HTCC 生产线智能化建设解决方案*
2022-07-06郭婷婷王元仕陈振亚
郭婷婷,李 伟,王元仕,陈振亚
(1.中国电子科技集团公司第二研究所,山西 太原 030024;2.中北大学,山西 太原 030051)
随着集成电路向高集成度和高频化的发展,电子元器件趋向短小轻薄、高性能化。陶瓷封装基于其低密度、耐湿、耐热冲击、高气密性,广泛应用于集成电路的封装[1]。与低温共烧陶瓷(Low Temperature Co-fired Ceramic,LTCC) 相比,高温共烧陶瓷(High Temperature Co-fired Ceramic,HTCC) 机械强度更高、散热系数更好、化学性能更稳定,且材料来源广、成本低、布线密度高、损耗低,因而被广泛应用于微电子集成电路等领域[2]。
Yole 报告预测,2019—2025 年期间,先进封装市场规模将会以8%的年复合增长率持续增长,到2025 年先进封装市场规模将会达到440 亿美元,其中系统集成封壳市场规模将突破1 000 亿元人民币。受益于下游光通信、无线通信、工业激光、消费电子等众多行业的巨大市场需求,电子陶瓷行业市场规模不断扩大[3]。2014—2021 年,中国电子陶瓷行业市场规模从346.6 亿元快速增长至866.1 亿元,年复合增长率达13.7%。随着5G 通信技术革新,电子元器件、智能装备等行业的需求增加,中国电子陶瓷行业将继续保持上涨势头,预计到2023 年,中国电子陶瓷行业市场规模将会达到1 145.4 亿元。
国内主要HTCC 厂商有中国电子科技集团公司第十三研究所、中国电子科技集团公司第五十五研究所、株洲宏达电子股份有限公司、河北鼎瓷电子科技有限公司、江苏省宜兴电子器件总厂有限公司等73 家,其中中国电子科技集团公司第十三研究所和中国电子科技集团公司第十四研究所已开始对智能生产线进行探索,预计在“十四五”期间,国内微电子共烧陶瓷器件智能化车间的新建和改造需求旺盛,市场潜力巨大。因此,以该项目为契机,建设一条具有市场推广意义的共烧陶瓷器件智能生产线非常有必要。
1 HTCC 生产线智能化建设的总体技术方案
