2.1 钢箱梁分段
钢箱梁分段综合考虑了拼接缝焊接的操作空间、拼接缝处的应力集中、便于运输吊装以及接缝处的弯矩等多重因素,确定钢箱梁安装以桥台及墩柱为支撑,不再另行搭设临时墩,钢箱梁拼接缝设在距离墩身中心线外挑2m 的位置。安装时,以安装完成的箱梁及前方墩台为支点,逐孔安装。
具体为横向不分段,纵向按以下方式分段,如图2 所示(以其中一联三跨为例,跨径均为20m,分段长以拼接缝中心线为计算点)。第一跨:分段长22m;第二跨:分段长20m;第三跨:分段长18m。

图2 一联钢箱梁分段图(单位:m)
2.2 钢箱梁拼接缝细部说明
为了解决拼接缝处应力集中的问题,拼接缝处采用分台阶法留取,钢箱梁构件分布如图3 所示,其中附着在F1上的加强肋板比面板长15cm,附着在F2、N2 上的加强肋板比面板短15cm,以便于焊接和避免应力集中。

图3 钢箱梁构件分布图
每个台阶长30cm,共计分为5 个台阶,拼接缝布置如图4 所示。
2.3 钢箱梁就位导向设置
因钢箱梁为整跨运输,属于超宽超长车辆,多数情况下为夜间运输和安装,时间紧迫,故如何能快速精准就位是钢箱梁安装的技术关键,该文仅说明拼接缝处左右和前后的就位控制方法,其他位置按照通常梁板安装方法施工,该文不再赘述。
钢箱梁制作时必须采用长线台座,待一联钢箱梁全部制作完成后再按照拼接缝布置解体。
拼接缝处左右方向控制须在钢箱梁的F1和F2上设置左右临时限位导向板,导向限位板如图5 所示,钢箱梁固定焊接完成后解除。F1 限位导向板几何尺寸为20cm×20cm×2cm,纵向外漏10cm,F2限位导向板几何尺寸为40cm×40cm×2cm,垂直方向外漏20cm。
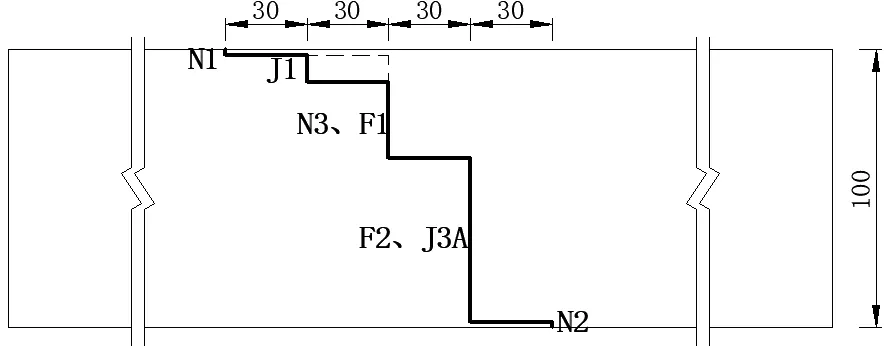
图4 钢箱梁拼接缝立面示意图(单位:cm)

图5 导向限位板布置图
前后方向控制采用软连接。在钢箱梁顶板上临时设置2 条手拉葫芦软连接,待钢箱梁大致位置已对齐但还未完全落梁之前用手拉葫芦进行微调,钢箱梁完全对齐后进行落梁。落梁后采用马板及时进行固定,马板宜采用20cm×10cm×1cm 的矩形钢板,沿分段接口方向在顶板上每间隔50cm 布置1 个。
2.4 钢箱梁工地组装焊接
工地组装焊接主要是钢梁制作节段之间的焊接,待节段就位后,调整好桥梁整体线形和焊缝间隙统一进行焊缝的施焊工作。
节段间的焊接至关重要,是连续钢箱梁桥结构承重的薄弱点,也是桥梁线性控制的重要环节,合理的梁段环缝的施焊顺序能够防止焊接变形、减少焊缝内应力,保证外形尺寸及焊接质量。
每条环缝的焊接顺序:顶板、底板定位加强焊→顶板、底板、腹板对接缝焊接→纵肋嵌补段对接缝焊接→纵肋与底板的角焊缝焊接。
每条纵缝的焊接顺序:隔板对接立焊缝→底板与隔板焊缝→底板定位加强焊→底板对接焊缝焊接。
所有环缝全部采用马板定位焊接,顶板、底板和腹板焊缝焊接时焊缝的接头避开十字接头部位。
现场顶板、底板以及腹板对接焊缝由2 名焊工对称焊接,横向对接焊缝采用埋弧焊盖面。嵌补段先焊接嵌补对接,后焊接嵌补角接;加劲肋嵌补的焊接应从梁段中心向两边对称施焊。
2.5 钢箱梁吊装调平、就位与运输保护
