硫酸装置腐蚀风险管理浅谈
2022-07-04李颖
李 颖
(中国石化集团南京化学工业有限公司,江苏南京210048)
腐蚀风险管理是对腐蚀相关故障的可能性及其可能导致的后果进行控制,减小腐蚀发生的概率和后果,包括正确的选材、通过工艺操作及设立参数限值对工艺过程进行控制、对风险较高的部位加强监测等过程。对事故的分析、安全教育是腐蚀风险管理方法的必要组成部分,腐蚀风险控制技术是腐蚀风险管理的关键。通过腐蚀风险管理,可使装置腐蚀速率在可接受范围内,保证装置运行的可靠性和安全性。
1 硫酸装置腐蚀风险管理简介
硫酸装置腐蚀风险管理主要是在设备全寿命周期内,开展设备腐蚀危害识别、风险评价、风险控制及风险监测,将腐蚀风险控制在可接受的范围内。腐蚀危害识别是指腐蚀机理的识别,综合考虑介质、环境、操作、设备本体等因素引起的腐蚀。腐蚀风险评价是利用基于风险评估的设备检验技术(RBI)、腐蚀分析技术,结合相应的标准,评价每个腐蚀机理发生的可能性和后果,并确定设备各项腐蚀的风险等级,便于后续进行分级管控,从而建立可以减缓或消除腐蚀威胁的方法。腐蚀风险控制是针对不同风险等级分级管理,在不同的风险等级下,采取不同的响应措施,需要考虑安全与效益的平衡,在保证安全的同时,达到生产效益的最大化。腐蚀风险监测是在风险控制阶段确定需要控制的各项参数指标后,在腐蚀监测阶段实施定期监测和检验,从而控制腐蚀风险。
2 硫酸装置的腐蚀风险管理特点
硫酸装置的大部分设备管道不属于压力设备,不属于国家法定检验的范畴。现有的文献资料对硫酸装置进行RBI检验方面的研究较少,通过实践发现,利用RBI软件对硫酸装置进行风险识别存在一定的误差。一方面,RBI软件内置的逻辑主要针对压力容器管道进行风险识别,而硫酸装置大部分设备管道为常压甚至负压操作,会导致软件识别出的失效后果对硫酸装置不适用;另一方面,硫酸装置的部分设备带有耐酸衬里,软件计算的腐蚀速率如果是针对基材的腐蚀会导致计算出的腐蚀速率值比正常情况偏大,造成失效可能性偏高,与实际运行状况不符。
对于腐蚀风险的识别除了可参考RBI风险分级结论以外,还可通过定性的方法获得。某厂的腐蚀风险定级方法见表1。

表1 某厂腐蚀风险矩阵
表1中,腐蚀风险等级=腐蚀失效后果×腐蚀失效可能性,腐蚀失效后果的分析需综合考虑腐蚀事件本身对安全性、环境以及经济造成的影响,腐蚀失效可能性与腐蚀事件发生的概率有关。用于分析的基础数据统计值越多,分析的结论可靠性越大;运行年份越长的装置,利用腐蚀风险控制技术得出的结论就越精确。硫酸装置作为运行历史较长的装置,适合采用该方法进行风险分析。
3 硫酸装置的风险管理要求
3.1 数据的完整性
数据的完整性是腐蚀控制文件编制的基础,腐蚀控制文件的制定需要装置大量历史数据的收集和积累,如基础设计资料、运行过程资料、装置维护维修资料、管理资料等。此外,数据的准确性也非常重要。
3.2 装置人员自身经验
对于硫酸装置,由于设计年限较久,存在装置原始的设计资料不齐全,生产过程出现的故障未记录的情况,此时装置人员的生产经验尤为重要,将经验进行收集、总结,形成文件,是腐蚀控制非常重要的一个步骤。
3.3 变更管理
变更管理是对变更实施过程中产生的风险建立和实施风险控制措施。腐蚀控制管理中,针对变更管理不仅要关注其风险,更重要的是要关注发生变更的原因。例如,一条管线的材质从碳钢升级为不锈钢,属于材质变更,但是为何要进行材质升级,需要分析发生该变更的原因是材质不符合设计标准的要求,还是某些工艺指标达不到设计要求导致该管线腐蚀速率失控,通过分析其变更的原因,会很清楚地了解这条管线的历史背景,进而分析是否还有其他类似的管线也存在该问题,判断相应的腐蚀风险是否会增大。通过对变更的深层次原因进行分析,可以很好地掌握装置的风险点,从而达到预防性维护的目的。
