单联圆周石墨密封环气密性检测试验研究
2022-07-10邬宁杰王雨晨
邬宁杰,王雨晨
(哈尔滨电碳厂,哈尔滨 150025)
1 前言
在航空发动机的发展历程当中,经过多年的实践分析,密封技术在影响发动机的性能和寿命情况的因素中占有的地位愈加的关键,甚至可以称其为至关重要[1-2]。石墨密封环的表面粗糙度、平面度、垂直度、平行度及气密封性等技术指标是保证密封端面良好粘合的先决条件,在航空发动机中的石墨密封环要承受高相对转速、高工作温度、高密封压差以及剧烈振动等各种工作环境因素的影响,为了保证在实际应用中单联圆周石墨密封环能够起到其相应作用的同时保证其质量的可靠性,在其真正搭载发动机前的各项技术检测试验就显得尤为重要[3-4]。
2 气密性检测试验原理
单联圆周石墨密封环气密性检测的原理是,将石墨密封环装在专用设备当中,专用设备结构如图1所示。依据检验系统原理图(如图2所示)将专用设备装配在其中。要求在密封装置装配到试验器中以后,能够通过手轮匀速转动工艺密封跑道。应保证试验环境相对湿度不超过20%,温度在288~298(15~25℃)之间。气源使用压力不低于0.6MPa洁净的空气或氮气。通过专用设备使得单联圆周石墨密封环的两端面产生压力差,从而检验气体泄漏流量来判断试验中石墨密封环及其金属组件的气密效果。
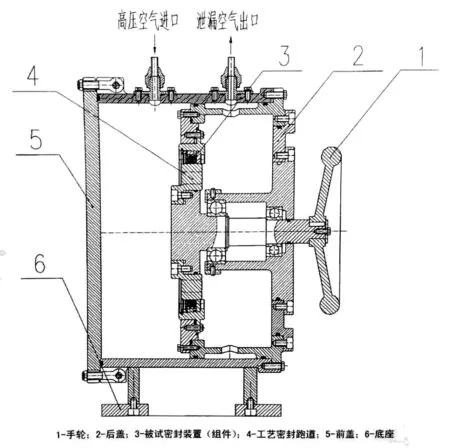
图1 单联圆周石墨密封环气密性检验专用装置图Fig.1 Drawing of special device for air tightness test of single circular graphite sealing ring
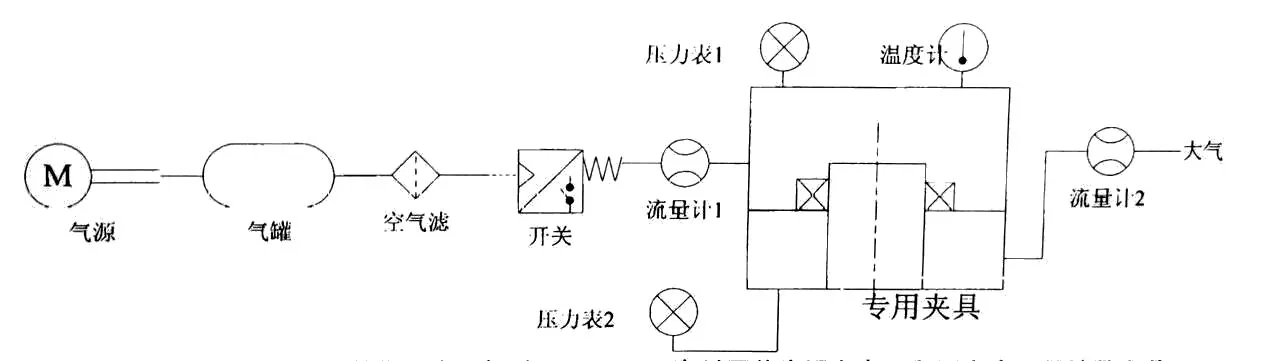
图2 单联圆周石墨密封环气密性检验系统原理图Fig.2 Schematic diagram of air tightness test system for single circular graphite sealing ring
3 试验组件要求及作用
在单联圆周石墨密封环气密性试验之前要准备相应的试验装置和夹具。与石墨密封环成套组件包括工艺密封座组件或发动机实际使用的组件、工艺密封跑道、芯棒、周向弹簧、推环、波簧挡板组件以及卡圈。
为保证试验效果的可靠性,密封装置试验用的密封组件必须要使用发动机实际使用的相应组件。这样做的目的第一保证了各个零部件的质量符合相关要求且经过严格检验;第二使用原件来进行配合试验使得效果稳定,避免了某个零件的长时间使用后出现的不可察觉的损伤进而影响试验效果;第三也减少了工艺件使用前大量的检验工作,从而在一定程度上提高了生产效率。
