YB48硬盒包装机烟组成型部件的改进
2018-04-15赵海鹏李治海耿昌乐
赵海鹏 李治海 耿昌乐
山东中烟工业有限责任公司济南卷烟厂 山东济南 250100
ZB48型硬盒硬条包装机组是由德国FOCKE公司引进FC800包装机组的全套技术,经消化吸收后国产化的卷烟包装设备,该设备采用双通道设计,生产速度可高达800包/分钟,代表着国际尖端卷烟设备技术水平。ZB48包装机虽有其优点但在实际应用中存在许多不足,在实际生产过程中,通过烟包质量检验发现存在烟支排列不规范、外侧烟支褶皱以及铝包包装不方正的问题,一直没有找到好的解决办法。
1 YB48包装机烟组成型的工艺流程及工作原理
1.1 YB48包装机烟组成型的工艺流程
烟支推进器分别将4组每组7个下烟道底部20支烟推出,经过成型导轨整理后,成7-6-7排列进入烟支转塔,烟支转塔为七等边,每个边上有两个模盒,每次旋转一个工位(360°/7)停顿一次,这时烟支端部检测器对烟支进行检测,同时在烟支转塔底部工位两个模盒内的烟组,将被双排凸耳推出输送到下一工序。
1.2 YB48包装机烟支成型工作原理
如图1烟支推进器(4)将松散的烟支组通过烟支导向槽(3)推入烟支转塔(1)的模盒中,烟支组在控制挡板(2)下方推动,每次循环同时推入四个烟组,烟支转塔从烟支料斗接受烟支组并将它们送入烟支组输送通道的凸耳上,每个推送过程可同时接收四个烟支组,凸耳输送链同时将两路烟支组平行输送,转塔是间歇运动,该间歇运动由主传动轴的连续旋转传给分度机构而产生。
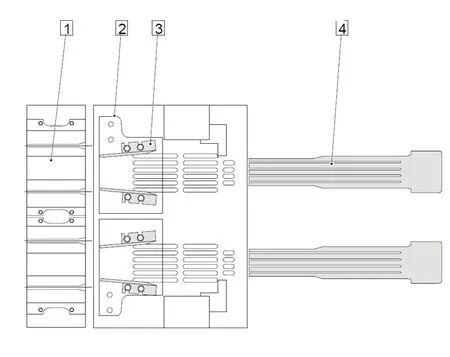
图1 烟支输送通道
2 烟组成型存在的问题及分析
2.1 故障现象
在实际生产过程中,烟支在烟道底部被推出,经过成型导轨直接进入烟支转塔,整个动作快速完成了边推送边成型的过程,车速在大于400包/分时出现下图所示烟支7-6-7排列不规范、外侧烟支褶皱的问题,不合格烟包经之后的包装过程形成了铝包不方正的次品烟包,速度越高不合格的烟包越多,当速度大于700包/分钟时,次品烟达到30%,这些质量缺陷属于严重质量缺陷,生产的成品烟无法流通市场,大大增加了物耗。
2.2 原因分析
烟支排列不规范主要烟支转塔和成型导轨零件设计结构不合理引起,烟支在烟道底部排列成为四组,每组三排每排7支的烟组,推烟器将烟组向烟支转塔推入时挡块会将中间一排侧边的烟支留下,初步生成7-6-7排列的烟组
如图2所示烟组进入成型仓,依靠成型导轨将中间一排的烟支向中间逼近形成标准7-6-7排列的烟组,而ZB48烟支成型导轨在烟支进入成型仓时并没有及时将烟支向中间逼近到位,在高速推送下很容易出现没有完全成型就进入烟支转塔的烟组,从而使烟组7-6-7排列不标准,以及外侧烟支褶皱。
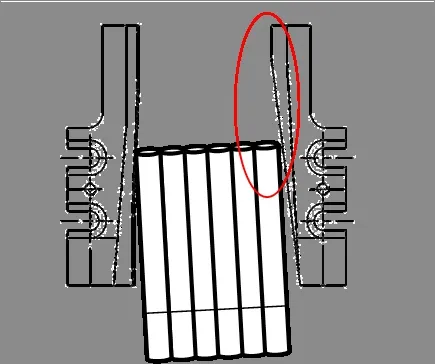
图2 烟组成型
烟支在烟道底部被推出,经过成型导轨直接进入烟支转塔,整个动作快速完成了边推送边成型的过程,烟组进入烟支转塔后,模盒对烟支的挤压力度不易松也不易紧,模盒宽度方向应有微量压缩,保证烟组在模盒内的形状不发生变化,高度方向要有膨胀空间,保证烟支在推送烟支时不损伤烟头,而目前模盒对烟支的压力过小没有压缩量。
经过原因分析最终确定问题的关键部位在成型仓成型导轨的尺寸结构和烟支转塔模盒内腔尺寸。
3 改进方法
3.1 成型导轨的改进
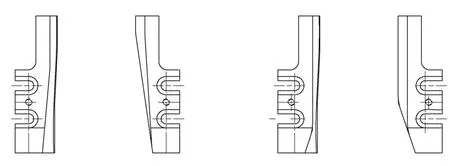
上图左边一对为成型导轨原设计图,右边一对为改进设计图,成型导轨负责烟组的排列成型。从左边的图可以看到,过渡区比较长,烟支在导轨内属于半成型状态,在快速推送情况下,很容易出现未排列好的烟支进入烟支转塔,不利于烟组的成型,于是将成型导轨过渡区改短(右侧图),烟支从下烟道底部推出,在导轨内中间排的烟支可以快速的向中间靠拢,有利于烟组的成型。
3.2 烟支转塔模盒的改进

上图是烟支转塔的模盒内腔尺寸图,左边为原设计图,右边为改进设计图,烟支转塔的模盒内腔尺寸是随烟支直径等比例变化的,所以ZB48烟支转塔模盒内腔尺寸应该按照烟支直径重新计算,济南烟厂的烟支直径为7.70MM,上下两排为7支烟,理论宽度为53.9MM,ZB48塔模盒内腔宽度尺寸是54.1MM,烟组宽度尺寸比较松动排列不紧凑,将尺寸改为53.7MM,让烟组宽度出现微量压缩0.2MM,保证宽度方向的紧凑性,也便于空头/滤嘴检测的准确定位;ZB48塔模盒内腔高度尺寸21.1,烟组理论高度是21.03679MM,模盒内烟组不易松也不易紧,有压缩量就要有膨胀空间,所以将宽度压缩0.2MM转移到高度尺寸上变为21.3MM,其它尺寸变动是为了推送烟支时不损伤烟头,这样尺寸改动后烟组在模盒内松紧适中,便于最终成型效,保证烟组在模盒中定位准确。
3.3 方案实施及效果验证
根据相关的技术资料,对成型导轨和烟支转塔模盒进行了现场测绘后,对该部位的结构以及相对空间进行了认真地分析,并将各项测量数据进行了汇总,设计改进后的图纸并成功实施,方案实施后,操作人员在车速达到800包/分钟时连续5个班次,每班次抽取100盒检查产品质量情况,产品全部合格。
4 结语
通过此次创新成果的完成,降低材料消耗,并解决严重影响产品质量的隐患,使车速达到800包/分钟时烟组7-6-7排列成型的标准以及烟支在输送过程无损伤,这对提高国产烟机技术自主创新能力和技术水平及市场竞争力具有重要意义。