HTCC 生产线智能化建设内容按层次主要分为三大部分,分别是设备层改造、数据采集与控制系统层、数字化生产运营管理系统层。具体的HTCC生产线智能化建设的总体技术方案见图1。
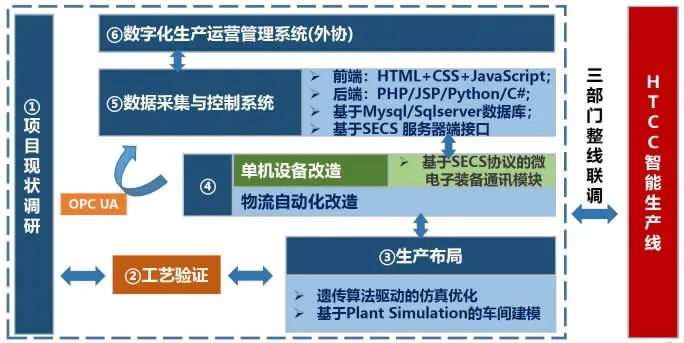
图1 HTCC 生产线智能化建设的总体技术方案
1) 设备层改造。主要通过车间现状调研,结合生产工艺,对生产线的产能进行仿真,通过增减设备数量和生产节拍优化,确保产能最大化;同时针对设备层进行自动化改造,包含单机线和物流线两方面的自动化改造,为HTCC 生产线智能化建设提供基础。
2) 数据采集与控制系统层。构建数据采集与控制系统,开发覆盖对象链接与嵌入的过程控制(OLE for Process Control,OPC)、基于网络的模块化组件(Web Service)、Secs/Gem 等协议的数据交互系统,构建数据字典以实现与设备层各类设备的数据交互,为上层系统的生产运营提供沟通桥梁。
3) 数字化生产运营管理系统层。开发数字化生产运营管理系统,对车间的生产过程进行管控,或与上层企业资源计划(Enterprise Resource Planning,ERP) 系统集成,对车间的生产计划进行工单排产、工艺管理、物料管理、任务跟踪、过程控制、质量管理等,通过数字化看板及报表为管理层领导提供决策信息,实现车间的可视化和数字化。
2 HTCC 生产线智能化建设的实施方案
2.1 设备层改造
对设备层的改造主要考虑3 个方面的要求:一是自动化生产线对产品各层不同生产工艺的兼容性;二是各设备间的衔接;三是各设备间的节拍匹配。
根据以上3 个方面的要求,可将自动化解决方案表述为图2。在HTCC 生产线智能化建设中,设备层改造的自动化建设主要考虑以下4 类情况:一是仓储类需求通过建设智能立库或线边库进行自动化生产线匹配;二是工艺类设备在建设自动化生产线时需实现自动上下料,完成与传输设备的对接;三是传输设备一般根据自动化生产线的实施场地进行设计,在形式固定且场地允许的条件下,一般采用自动传输线和缓存机构相结合的直连传输形式,场地有特殊要求的采用自主移动机器人(Autonomous