除了用到的组件采用了金属原件还有一些必要的工艺件也有着不同的功用。工艺密封跑道,制造时依照发动机实际使用的零件设计,严格按照相关尺寸公差进行生产。但是在整体尺寸上要进行一定的修整,在保证试验效果的同时尽可能的将试验器材的体量缩小,以便携带使用。
芯轴的主要作用是用于径向随动性检查,这就要求芯轴的外径尺寸及公差、粗糙度和形位公差要严格的按照发动机实际使用的零件进行设计和加工制造[5]。工艺密封座在试验中起到的作用十分重要,因此它的生产制造更要严格的参照发动机实际使用的相应零件进行设计。主要的技术要求是安装时,二次密封端面对夹具轴心线的不垂直度不大于0.02mm,内孔对夹具轴心线的不同轴度不大于φ0.05mm。工艺密封跑道属于结合了芯轴和工艺密封座二者设计要求,在试验中直接的与石墨密封环接触的组件。这就使得工艺跑道相关的技术要求要同时满足芯轴和工艺密封座二者的所有要求。
4 石墨密封环组件密封原理
单联圆周石墨密封环气密性试验原理是将推环直接安装在石墨密封环非工作面的沟槽中,在波簧组件的作用力下将石墨密封环的工作面与金属原件的端面密封面紧紧贴合起到端面密封效果,同时石墨密封环多角度搭接口处在波簧组件的作用力下实现紧密贴合达到搭口密封效果[6-7]。将金属原件组件和石墨密封环装配完成后形成新的组件装在工艺密封跑道上,在周向弹簧的作用下将石墨密封环密封工作面紧紧的贴合在工艺跑道上形成有效的径向密封。
气密性试验专用装置工作时气源气体由高压空气进口进入,气体经由工艺跑道时有在径向工作面作用下形成密封结构,气体经制品外侧时被工作端面和工艺密封座两者贴合形成的端面作用下形成密封结构,气体经过搭接口时被两两间斜角度搭接口处工作面作用下形成密封结构。径向密封、轴向(端面)密封、搭接口处斜角密封三类密封形式在金属原件和工艺密封装置的组装下形成了整套的密封系统。进口处气体经由成套密封后在出气端由空气流量计测量一定压力下的气体流量情况来判断整体密封装置的密封效果。
5 气密性试验前的随动性检查
在进行单联圆周石墨密封环气密性检测试验之前,一定要做好零组件的随动性检查工作。随动性的目的是检验装配完成的组件在芯轴存在的工作状态下的各瓣石墨件和金属原件的适配性以及和芯轴、工艺密封座的贴合性。
随动性检测分为两个部分,一是检测径向随动性、另一种是轴向随动性检测[10]。具体方式如下:径向随动性检查方法,将密封组件平放在底座上(卡圈朝上),将芯棒(按发动机实际使用的相应零件加工)装入密封组件的石墨环内孔。芯棒在直径方向往任意一方偏移至与底座顶靠时,要求芯棒与石墨环在与偏移方向周向相距180°的位置,除“R槽”和“搭接头”外,其余不允许有透光。整周都要检查,见图3所示。“R槽”和“搭接头”在石墨环上的位置见图4所示。轴向随动性检查方法:将密封组件平放在底座上(卡圈朝上),将芯棒(按发动机实际使用的相应零件加工)装入密封组件的石墨环内孔,保持密封组件不动,然后将芯棒抽出,要求石墨环与密封座贴合端面处不能有间隙(实际操作标准可按“不能插入一片硫酸纸”执行),见图5所示。

