电子封装中激光封焊工艺及性能研究
2022-07-07王晓卫唐志旭
王晓卫,唐志旭
(振华微电子有限公司,广东深圳 518000)
1 引言
随着电子器件、航天航空工业用电路向高性能、大功率、集成化和轻量化方向发展,对器件在可靠性方面的要求也越来越高,必须保证电子器件在水汽、机械冲击、辐照等不良条件下稳定工作,因此对电子器件的封装提出了更高的要求[1-4]。硅铝合金和铝合金目前被广泛应用在航空航天等领域的轻质化组装方面,主要因其具有低密度、高热导率、高强度、耐腐蚀等优良特性,替代了导热性能差和比重较大的可伐合金,成为电子封装的主要外壳材料[5-6]。激光封焊技术具有能量密度高、热影响区小、无接触封焊、焊缝窄、对外壳形状无要求等特点,使其在硅铝合金和铝合金等高性能材料的封焊方面具有明显优势,因此成为轻质材料封装的主要技术[7-9]。
激光封焊技术可以焊接任何位置及各种形状的金属材料,但由于热影响区小和多相变结晶过程,所以对封焊材料的选取与配合度要求较高。目前激光封焊技术在实际生产过程中还存在较多问题,通过分析失效产品,发现主要为气孔、裂纹、夹渣和焊缝覆盖度低等缺陷导致其腔体气密性不达标,而这些缺陷的产生主要是工艺参数设置与金属材料物理性能不匹配的结果。本文针对目前激光封焊中存在的问题,对激光封焊工艺技术进行探究,主要从激光能量作用到焊缝形成金属间深度融合的过程出发,研究匹配焊材物理性能的工艺参数,如激光波形、功率、脉冲时间、占空比、频率、封焊速度、离焦量,从而提高外壳与盖板的封焊成品率,降低产品失效。
2 实验与理论
2.1 实验条件
本实验采用YAG 固体激光器进行封焊,其中峰值能量为10 kW,输出平均功率为540 W,波长为1064 nm,重复频率为500 Hz,并集成了水分、氧气、氩气、氦气探测,氧含量探测范围为(0~1000)×10-6,水汽含量探测范围为(0~14330)×10-6,平台焊接范围为250 mm×250 mm。封焊实验中采用的金属外壳材料为硅铝合金,其中壳体选用硅质量分数为50%的硅铝合金(CE11),盖板选用硅质量分数为27%的硅铝合金(CE17),盖板厚度为1 mm,接头宽度为0.5 mm,盖板与壳体的接头方式为嵌入式结构,采用对焊方式。封焊前需要对壳体和盖板表面的氧化层采用丙酮擦拭的方式进行清洁,将清洁后的硅铝合金外壳放入烘箱进行真空抽充和加热后,将外壳固定于封焊平台上进行焊接实验。
根据GJB-548B 2005 中方法1014.2,对实验中封焊外壳进行气密性测试。将封焊后的外壳放入充有氦气(压强3.04×105Pa)的不锈钢加压罐中保压4 h,再将外壳放入氦质谱检漏仪(INFICON UL1000ab)中进行气密性检测。此外对封焊的外壳进行环境试验,主要有高低温循环、扫频振动和机械冲击,用于验证盖板与外壳的封焊可靠性。
2.2 激光缝焊原理
激光封焊技术属于高能密度焊接,激光束能量通过与气体传输方向相同的混合气体氛围传递到金属外壳表面,激光聚焦在外壳表面后,金属熔化形成熔池,冷却结晶后形成闭合焊缝,整个封焊过程中涉及的能量传递与转换均遵循能量守恒定律[10-11],即

