一种集装袋Z 型口自动化缝纫设备
2022-07-07王仁龙整理
王仁龙 整理
一、概述
集装袋又称柔性集装袋、吨装袋、太空袋等,广泛用于食品、粮谷、医药、化工、矿产品等粉状、颗粒、块状物品的运输包装。在集装袋的生产过程中,集装袋的袋底通常需要缝纫Z 型口布片,目前很多工厂中都是通过人工定位和缝纫布片,不仅日产量低下而且产品质量参差不齐。针对现有技术存在的不足,本文介绍了一种集装袋Z 型口自动化缝纫设备。
二、技术方案
一种集装袋Z 型口自动化缝纫设备,包括台面组件,所述台面组件包括底板、工作台面和活动槽,所述底板顶部固定装配有工作台面,所述工作台面中部布设有活动槽;缝纫机构,所述缝纫机构包括基座、滑动架、支架和缝纫机头,所述基座上滑动装配有滑动架,所述滑动架上滑动装配有支架,所述支架末端活动装配有缝纫机头,且所述缝纫机头朝向工作台面一侧设置;驱动构件,所述驱动构件包括两组定位导轨、基座板和顶撑气缸,所述的两组定位导轨固定布设于底板上,所述基座板滑动装配于定位导轨上且所述基座板上装配有顶撑气缸,所述顶撑气缸垂直所述基座板设置;以及夹具构件,所述夹具构件包括定位夹座和活动夹座,所述定位夹座固定装配于顶撑气缸一端,所述活动夹座活动布设于定位夹座一侧,用于夹持待缝纫的集装袋袋底。
所述台面组件还包括:进料端,所述进料端布设于工作台面一侧,用于放置待缝纫的集装袋袋底;以及缝纫端,布设于工作台面另一侧,且靠近所述缝纫机构一侧设置,用于对袋底进行缝纫,且所述缝纫端上布设有缝纫口。
所述缝纫机构还包括:驱动螺杆,所述驱动螺杆布设于基座和滑动架之间,用于驱动所述滑动架在基座上的运动;活动板,所述活动板滑动装配于支架末端,且与所述缝纫机头装配相接;以及驱动气缸,固定布设于支架一侧,且与所述活动板装配相接,用于驱动所述活动板在支架一侧的滑动。
所述驱动构件还包括:驱动皮带,所述驱动皮带装配于两组定位导轨之间,且与两组基座板均装配相接;连接板,滑动装配于基座板上,且与所述顶撑气缸固定相接;装配架,布设于顶撑气缸和定位夹座之间,用于固定连接所述顶撑气缸和定位夹座;以及伸缩气缸,布设于连接板一侧,与所述驱动皮带和连接板装配相接,用于驱动所述连接板的滑动。
所述夹具构件还包括夹持气缸,所述夹持气缸固定布设于装配架一侧,且与所述活动夹座装配相接,用于驱动所述活动夹座的运动。
三、有益效果
本技术通过滑动布设于活动槽中的两组夹具构件,可实现集装袋袋底和Z 型口布料的交替上料和自动缝纫,不仅节省人工成本,而且提升了加工效率,具有优良的实用意义。
四、附图说明
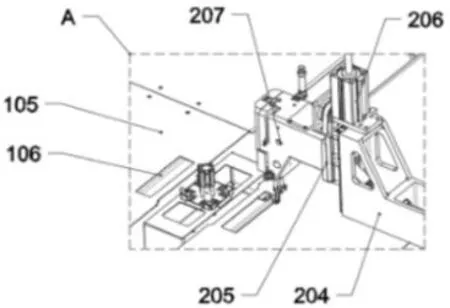
图2 本技术中图示标记A 的结构示意图
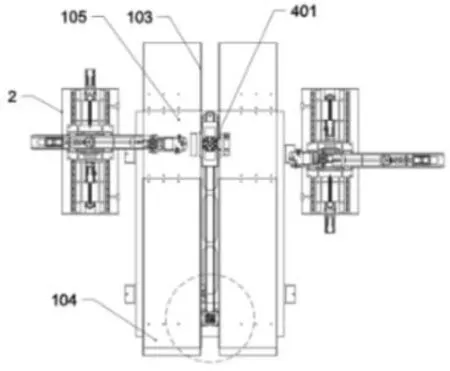
图3 本技术的俯视图
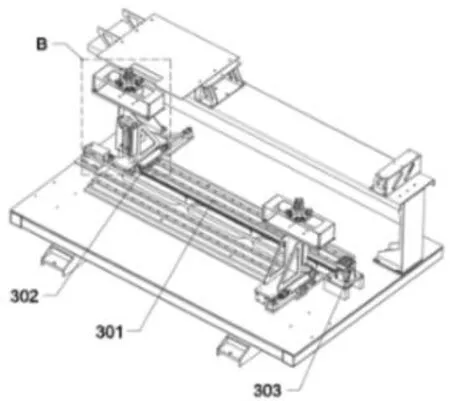
图4 本技术中驱动构件的立体结构示意图
五、具体实施方式