图3 圆周密封装置径向随动性检查专用夹具原理图Fig.3 Schematic diagram of special fixture for radial follow-up inspection of circumferential sealing device

图4 石墨环上的“R槽”和“搭接头”特征位置Fig.4 Characteristic positions of "R slot" and "lap joint" on graphite ring
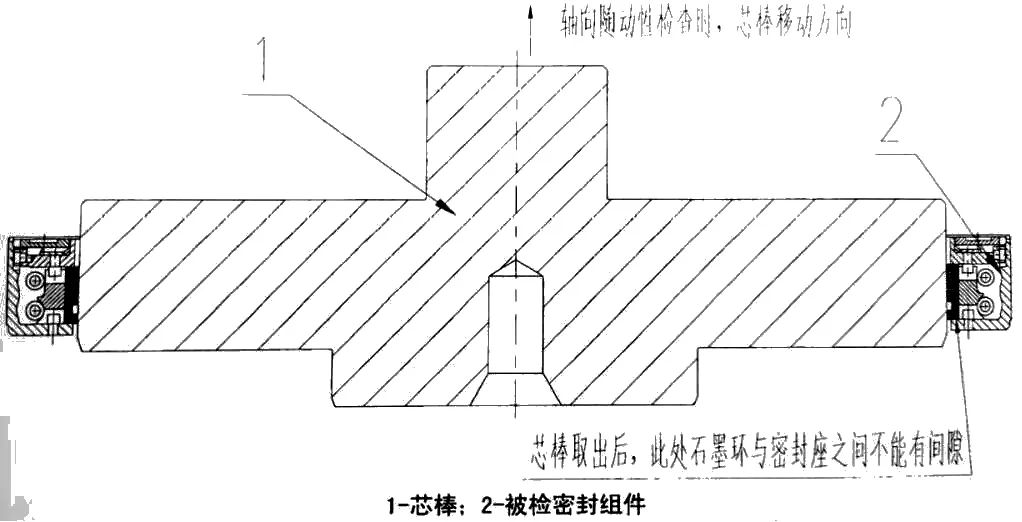
图5 圆周密封装置轴向随动性检查专用夹具原理图Fig.5 Schematic diagram of special fixture for axial follow-up inspection of circumferential sealing device
6 气密性试验失效分析
在试验中,失效的结果主要分成两种表现。第一种,高压进气口处压力示数不能满足试验要求;第二种,泄漏空气出口处的空气流量计示数大于要求数值。下面我们将从试验装置、工艺密封座、发动机实际用金属组件、单联圆周石墨密封环四个方面进行故障原因分析。
高压进气口处压力示数不达标,经过反复试验排查得出一下几种故障原因:第一、高压空气进气一侧即图1中工艺密封跑道左侧腔体内存在泄漏情况,可先进行腔体的密封情况排查。第二、工艺密封座和工艺跑道之间的形位公差以及密封端面的平度和平面度的质量情况。第三、发动机实际用金属组件和密封环组合后的整体随动性出现问题,导致密封出现贯穿式泄漏点。此种情况比较复杂,需排查金属原件的波簧组件、周向弹簧之间的力学要求是否满足设计要求,推环和石墨密封环装配间的卡置现象等等。第四、检查石墨密封环密封工作面的质量情况,可能出现工作面贯穿式损伤。
泄漏空气出口处的空气流量示数不达标,除了同上述方式进行排查之外,石墨密封环的质量以及组件的随动性是重要的失效影响因素,依照装配要求可以调整石墨密封环与金属原件的装配位置来进行随动性调整。
7 结语
单联圆周石墨密封环是发动机常用的密封方式,气密性试验就是保证石墨密封环在其组件中能起到相应的作用的一道重要关卡。文中介绍到的单量圆周石墨密封环属于美式设计形式,符合了航空发动机密封技术结构紧凑、质量轻、易装配、安全性高的创新发展路线。希望通过本文的内容能够对将来国内密封技术的发展提供帮助,对新技术的发展提供参考。