其中,EALL为激光输出总能量,EABS为封焊中外壳与盖板熔融吸收的能量,EREF为外壳表面反射耗散的能量。将式(1)进行归一化处理后,得到式(2)中焊材的吸收系数a 和反射系数R 的数学关系,根据式(2)中的数学关系可以发现,焊材的反射与吸收系数之和为1,当反射系数R 增大时,表明外壳表面对激光能量的耗散较高,吸收系数a 将会减小,外壳吸收的激光能量减少,不利于封焊的完成,会在焊缝处产生裂纹缺陷。为了增强封焊效果,需要增加外壳对能量的吸收来增大焊缝熔深,减少裂纹产生,提高封焊质量。因此获得优良封焊效果的首要条件是外壳材料表面具有低反光率,增大对能量的吸收才能实现对焊缝深度的合理控制。
能量在金属中传递会形成一定熔深,并且随着焊缝深度的逐渐增大而减小,最终达到熔融最小值,在这一过程中穿透深度与能量的变化符合朗伯-比尔定律[12],即

其中Z 代表焊缝深度,I(Z)为不同焊缝深度对应的光强,I(0)为激光输出总能量。从式(3)中可以发现,当激光器输出功率一定时,穿透深度与能量取决于反射系数R和吸收系数a,且随着Z 的增大I(Z)呈指数规律减小,能量与穿透深度的关系如图1 所示。其中A 点对应的能量(C 点值)为封焊材料熔融的最小能量,能量低于C点值时熔深终止,而B 点为熔深终止对应的最大熔深。

图1 能量与穿透深度的关系
封焊过程中能量传递到金属,其能量变化如图2所示。入射光子与金属键的离子点阵和共用电子之间发生非弹性碰撞(见图2),使电子吸收能量由低能态跃迁到高能态,达到熔融激发态,随着能量降低,电子由高能态跃迁回低能态,并以热辐射的形式放出能量,壳体和盖板金属再结晶为合金态,完成整个激光封焊过程。

图2 封焊过程能量变化
3 结果与讨论
基于激光封焊原理,要求外壳应具有低的反射系数,增大吸收系数以充分利用激光能量,获得优良熔深,从而保证焊缝质量。激光封焊的重点在于匹配大量对性能有不同程度影响的工艺参数。在影响激光封焊质量的各种因素中,材料、平台和保护气符合标准后,影响封焊效果的最主要因素为光束和聚焦透镜。
封焊中对光束和聚焦透镜调整的目的是改变金属外壳对能量的吸收,为此定义了一组脉冲激光参数来表征各工艺参数对焊缝能量的影响,PP=平均峰值功率(kW)=脉冲能量(J)/脉冲持续时间(ms);PD=平均峰值功率密度(kW/mm2)=平均峰值功率(kW)/光斑面积(mm2);PM=平均激光功率(kW)=脉冲能量(J)×脉冲重复频率(Hz),tP为脉冲持续时间(ms),EP为脉冲能量(J),PRR为脉冲重复频率(Hz),tF为每个脉冲时间(ms),CD=tP/tF为占空比,D 为光斑面积,可以得出激光平均功率[10,12]:

从上述5 个激光平均功率方程中可以观察到,PM存在脉冲激光参数间的多种组合,每一个工艺参数的变动都会对能量产生影响,表明了脉冲激光参数选择的灵活性和复杂性。但由此产生的问题是如何选择相关参数的组合,以实现高效的脉冲激光封焊应用,因此需要对激光波形、功率与脉宽、焊接速度与频率、离焦量等工艺参数进行研究。
3.1 激光波形
激光封焊是一个全深度熔合的过程,焊缝由外壳和盖板的边缘熔化结晶而成[12-13]。激光辐射光束具有高功率密度-高封焊速率(取决于激光功率和材料厚度)的特性,而同样存在高冷却速率。快速冷却导致焊缝中出现硬化结构并伴随热应力的产生,极易形成焊缝裂纹。因此封焊时必须对能量密度进行合理分配,即具有接头预热与焊后均热过程。
脉冲波形的选择是对能量密度进行合理分配的过程,传统波形为图3(a)中方波波形,金属外壳在激光作用下能量瞬间达到熔点以上,并在作用相应脉冲时间后能量瞬间消失,存在对封焊材料的急剧升温和急剧降温过程,熔融金属再结晶时由于冷却速率大,焊缝处的残余热应力无法释放,导致裂纹产生,其中产生的贯穿性裂纹如图3(b)所示。此外由于冷却速度较快,焊接区域气体和金属蒸气无法及时排放,容易在焊缝处产生气孔。