Mobile Robot,AMR)、自动导引车(Automated Guided Vehicle,AGV) 等柔性传输方式,与设备间的上下料传输一般采用自动上下料模块或者采用多轴机器人进行辅助;四是与上层系统进行信息流传输的信息化设备诸如射频识别(Radio Frequency Identification,RFID)、读码器、掌上电脑(Personal Digital Assistant,PDA) 等通过安装在传输线或与固定人工位配套的形式,完成与上层系统的交互。
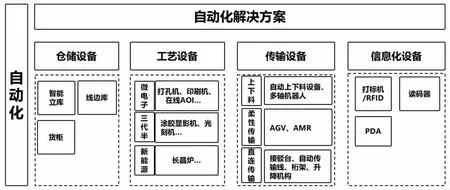
图2 HTCC 生产线智能化建设中的自动化解决方案
本条生产线因生产工艺明确、物料传输形式统一,故采用传输线直连传输形式进行设备间的串线。各设备和不同生产工艺区之间通过增设缓存栈和缓存库的形式来实现节拍调节。
通过对车间现状及HTCC 产品的生产工艺进行调研,获取产品的生产工序及其对应生产节拍,作为产能仿真初始条件。具体的HTCC 产品生产工序及节拍见表1。
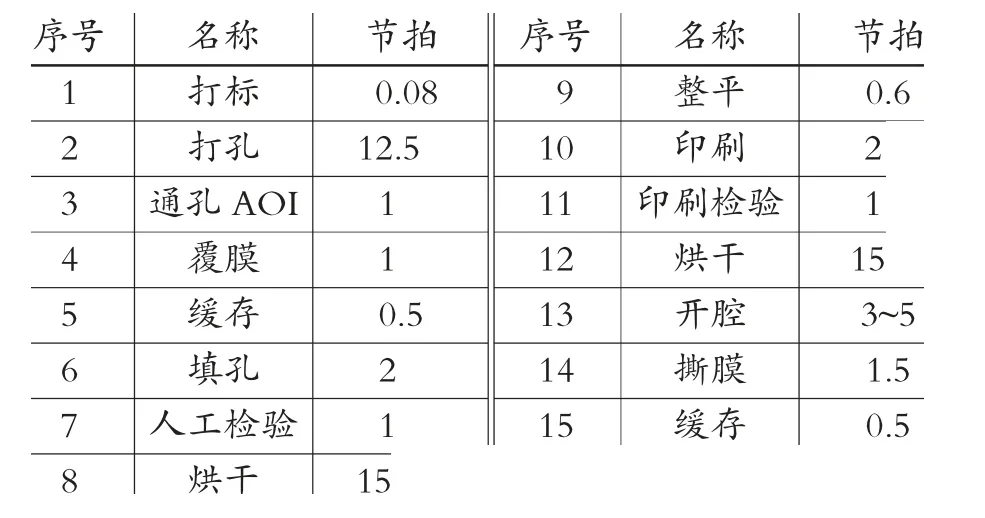
表1 HTCC 产品生产工序及节拍表(min/片)
通过Plant Simulation 仿真软件对生产线进行整体建模,基于遗传算法对各生产工序及其对应生产节拍进行优化排序,从而实现对车间布局的规划及仿真验证。通过仿真结果可知,打孔机是整条生产线生产的薄弱环节,打孔机满产才能使整条生产线产能最大化。因此以打孔机满产作为整条生产线最优产能的评价指标,得到HTCC 生产线在最优产能下的自动化方案硬件主要设备清单,见表2。
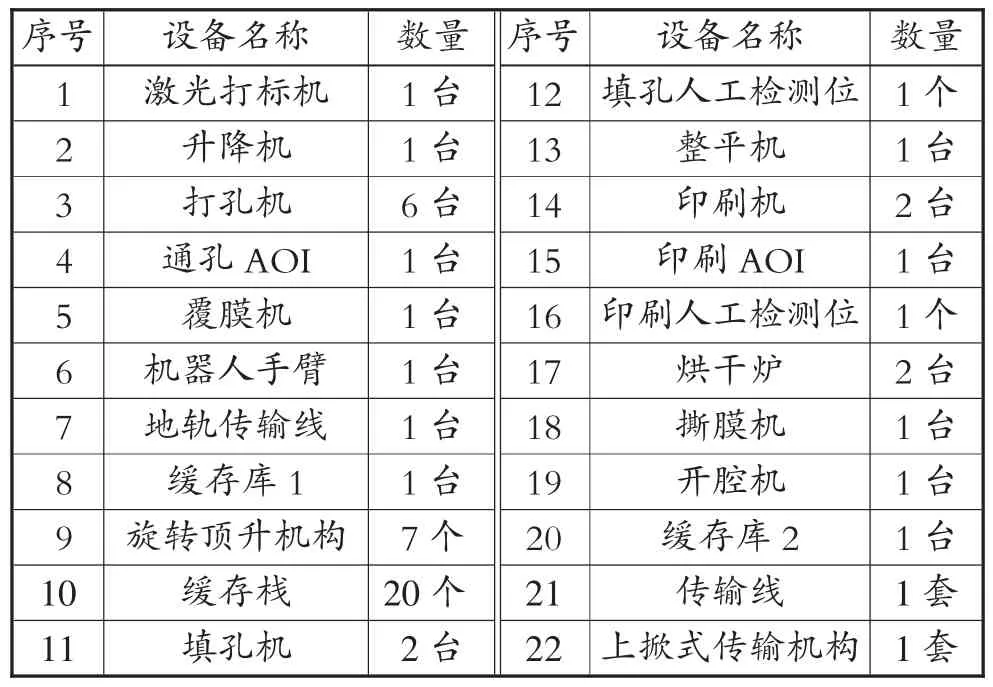
表2 HTCC 生产线自动化方案硬件主要设备清单
结合表2 对车间自动化生产线进行设计,最终的车间布局见图3。
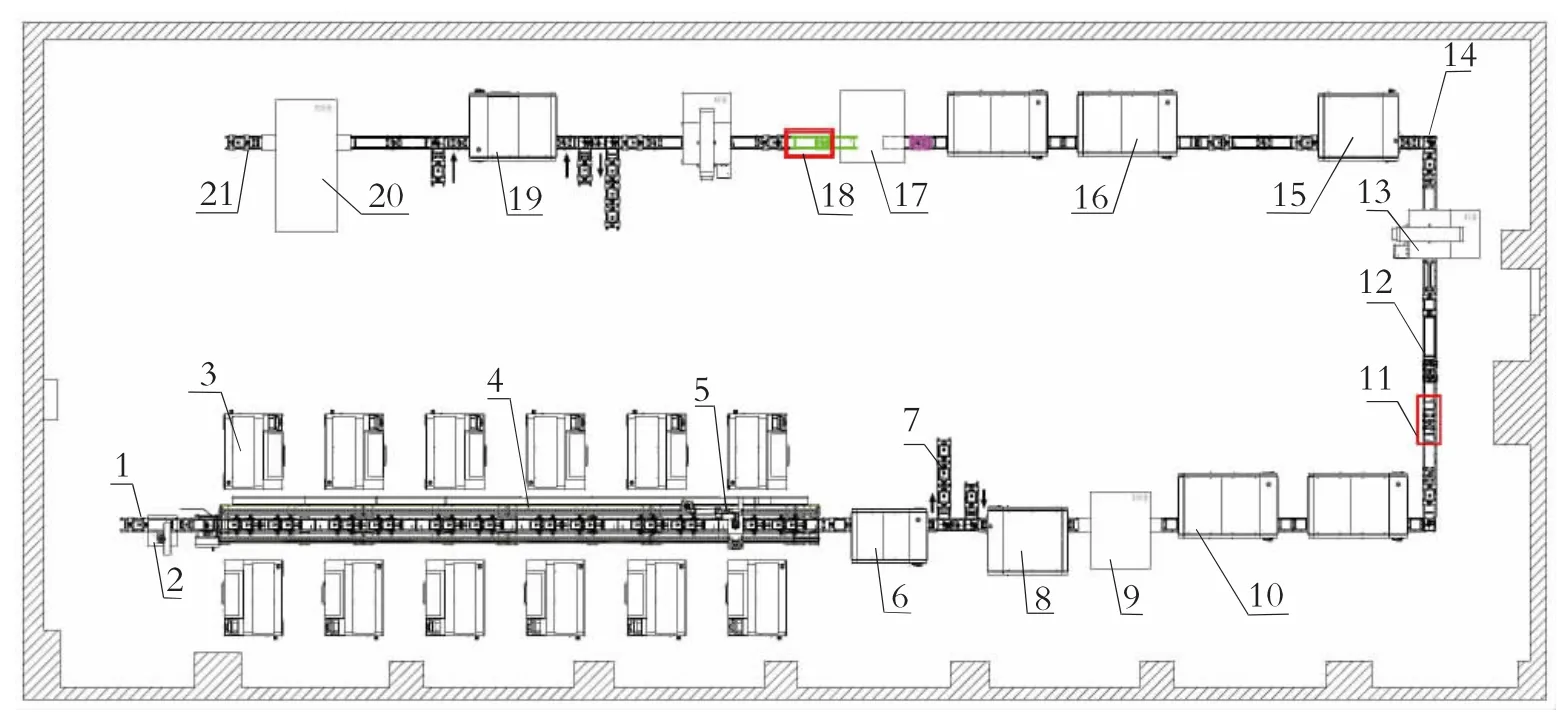
图3 车间布局图
2.2 数据采集与控制系统层