请参阅图1-图5,本技术的一种实施例中的集装袋Z 型口自动化缝纫设备,包括台面组件1,所述台面组件1 包括底板101、工作台面102 和活动槽103,所述底板101 顶部固定装配有工作台面102,所述工作台面102 中部布设有活动槽103;缝纫机构2,所述缝纫机构2 包括基座201、滑动架202、支架204 和缝纫机头207,所述基座201 上滑动装配有滑动架202,所述滑动架202上滑动装配有支架204,所述支架204 末端活动装配有缝纫机头207,且所述缝纫机头207 朝向工作台面102 一侧设置;驱动构件3,所述驱动构件3 包括两组定位导轨301、基座板302 和顶撑气缸305,所述的两组定位导轨301 固定布设于底板101 上,所述基座板302 滑动装配于定位导轨301 上且所述基座板302 上装配有顶撑气缸305,所述顶撑气缸305垂直所述基座板302设置;以及夹具构件4,所述夹具构件4 包括定位夹座401 和活动夹座403,所述定位夹座401 固定装配于顶撑气缸305 一端,所述活动夹座403 活动布设于定位夹座401 一侧,用于夹持待缝纫的集装袋袋底。
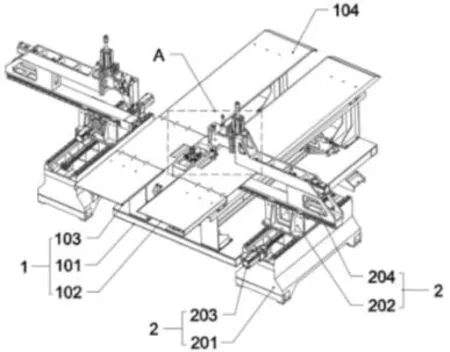
图1 本技术的结构示意图
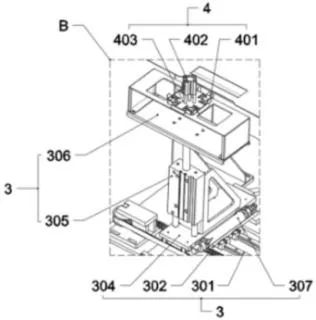
图5 本技术中图示标记B 的结构示意图
通过该集装袋Z 型口自动化缝纫设备对集装袋袋底进行缝纫时,首先将待缝纫Z 型口布片的十字剖口袋底套放于进料端104 一侧的定位夹座401 上,并通过驱动活动夹座403 的运动将袋底和Z 型口布片同步夹紧于定位夹座401 上,此时通过驱动所述定位导轨301 一侧的驱动皮带303,能够带动该侧定位夹座401 底端连接的基座板302 在该侧定位导轨301 上滑动,并且驱动该侧定位夹座401 夹持袋底和Z 型口布片朝向缝纫端105 一侧运动,并且当运动至缝纫端105 工位后,通过布设于活动槽103 两侧的缝纫机构2,通过驱动缝纫机构2 上装配的缝纫机头207 对袋底和Z 型口布片进行缝纫,从而实现对袋底和Z 型口布片的自动缝纫,且在缝纫过程中能够自动夹持和定位,省去人工处理的麻烦,提高了生产过程中的效率。
所述集装袋Z 型口自动化缝纫设备至少包含两组缝纫机构2,且两组缝纫机构2 布设于活动槽103 两侧。
所述的两组缝纫机构2 在同步作业过程中能够对袋底两侧的Z 型口布片进行同步缝纫,且呈镜像交错运动,有效提高了生产效率。
所述定位夹座401 与活动槽103 匹配设置,以使所述定位夹座401在活动槽103中限位运动。
由于所述定位夹座401 和活动夹座403 在夹持袋底和Z 型口布片后需要在工作台面102 表面上滑动,因此所述定位夹座401 与活动槽103 匹配设置,在放置袋底的过程中能够防止袋底中部的十字剖口卡在定位夹座401 和活动槽103 之间的缝隙中,避免造成机械干涉。
请参阅图1 和3,所述台面组件1 还包括:进料端104,所述进料端104 布设于工作台面102一侧,用于放置待缝纫的集装袋袋底;以及缝纫端105,布设于工作台面102 另一侧,且靠近所述缝纫机构2 一侧设置,用于对袋底进行缝纫,且所述缝纫端105 上布设有缝纫口106。