图3 传统脉冲波形及其封焊效果
针对上述方波的急剧升温和急剧降温过程,为提高封焊材料的能量吸收,设计了具有预热-焊接-热处理的阶梯式波形,其波形如图4(a)所示。在金属熔融状态前增加预热过程,优先对焊缝区域进行能量辐射;而后增加能量到熔点以上,金属熔化形成熔池,在此过程中焊接段功率与方波功率相同,但焊材吸收的能量大于方波能量,熔池深度和宽度显著增加;最后给定一个阶梯式的热处理过程,通过控制3 段的降温过程来调控冷却速率,进而影响焊缝质量。热处理过程的能量密度分配需要结合合金结晶相变过程给定,通过能量与相变过程的匹配来释放金属再结晶过程中产生的热应力。采用预热-焊接-热处理阶梯式波形进行封焊的效果如图4(b)所示。经过观察可以发现焊缝组织致密均匀,无明显气孔和变形,此波形很好地解决了热应力集中导致的焊缝开裂和气孔等缺陷问题。

图4 预热阶梯式波形及其封焊效果
对于表面反光率较强的焊材,方波和预热阶梯式波形均存在较大的能量损耗,虽然预热可以增加焊材的能量吸收,但预热段的能量不足以破坏表面反射层,在进行封焊时依然有较多能量被反射耗散。因此针对表面强反光金属外壳封焊,本课题组探究了如图5(a)所示的冲击-焊接-热处理阶梯式波形,此过程中优先给定大于焊接能量的一个超时间(一般为0.1 ms)脉冲能量来破坏焊材表面的反光层,降低表面反射率,增强焊接段的能量吸收,而后同样采用一个热处理过程释放合金再结晶过程中的热应力。冲击波形虽然可以破坏表面反射层,增加能量吸收,但存在一个问题,由于高能量的冲击作用,导致焊缝外观相对较差,焊缝处的鱼鳞状边界并不明显,焊缝均一性差,封焊效果如图5(b)所示。

图5 冲击阶梯式波形及其封焊效果
3.2 功率与脉宽
激光功率的大小直接影响了焊缝深度,辐射能量必须足以使金属外壳处于熔融状态,过小只能使焊材表面气化,从而出现贯穿性裂纹;过大将会导致金属蒸气急剧排出,产生气孔和穿孔现象。脉宽表征了每段能量在焊材上的作用时间,脉宽大,能量累积多,深度增大。因此功率与脉宽根据不同金属材料的物理性能进行合理的匹配决定了激光封焊的质量。
以预热-焊接-热处理的阶梯式波形为研究对象,预热段功率一般需要达到焊接段的50%,焊接段功率需要使焊材熔融,但温度不能过高,防止熔穿、打火和烧蚀,此外热处理过程至关重要,是避免裂纹产生的关键部分。功率和脉宽过大会由于金属蒸气排出导致金属飞溅、气孔和边缘烧蚀等现象;功率和脉宽过小会导致焊接能量较小,壳体与盖板之间不能形成密闭接头,产生裂纹,因此功率与脉宽需要进行合理匹配,每个脉冲功率形成的熔池需要有一定的深度,增大脉宽作用时间来增大熔深、增强熔池稳定性,从而获得优良的封焊效果。
实验过程中针对硅铝合金进行封焊,功率与脉宽的合理匹配参数如表1 所示,可以解决封焊过程中的缺陷等问题,保证封焊质量的可靠性。

