加工动、静涡旋盘涡旋曲面刀具的中心轨迹参数方程推导
2022-07-13张学智
张学智
四川普什宁江机床有限公司
1 引言
涡旋式压缩机具有效率高、运转平稳、结构简单、形小量轻和噪声低等特点,于1900年由克劳克斯(Grox)发明,但受限于加工精度,这项发明一直未能变为现实。
近几年,数控加工技术的发展使涡旋曲面加工成为可能,从而使涡旋压缩机在空调、制冷等方面得到应用,成为一种新型制冷压缩机。涡旋式压缩机主要由动、静涡旋盘以及机架、电机、外壳等零件组成,其中,动、静涡旋盘是涡旋式压缩机的关键零件,很大程度上决定着涡旋式压缩机的性能,因此动、静涡旋盘的加工精度成为制造涡旋式压缩机的重要因素。
2 工艺分析
(1)涡旋压缩机的蜗旋曲线及标准参数方程
构成动、静涡旋盘涡旋面的曲线有螺线、正多角形渐开线以及圆的渐开线。其中,圆渐开线是一条由无数圆弧连接且曲率连续变化的曲线,目前,蜗旋压缩机大多数采用圆渐开线作为蜗旋曲线。如图1所示,具有一定壁厚的圆渐开线构成了涡旋压缩机的内、外涡旋面。
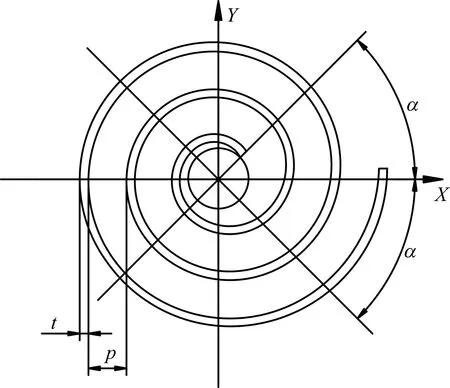
图1
涡旋面基本参数为:涡旋盘壁厚t=2rα,涡旋盘节距p=2πr。其中,r为基圆半径,α为渐开线起始角,θ为渐开角。
参数方程可表示为
(2)被加工的涡旋压缩机静涡旋盘结构及已知条件
图2为3.7kW涡旋压缩机的静涡旋盘结构。已知条件如下:
内沿曲线1参数方程为
外沿曲线2参数方程
式中,a为基圆半径,a=5.18/2=2.59mm;θ为渐开角,θ1max=1100°,θ0max=1020°;α为渐开线起始角,α=44.686°。