3.4 技术方案培训
腐蚀控制文件中包含了各专业与装置腐蚀问题的关联性,实施人员必须很好地理解腐蚀控制文件的制定逻辑、腐蚀控制方法等内容,真正把腐蚀控制文件运用到日常的管理中。提高技术人员的腐蚀管理水平,需要在腐蚀控制文件制定和实施过程中,做好人员的技能水平和知识的评估,有针对性地提供阶段性培训并验证培训效果。
3.5 专家经验
虽然腐蚀控制文件的制定方法有标准可参考,但要创建一套详细的高质量装置腐蚀控制文件需要一支有丰富防腐经验的团队,包含设备、工艺、操作、检验、腐蚀、材料等各方面的人员,人员之间相互合作,共同完成装置腐蚀风险控制文件的制定。
3.6 腐蚀风险控制标准流程
腐蚀风险控制要与变更管理、检查和周转计划、过程危险分析等要素相互融合才能体现其价值。工艺、材料等的变更会影响腐蚀控制文件中的风险结论,因此,腐蚀控制文件是动态并持续更新的。此外,每个企业有各自的管理特点,完全照搬已有标准存在问题,因此腐蚀风险控制标准流程需要结合标准从实践中不断摸索形成。
4 硫酸装置腐蚀控制方法
腐蚀控制方法一般包括选材优化、工艺防腐、腐蚀监检测等,最终通过腐蚀控制操作窗口实现各项控制方法的日常管理。某厂硫酸装置2005年投产,主要包含液硫储存、液硫焚烧、接触转化、干燥吸收以及硫酸储存5个单元。从腐蚀分析来看,主要的腐蚀有:转化器一段出口管线的高温硫化和氧化腐蚀;余热锅炉、转化系统以及换热系统的露点腐蚀;转化单元、干燥吸收单元和硫酸储存单元的硫酸腐蚀;高温带衬里设备如焚硫炉、余热锅炉管程入口端、转化器及相关管线的耐火衬里退化等[1]。
要分析上述腐蚀对装置中各设备带来的风险情况,除了依据表1进行腐蚀失效可能性和失效后果的判断,还需要结合理论进行计算。例如据不同材料在硫酸作用下的腐蚀速率[2],通过理论计算,并结合实际的测厚数据,可以综合判断该种材料的失效可能性。硫酸装置的露点腐蚀计算需要综合考虑工艺运行参数、工艺介质含量的影响,计算露点与工艺参数之间的关联,通过控制参数来控制露点腐蚀的风险[3]。
通过将相同材质、相同腐蚀机理及相似操作条件下的设备管线进行回路划分,将硫酸装置划分为16个腐蚀回路,表2和表3分别是硫酸装置硫化氢焚烧单元腐蚀回路风险分级方法、指标控制窗口和风险等级之间的关联及其响应措施。当指标发生超标时,针对不同腐蚀风险等级下的指标,控制窗口会发出不同的报警要求,如中等风险对应的指标采用警示的报警状态,其他风险等级采用提醒或报警表明不同的响应级别,在保证装置生产效率的同时,达到腐蚀控制的目的。
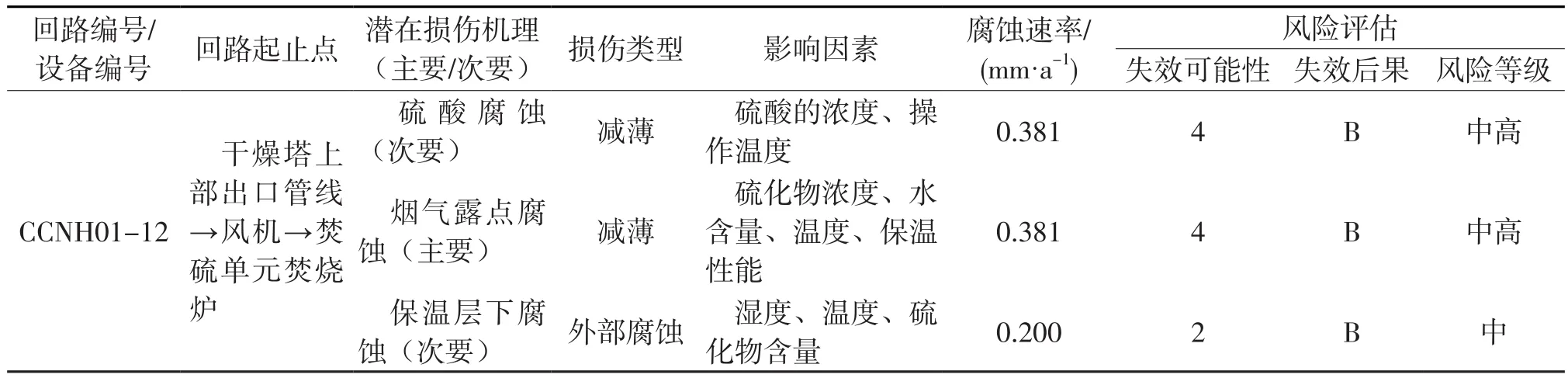
表2 硫酸装置硫化氢焚烧单元腐蚀回路指标的风险评价

表3 硫酸装置硫化氢焚烧单元腐蚀回路指标的腐蚀控制操作窗口
5 结语
硫酸装置腐蚀控制主要通过腐蚀机理识别、风险评估、腐蚀控制操作窗口以及配合腐蚀监检测手段的流程来实现。制定详细的日常防腐管理策略对装置的安全运行至关重要,腐蚀控制文件与现场的实际情况会存在偏差,需要在装置运行过程中不断循环改进,特别是当装置发生重大变更或发生超过风险承受水平的故障时,需要重新修订腐蚀控制文件,保证装置的安全稳定运行。