表1 硅铝合金封焊功率与脉宽参数设置
3.3 速度与频率
封焊速度与频率共同决定了相邻焊缝间的覆盖率,封焊速度与频率的关系为:

其中v 为封焊速度,p 为光斑覆盖率,f 为频率。
封焊速度与频率的合理匹配可以增加熔池覆盖率,并且提高接头的致密性,减少裂纹与气孔的产生。当封焊速度过快或频率过小时会导致焊缝覆盖率偏小,焊缝深度的一致性差,裂纹产生;当封焊速度较慢或频率过高时,导致焊缝覆盖率偏大,同一封焊面积光斑处的能量密度过于集中,热影响区过热,金属蒸气压增大,气孔数量随封焊速率的降低而增多。
实验中封焊采用不同覆盖率的效果如图6 所示,其中图6(a)中上方和下方的圆形覆盖区为在相同速度下采用不同频率产生的焊缝,从图中可以看出上方的鱼鳞状焊缝覆盖优良,下方的鱼鳞状覆盖较差,而二者的差别在于频率的大小,上方覆盖采用的频率大于下方采用频率值;中间黄色为镀金硅铝合金的表面;而图6(b)所示为因频率过高、能量密度过于集中产生的大量金属蒸气而形成的气孔和烧蚀。
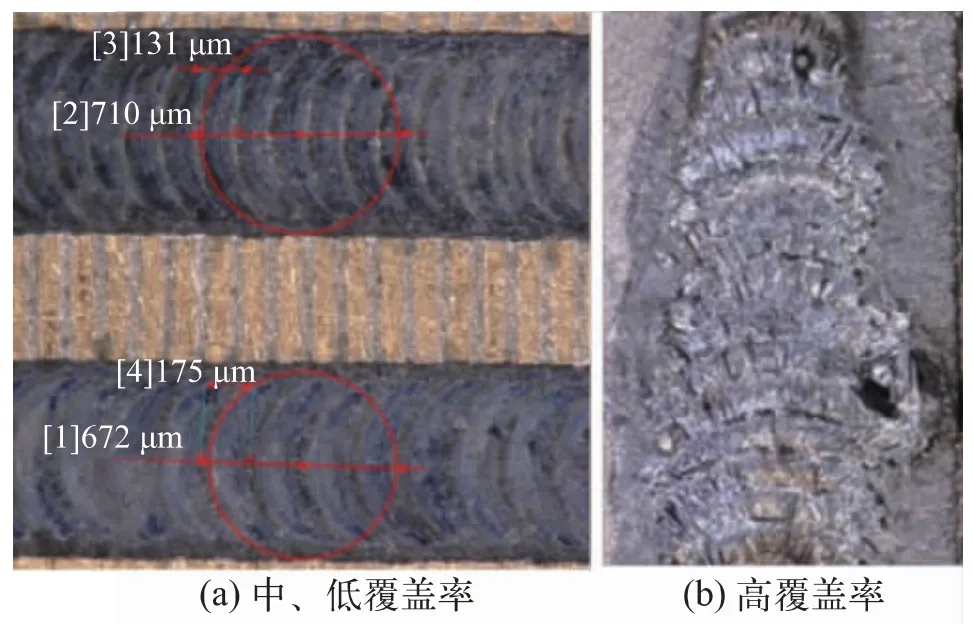
图6 不同覆盖率下的封焊效果
经过多次封焊实验,焊缝的覆盖率在75%~80%时可以获得较好的熔深和外观效果,并符合气密性要求。封焊速度为5 mm/s,激光频率为25~30 Hz,满足光斑覆盖率要求。合理的光斑覆盖率有利于内部裂纹的消除及晶粒的细化,使焊缝质量提高,获得优良的封焊效果。
3.4 离焦量
激光封焊过程中,激光光束经透镜聚焦后,在焦点处形成尺寸最小、能量密度最大的光斑,焦点的上下位置能量分布均匀,避免了能量过于集中而由金属蒸气产生的气孔。离焦量是激光封焊时焦点与盖板表面的距离,当焦点位于盖板表面上方时为正离焦,当焦点位于盖板表面下方时为负离焦,当焦点位于盖板表面时为零离焦。正离焦能量密度主要集中在盖板上方,辐射到盖板上的能量减小,焊缝增宽,并随熔深的增加能量呈指数减小,适用于厚度小于1 mm 的较薄盖板,为防止激光能量过高导致熔穿和气孔产生,离焦量在0.2~0.4 mm 为宜。负离焦的能量最大处在盖板表面下方,激光焦点位于盖板中心处,聚焦光线被盖板阻挡,能量开始在盖板上进行均匀扩散,能量为预热能量+聚焦能量,熔深和熔宽增加,并且热辐射区域相对零离焦时增大,避免了裂纹和气孔等缺陷的产生,适用于能量耗散多或较厚(大于1 mm)的盖板,离焦量为0.3~0.5 mm。零离焦的能量密度最大处为盖板表面,焊缝较窄,适用于反射率低的硅铝外壳等。
3.5 气密性
对硅铝外壳进行相关实验,激光输出波形采用预热-焊接-热处理阶梯式波形,设置了不同的工艺参数进行封焊,并通过氦气加压和氦质谱检漏仪进行漏率检查。实验结果如表2 所示,其中预热功率为1.5 kW,热处理功率分别为2.0 kW、1.6 kW、1.3 kW,脉宽为2.5 ms。

