ZJ17卷烟机平准器微调手柄的改造方案
2022-07-11邓明飞李鲲鹏
何 涛,周 辉,邓明飞,李鲲鹏
(四川中烟工业有限责任公司西昌卷烟厂,四川西昌 615042)
0 引言
平准器组件中有一微调手柄,在日常生产中当劈刀盘凹槽与切刀切割位置不同步时,操作人员通过旋转微调手柄,以调整劈刀盘凹槽的位置,从而控制压实端的前后位置,起到避免空头烟支产生,使烟支克重符合标准重量,减小烟支重量偏差的作用。
1 平准器组件以及劈刀盘工作原理
平准器主要由劈刀盘、刷丝轮、劈刀盘传动装置等组成。劈刀盘圆周上有凹槽,是保证在烟支两端烟丝密度比烟支中间的密度大,烟丝密度大的部分叫做紧头位置(压实端),两凹槽中心间的圆周距离等于烟支长度。为保证切刀正好切在紧头位置,劈刀盘与切刀有运动同步以及位置同步的关系。运动同步指劈刀盘的理论线速度与切刀切割烟条的水平分速度相等,劈刀盘每转两个凹槽,切刀切割烟条一次。位置同步指劈刀盘凹槽的作用部位与切刀切割烟条的切割位置保持相对同步,使切刀切割在劈刀盘凹槽作用烟条部位的中间,从而形成紧头烟。
2 微调手柄存在的缺陷
如图1所示为原微调手柄及其圆盘装配,圆盘厚度为10 mm,卡簧槽后边到轴肩距离也是10 mm,在日常维修保养中发现原手柄设计有缺陷,其卡簧槽设计不合理。如图2所示,选用JIS B 2804—2010轴用挡圈,d=11.1±0.18 mm,h=1±0.05 mm。通过查阅设计手册,选用这个卡簧时,沟槽设计推荐值为直径11.5 mm,宽度为1.1 mm。而原手柄卡簧槽,宽度为1.5 mm,如果卡簧安装在卡簧槽左边,就会使圆盘相对卡簧存在0.45~0.55 mm间隙,卡簧不能有效卡紧圆盘,设备运行过程中会使手柄前后窜动,手柄前后窜动导致螺旋齿前后窜动。

图1 原微调手柄

图2 卡簧规格
螺旋齿轮前后极限移动量约为8 mm,移动一次,螺旋齿轮带动后面的斜齿轮旋转约10.5°,通过观察,螺旋齿轮前后窜动量约为2~4 mm。螺旋齿轮前后窜动,后面的斜齿轮旋转约3°~6°,与螺旋齿轮相啮合的齿轮分别控制劈刀盘以及刷丝轮,螺旋齿轮前后窜动,导致2个齿轮发生转动,从而使劈刀盘以及刷丝轮的位置发生改变。斜齿轮旋转一周,劈刀盘相对也旋转一周,因此劈刀盘也会旋转3°~6°。
以单倍烟支长度为60 mm的烟支为例,因为劈刀盘两凹槽中心间的圆周距离等于烟支长度,所使用的劈刀盘旋转一周有6支烟,L=360 mm,当刀盘旋转3°~6°,原本凹槽位置会改变,产生滑移3~6 mm。此时由于凹槽中心位置发生变化,从而使紧头位置发生改变。
当紧头位置出现偏移时,将导致烟支密度分布不均,影响烟支重量,同时会增加烟支端部脱落烟末的风险,甚至出现空头烟支。
原手柄上的O形圈,在长时间的使用下,由于手柄相对窜动,会使O形圈加速磨损、老化,当O形圈失效后,就会有漏油的情况产生,在手柄下方就是烟丝回丝通道,如果油液滴入烟丝,就会出现油烟,影响烟支质量。
3 微调手柄改造方案
3.1 改造目的
改造微调手柄结构,新设计的微调手柄减小窜动并且提高其密封性。减小手柄晃动,其目的在于减小劈刀盘位置偏移,降低压实端偏移量,从而减少空头烟支的出现。提高密封性,杜绝漏油情况的产生,以达到提高烟支的质量,减少烟支消耗的目的。
3.2 改造方案
改进前后两种微调手柄以及圆盘的结构,保持了原手柄的总长度不变,重新设计卡簧槽,如图3所示。按照设计手册要求将卡簧槽宽度变为1.1 mm,使设计变得合理,有效避免出现微调手柄的前后窜动的情况。
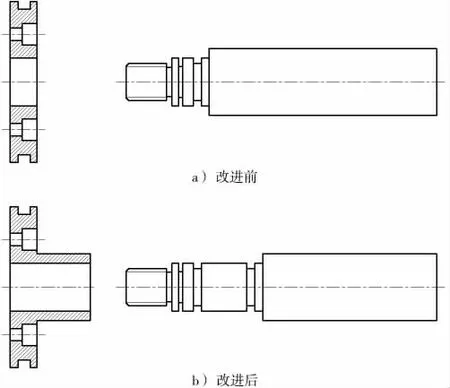
图3 两种微调手柄以及圆盘的结构
将原手柄单密封圈改进为双密封圈,双密封圈的设计将单支撑点变为双支撑点,在设备运行中,大大降低了密封圈的磨损,提高了密封圈的使用寿命,密封圈的密封效果更好,更好地避免出现漏油的情况。在原圆盘的基础上增加了一个凸台,这样原腔体长度由10 mm增加为30 mm,加设凸台相较于之前的平圆盘稳固性更好,减小窜动。适当修改原盘上的密封圈槽尺寸,使密封效果更好。
改进后的微调手柄与圆盘在装配后,卡簧槽相对弹簧卡圈基本无间隙,卡簧更紧固,如图4所示。