由于底层设备采用的硬件不同,有可编程逻辑控制器(Programmable Logic Controller,PLC)、工控机(Industrial Personal Computer,IPC) 等各种形式及不同品牌,因而数据采集与控制系统的关键是解决多元异构数据采集与处理。通过开发不同的软件模块和接口,实现对不同类型设备按照不同协议的数据采集与控制。主要数据模块应包含设备工艺数据模块、信息报警模块、生产数据管理模块等功能[4]。具体的数据采集与控制系统整体架构见图4。
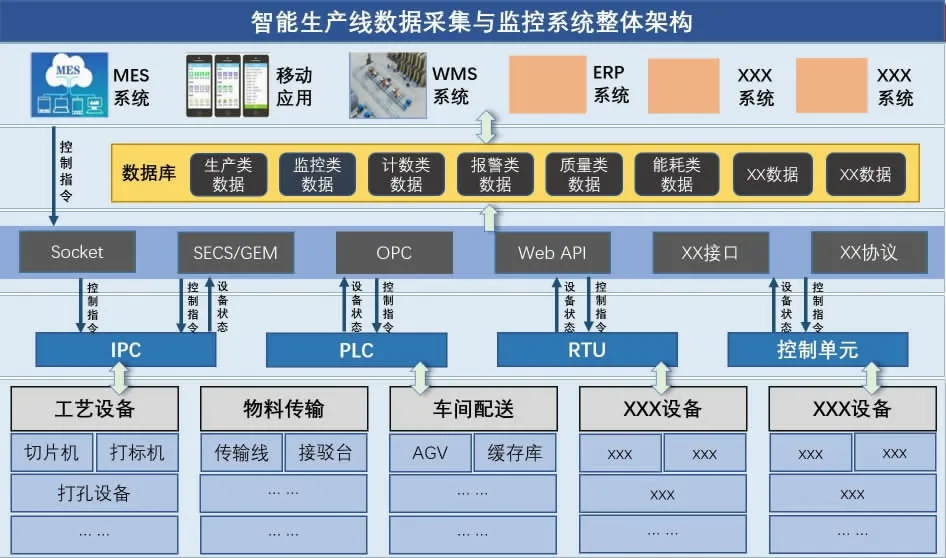
图4 HTCC 生产线智能化建设中的数据采集与控制系统整体架构
2.3 数字化生产运营管理系统层
数字化生产运营管理系统开发时的关键是实现功能模块化及角色权限组件化,使得用户能根据需求对模块进行灵活配置,提高系统在不同应用场景下的可复用性。具体的数字化生产运营管理系统整体架构见第56页图5。

图5 HTCC 生产线智能化建设中的数字化生产运营管理系统整体架构
通过对生产、工艺、报警等不同类别的数据进行统计分析,可实现对产品的质量管控、故障预测或远程维护,提升设备综合效率、稳定性。结合看板管理,可第一时间对所有设备的状态和调度需求进行展示,同时可对生产信息及设备综合效率(Overall Equipment Effectiveness,OEE) 相关数据进行展示。
3 结束语
从经济效益来讲,通过HTCC 生产线智能化建设,提升了生产效率,生产线产能得到释放,销售收入和利润增幅明显;且生产线操作人员从16 人减少至6 人,节省了人工成本;通过信息化管控和全流程工艺追溯及大数据统计分析,减少了对工艺人员的经验依赖,提升产品的良品率。
从社会效益来讲,有助于实现HTCC 器件的产业化,能带动上下游产业相关企业高质量发展,促进电子信息产业的发展;能推动企业管理层主动进行改革,包括数字化生产运营管理系统与业务的深度融合、数字化的管理能力、提升管理水平和业务流程水平的能力,真正获得高质量的数据,为智能制造提供高质量的基础环境,促进行业管理水平的提升。