表2 不同工艺参数封焊及气密性结果
从表2 中可以看出,激光功率、频率、速度和离焦量等工艺参数均影响封焊气密性。对比发现2 号产品的气密性最高,各工艺参数匹配较优,因此对于硅铝合金封焊采用2 号产品对应的工艺参数可以保证高气密性,其焊缝形状如图7 所示,焊缝结构致密均匀,焊缝间覆盖率较优,熔深大,无气孔、裂纹和烧蚀等缺陷。

图7 硅铝合金焊缝形状
3.6 可靠性测试
对封焊的5 只外壳进行可靠性试验,试验项目分别为温度循环、扫频振动和机械冲击,测试方法均按照GJB-548B 2005 相关规定进行[14]。温度循环用来测试焊缝在极端冷热情况下膨胀系数的变化对封焊质量的影响;扫频振动用来测试在规定频率范围内振动对封焊强度的影响;机械冲击用来测试突然受力或运动状态改变而产生力的作用对封焊效果的影响。试验过程中按照温度循环、扫频振动和机械冲击的顺序进行测试,其中温度循环按方法1010 试验条件B 进行100 次;扫频振动按方法2007 试验条件C 进行;机械冲击按方法2002 试验条件B 进行,持续时间1.5ms。
试验测试后,在显微镜下观察5 只外壳的焊缝外观,发现盖板均没有脱落,焊缝处均无裂纹产生,与可靠性测试前的状态并无区别,因此试验中封焊的5 只外壳在机械和热冲击作用下的可靠性较高,符合要求。
4 结论
针对激光封焊过程,从能量守恒和电子跃迁角度出发,研究了激光封焊中激光波形、功率、脉宽、离焦量、焊接速度与频率等工艺参数对封焊效果的影响。其中采用预热-焊接-热处理阶梯式波形可以增加外壳对能量的吸收,增加熔深,热处理过程采用3 段降温,明显改善了焊缝质量,焊缝致密均匀,鱼鳞状外观一致性优良。此外,通过控制速度和频率使得覆盖率在75%~80%,盖板厚度小于1 mm 采用正离焦(0.2~0.4 mm)、盖板厚度大于1 mm 采用负离焦(0.3~0.5 mm)进行封焊,可以达到气密性以及机械和热力学可靠性要求。后期将探讨各工艺参数变化对焊缝处合金的相变、晶粒细化、蠕变、位错移动等微观变化的影响。