从图2可以看出,静涡旋盘内沿曲线由曲线1和曲线3两段曲线组成;外沿曲线是由曲线2和4两段组成。曲线1和曲线2的参数方程已知,曲线3和4没有参数方程(曲线3和4形成的涡旋盘节距p′=18.5mm,壁厚为44.5mm)。因此,加工静涡旋盘的首要问题是根据已有的条件推算出两段曲线3和4的参数方程。第二个问题是加工该涡旋面时,若根据已知的曲线1、2参数方程分别加工内、外曲面,则会存在以下缺点:①精加工时,刀具单边受力,再加上悬伸长(涡旋槽深39mm,详见图2的E-E剖视图),因此无法保证整个涡旋面对B面的垂直度0.01mm;②由于一次不能同时形成内、外涡旋面,不易保证涡旋盘壁厚t=4.04±0.005mm和p=16.275±0.005mm;③加工费时,不适用于大批量生产需要;④由于直接采用内、外曲线参数编程,编程时必须使用刀补功能,则会在小曲率处产生过切现象。若采用两面同时切削,即采用定尺寸刀具加工,则不存在上述缺点,但两面同时切削必须推算出刀具中心轨迹方程参数。
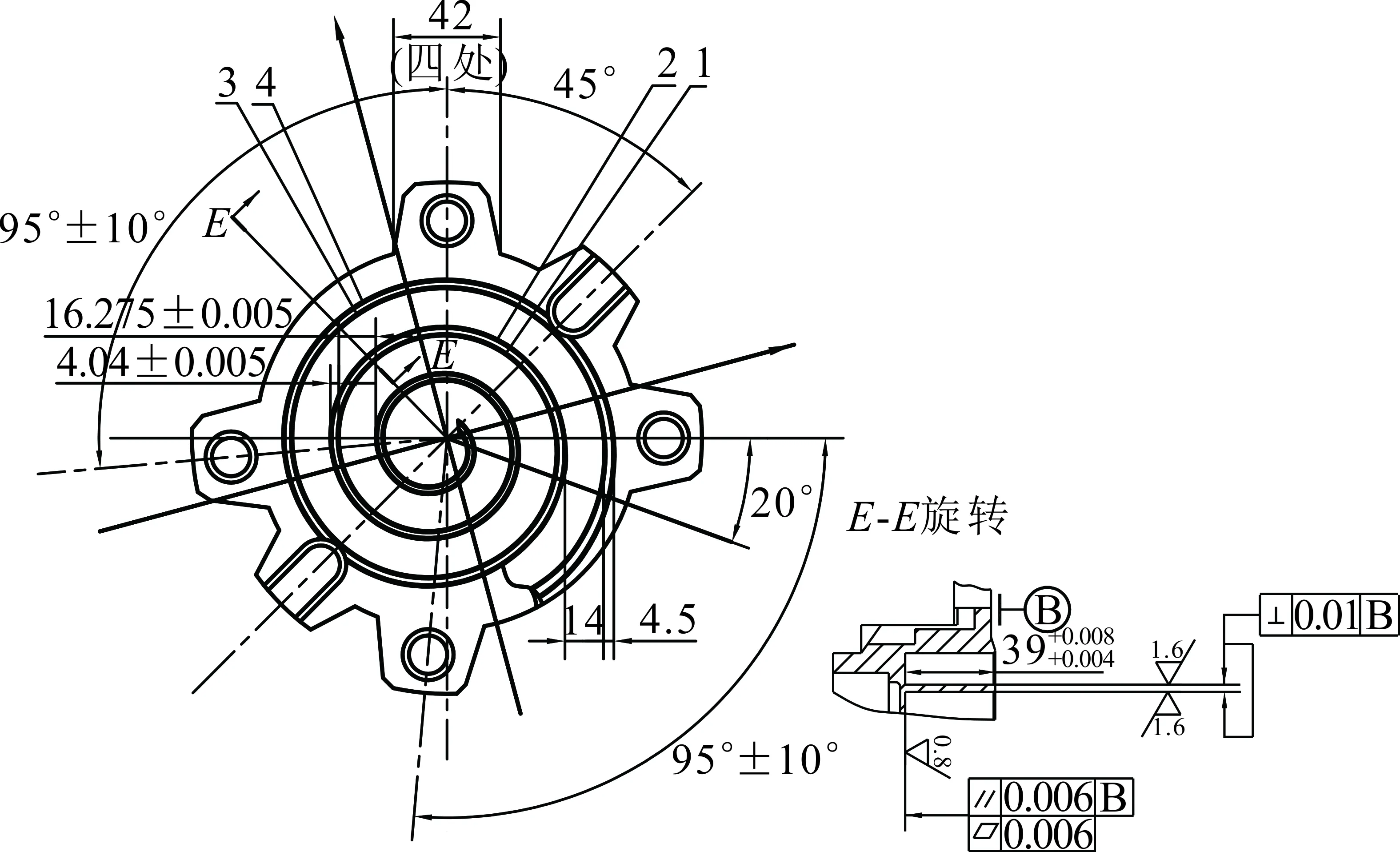
图2
上述两个问题都是需要根据已知条件推导未知曲线的参数方程,特别是影响加工精度的刀具中心轨迹参数方程。如果推导出此方程,则曲线3和4的参数方程便迎刃而解。
3 刀具中心轨迹参数方程推导
根据渐开线的几何特性,随着刀具中心轨迹按渐开线创成,则刀具刃形的包络线也是渐开线,所以刀具中心轨迹也一定是渐开线。根据前文所述,渐开线的基本参数方程为

式中,α′为渐开线起始角;a为基圆半径,a=2.59mm;θ为渐开线的渐开角。