所述定位夹座401 和活动夹座403 将袋底和Z 型口布片运送至缝纫端105 一侧进行缝纫后,所述活动夹座403 松开后可从定位夹座401 上取出缝纫后的袋底,并且此时该定位夹座401 在顶撑气缸305 的驱动下回缩至活动槽103 下方,并通过定位导轨301 再次移动至靠近进料端104 一侧,然后通过顶撑气缸305 再次运动至活动槽103中,从而实现两组基座板302 及其上的两组定位夹座401 交替运动,从而使缝纫工序与袋底、Z型口布片的上料工序互不干涉,提高生产过程中的加工效率。
所述缝纫机构2 还包括:驱动螺杆203,所述驱动螺杆203 布设于基座201 和滑动架202 之间,用于驱动所述滑动架202 在基座201 上的运动;活动板205,所述活动板205 滑动装配于支架204 末端,且与所述缝纫机头207 装配相接;以及驱动气缸206,固定布设于支架204 一侧,且与所述活动板205 装配相接,用于驱动所述活动板205 在支架204 一侧的滑动。
所述驱动螺杆203 与所述滑动架202 装配相接,能够驱动所述滑动架202 在基座201 上定向滑动,且所述支架204 能够在滑动架202 上定向滑动,原理与上述相同不做具体赘述,所述支架204 末端的活动板205 能够在驱动气缸206 的驱动下做定向滑动,从而控制所述缝纫机头207 在空间坐标系中的运动,使其具有更好的自由度。所述驱动螺杆203 优选采用伺服电机进行驱动。
所述驱动构件3 还包括:驱动皮带303,所述驱动皮带303 装配于两组定位导轨301 之间,且与两组基座板302 均装配相接;连接板304,滑动装配于基座板302 上,且与所述顶撑气缸305固定相接;装配架306,布设于顶撑气缸305 和定位夹座401 之间,用于固定连接所述顶撑气缸305 和定位夹座401;以及伸缩气缸307,布设于连接板304 一侧,与所述驱动皮带303 和连接板304 装配相接,用于驱动所述连接板304 的滑动。
由于所述连接板304 通过伸缩气缸307 滑动装配于基座板302 上,因此当所述顶撑气缸305驱动装配架306 带动定位夹座401 回缩至活动槽103 下方后,所述伸缩气缸307 能够驱动连接板304 朝向远离另一组定位夹座401 的方向运动,从而使得该组定位夹座401 在工作台面102 下方运动的过程中不与另一组定位夹座401 发生干涉,从而可实现两组定位夹座401 在活动槽103中的交替运动,便于在一组定位夹座401 处于缝纫工序中通过另一组定位夹座401 进行袋底和Z型口布片的上料,有助于提高生产过程中的加工效率。
所述夹具构件4 还包括夹持气缸402,所述夹持气缸402 固定布设于装配架306 一侧,且与所述活动夹座403 装配相接,用于驱动所述活动夹座403 的运动。
所述活动夹座403 通过夹持气缸402 装配于定位夹座401 一侧,可对袋底和Z 型口布片进行定位夹持,以确保在缝纫过程中的精度,防止袋底和Z 型口布片的移动。
本技术通过滑动布设于活动槽103 中的两组夹具构件4,可实现交替上料和自动缝纫,不仅节省人工成本,而且提升了加工效率,具有优良的实用意义。