钢箱梁吊装调平、就位与运输保护需要注意以下6 点:1)钢箱梁的重心位置计算是钢箱梁吊装中最为关键的一步,重心计算不准将会导致就位困难而且就位精度不高,严重的可能会造成吊装事故。根据箱梁吊装时的结构形式和梁段质量,准确计算出梁段的重心位置,在各段箱梁两端处合理布置吊耳。2)根据箱梁纵坡、预拱度值以及现场吊装工况,选择适当的吊装钢丝绳、卸扣和链条葫芦等工具,并确定吊钩两端钢丝绳的长度。3)吊装梁段接近作业面时,利用手拉葫芦连接,通过调整手拉葫芦的长短控制钢箱梁的位置。4)钢箱梁吊装过程中需要不断调整其状态,通过粗调和精调,确保钢箱梁顺利安装到位。5)吊装前在梁段上系设好2 根缆风绳,以控制梁段在空中时的状态。在达到预定起升高度时(超过临时支架顶表面1m 以上),吊车缓慢转动主臂至桥位上空后,吊装指挥人员指挥吊车缓慢落钩将梁段吊至临时支架顶面10cm 左右停下,然后参照事先放出钢箱梁底板边线、中心线将钢箱梁初步定位后吊车再继续缓慢落钩至安装位置完成精确定位。6)在钢箱梁装车、运输以及吊装过程中,要对钢箱梁进行成品保护,由于钢结构为刚性构件,因此需要用柔性材料固定,在下方要垫放枕木,枕木上方要铺有塑料布,以防止漆膜受损;镖绳打紧并垫上钢包角,防止钢梁边角处损坏;个别构件要加焊临时支撑件,保证构件的稳定性。
3 钢箱梁制作技术
3.1 钢箱梁设计分解
在保证结构体系合理与稳定的前提下,对原设计的钢箱梁整体结构进行分解,结合段落的划分情况,精准计算每个构件分解后的尺寸,分解完成后通过三维空间建模进行组装碰撞检测,并绘制钢箱梁总拼装图、节段组装图、单元件施工图、零件套料图、材料明细表等,确保无误后方可按分解后的构件进行加工制作。钢箱梁只有经过设计分解才能保证构件制作精度。
3.2 钢箱梁的制作
钢箱梁的制作须在加工场内,采用“长线法”整体成型,即在工厂内搭设连续胎架,其线型按照设计线型+预拱度设置,钢箱梁节段组拼、定位焊在胎架上完成。
经测量放线胎架无误后,将组装件吊装到平台上进行就位固定,每个构件的组装须按照设计分解后制定的组装方案进行,组装时须将焊缝两侧的污渍清除干净,直至出现金属光泽。
钢构件组装过程中如角度或位置有偏差时,禁止用撬棍或大锤等对构件进行强制装配,有部分组装后无法进行检测或涂装的区域,需要在完全组装前进行检测或涂装,合格后进行完全组装。
对拼装构件先进行点焊,二次测量无误后进行全面焊接,焊接完成后进行现场超声波检测,符合标准后对焊接部位喷漆,对线型整体进行第三次测量检查和调整,满足精度要求后,进行测量特征点标记和临时吊耳安装,以上工序完成后方可下胎发运到现场。
3.3 钢板的矫正
钢板由于生产、贮存等原因,以及经过冲、剪及切割分离等初加工后,可能会出现各种各样的变形,在拼装、焊接前须对其进行矫正,以免钢箱梁出现应力集中或外观缺陷等质量问题,该文仅对常见的钢板矫正和箱型构件矫正做简要阐述。1)钢板矫正。钢板变形主要采用矫平机与火焰相配合的方法进行矫平,矫平后的钢板平整度须满足小于1mm/m2 的要求。2)箱型构件矫正。箱型构件的扭曲、弯曲等变形矫正采取三面固定的加热方法,并在构件两端用螺旋拉紧器施力配合矫正。
3.4 钢材接料
钢材接料在钢箱梁加工过程中是不可避免的,但是每个钢结构构件都是梁体的一部分,接料的质量好坏也会影响整个梁体的受力,接料的质量控制体现在以下几点。1)接料拼接的过程须在1 个完全水平的工作平台上进行,拼接前须对平台进行水平差检测。2)接料同焊接要求一致,对焊缝两侧污渍清除干净。3)根据来料检尺进行排版,在浪费不大的情况下尽量采用大板接料形式。4)接料时如采用埋弧自动焊,接料两端须有引板,尺寸为5cm×10cm,引板与接料板厚、材质以及坡口形式均应一致。
3.5 钢板的焊接
钢箱梁设计为全焊结构,构件长度长,构件变形控制难,焊接质量对钢箱梁的整体质量有决定性作用,因此须确保构件焊后变形及残余应力符合要求,同时使构件达到实际确定的预拱值,该文从降低焊接应力、变形等方面做出以下阐述。
3.5.1 降低焊接应力的措施
降低焊接应力的措施如下。1)尽量减少焊缝。局部加热循环是引起焊接内应力的主要因素,焊缝越多焊接内应力越大,所以下料时合理分配板材,做到既节约板材又较少焊缝数量。2)降低焊接的约束度。焊接的约束度与焊接应力成正比,接应力随着约束度增加而增加,焊接时宜在约束度较小的条件下完成,在自由状态下施焊,从而降低焊接时的拘束度。3)选择合理的焊接顺序。通常情况下焊接按以下顺序进行。焊缝收缩量大优先于收缩量小的;焊缝拘束度大优先于拘束度小的;焊缝不能自由收缩的优先于能自由收缩的。4)必要时利用喷砂除锈的工序部分消除表面应力。
3.5.2 焊接变形的控制措施
焊接变形的控制措施如下。1)装配精度要严格控制。每个构件在装配前都须检测其变形情况,符合装配公差的内控要求后才可组装;组装时要通过系列固定措施,保证构件和台模固定牢靠,必要时预置反变形;构件装配时,为防止组装引起扭曲变形,须使构件弯曲方向一致。2)坡口尺寸的控制。坡口的大小和装配间隙对焊接的质量影响较大,坡口加大会导致过量焊接,从而产生过度变形,坡口减小会使填充量减少。固加工精度和装配间隙要严格控制,防止构件扭曲,确保构件沿长度方向坡口大小一致。3)优化焊接顺序。单个构件本身的焊缝焊接,以及组合构件上的部件焊接要相对于轴线对称分段施焊,使构件受热分散、均匀、对称;长度约大于1m 的焊缝要采用多人同时施焊或分段退焊法。4)焊接后如存在变形的构件,须通过压力矫正机冷压矫正或加热矫正,加热法矫正须避免因加热、冷却对钢材机械性能的影响。
3.5.3 焊接缺陷的修复
焊接中的缺陷是不可完全避免的,当检测完成后,出现的质量缺陷须按以下5 条措施进行修复:1)如焊缝在无损检测的过程中,检测有部分超标缺陷时,应向技术人员报告,查清原因后,制定修补方案,严格按照方案进行修补,焊工不得擅自进行修补处理。2)如焊缝中存在有裂纹的现象,须确定裂纹的界限范围,在修补前通过无损检测方法进行确定。处理时在裂纹的两端分别钻孔将裂纹终止,裂纹四周的污渍须清除干净,清楚范围不小于5cm,存在咬边、凹陷、尺寸不符等情况超标时须补焊,存在焊缝、焊瘤等情况时应采用砂轮进行打磨,与母材圆滑过渡。3)缺陷清除过程中,应磨除气刨渗碳层,修整表面,并将刨槽加工成四侧边斜面角不小于10°的坡口,处理完成后还需要探伤再次检查裂缝情况。4)采用原焊接方法及工艺规定补焊。埋弧焊焊缝有缺陷时用低氢型焊条补焊。5)补焊时须注意焊缝长度,当焊缝长度超过500mm 时,应采用分段退焊法,多层焊的焊层之间接头应错开,焊缝长度应大于100mm,补焊应在坡口内引弧,熄弧时应填满弧坑。
4 结语
钢箱梁的应用越来越多,施工现场的场地情况也各不相同,搭设临时墩对场地要求高,且不够经济。该文对钢箱梁无临时墩整跨安装技术进行了研究,满足“无支架、快速化施工”的理念,分大节段进行吊装,并指出了钢箱梁加工过程中的施工要点,可对类似工程建设起到借鉴作用。