由上述参数方程和已知条件可知,需要确定刀具中心轨迹渐开线的起始角α′。图3是图2静涡旋盘中心蜗旋面的放大图。
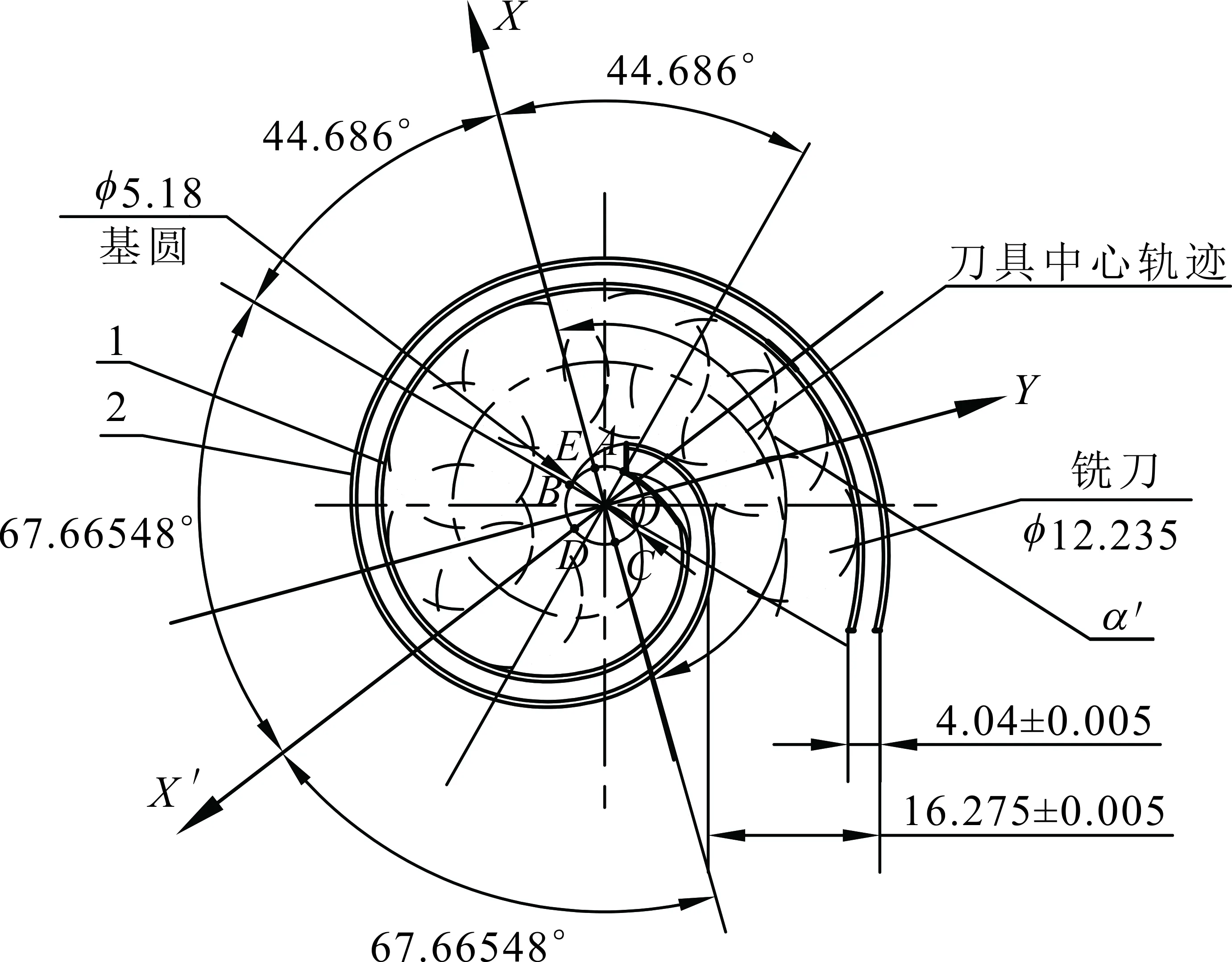
图3
若将刀具中心轨迹曲线与外沿曲线2所形成的区域看成是具有一定壁厚的涡旋曲面,则该蜗旋曲面的壁厚t′=(16.275-4.04)/2=6.1175mm。由上述分析可知
t′=2aα″=6.1175
则α″=6.1175/2a=[6.1175/(2×2.59)]×[180°/π]=67.66548°,即此时刀具中心轨迹渐开线相对于x′轴的起始角为
α″=∠DOC=∠BOD=67.66548°
刀具中心轨迹相对于x轴的起始角α′为
α′=∠EOC=360°-(∠DOC+∠BOD+∠BOE)
=360°-(2α″+44.686°)=179.98304°
所以刀具中心轨迹的参数方程可表示为

式中,θ与已知内沿渐开角关系为θ0=θ+(179.98304°- 44.686°),即θ=θ0- 135.297°。
由此方法类推,可得出渐开线曲线3的参数方程为
同样可推导出渐开线曲线4的参数方程为
x=a[cos(θ4- 93.9536°)+θ4sin(θ4- 93.9536°)]
y4=a[sin(θ4-93.9536°)+θ4cos(θ4- 93.9536°)
另外,由于与该静涡旋盘相配的动涡旋盘只是x轴方向相反,其余参数不变,故编程时只需采用数控系统的镜向功能(G50.1,G51.1)即可完成对动涡旋盘的加工。另一规格的涡旋压缩机的动、静涡旋盘未知曲线参数方程推导可按此方法进行。
作者:张学智,高级工程师,四川普什宁江机床有限公司,611830 成都市