图4 改进后的微调手柄
4 改造后使用效果
对策实施完毕后,对10组机台压实端位置变化的平均值以及上下限峰值进行统计,4#机改进后的平均值及上下限峰值远低于改进前,同时优于其余9组机台,见表1。压实端位置偏移得到了有效降低,压实端位置变化由±8 mm降低至±3 mm。
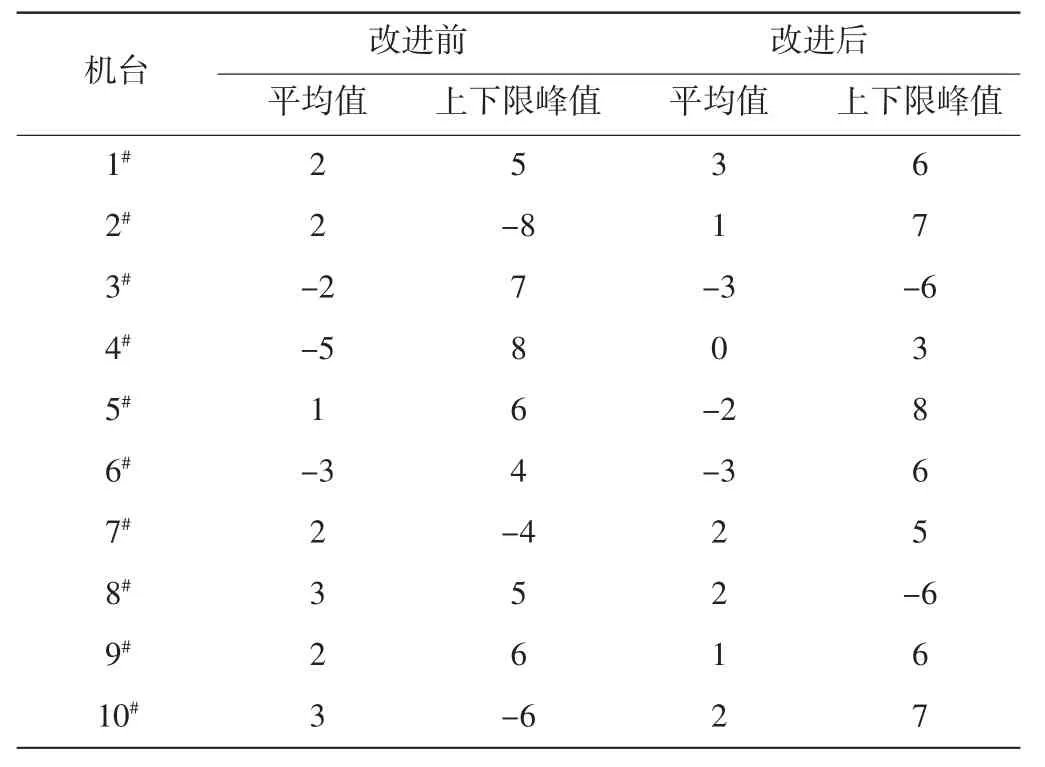
表1 压实端位置统计mm
微调手柄的改造成果:①压实端位置偏移得到了有效降低,日常生产过程中的空头烟明显减少,烟支质量标偏明显提高,因空头烟出现使剔除烟支造成的消耗大大减少;②双密封圈的设计具有更好的密封性,减少了因漏油造成油烟的风险;③手柄上的O形圈更换频率由1月一次降至3月一次,提高了O形圈使用寿命,降低了成本。
