镀铬氢脆测试失效对起落架电镀件氢脆影响性分析
2022-07-03吴华波张培华
吴华波 张培华
摘要:通过对飞机起落架电镀铬的高强钢零件和氢脆持久拉伸试棒中氢含量的测定,用零件制作的拉伸试样分别进行室温标准和慢拉伸测试其力学性能,并对断口截面进行微观分析,以研究按照标准电镀铬工艺规范的相关要求镀铬的飞机起落架高强钢零件在镀铬氢脆测试试验失效后是否有氢脆失效的趋势。试验结果表明,经过二次镀铬且氢脆测试试验失效的零件表层(镀铬层和部分表层基体金属)以及基体金属内的氢含量相比原厂镀铬零件没有明显变化;测试拉伸试样的各项力学参数没有明显变化;在SEM下观察试样断口呈现韧窝形态,失效为韧性断裂。
关键词:高强钢;电镀铬;氢脆;失效
Keywords:high strength steel;chrome plating;hydrogen embrittlement;failure
0 引言
随着航空行业对节能环保要求的提高,许多新型航空材料如镁铝合金、钛合金、复合材料等在大中型民航客机上得到广泛应用,但在起落架零件方面,目前除了钢铁类材料还没有其他材料能完全满足中大型民航客机的起飞着陆要求。飞机起落架大多选用高强度钢(300M、4340等)制造,高强钢降低了飞机的起飞着陆重量[1],能够达到节省燃油的目的,但金属材料的特性是强度越高脆性越大,导致韧性下降,抗氢脆性能力差[2],后续经过电镀等表面处理后出现氢脆失效的风险性较高。因此,对于这类高强度合金钢,在表面处理过程中除需达到相应的防护性能外,还必须考虑到氢脆性影响。
目前,电镀铬是民航客机起落架零件应用较常见的表面强化方法[3],电镀铬作为功能性镀层,既能提高基体金属的耐磨性又能增加抗腐蚀性能。镀铬溶液的主要成分为铬酸酐,并添加了重量比为1%的硫酸,溶液成分呈强酸性,钢铁零件在强酸性溶液中极易吸附氢原子而渗入零件基体。镀铬工艺中要求阴极电流密度较大,一般大于30/dm2,但阴极电流效率较低,仅有10%~16%,绝大部分电流用于副反应:
另外一小部分氢原子则沿着晶界深入基体金属,在位错、空穴或应力部位存留并积聚[1]。
实际生产中,一部分OEM厂家要求对镀铬工艺执行初始氢脆测试评估,后续在生产工艺及相关溶液未发生变化时不需要再执行相关测试;一部分OEM厂家要求对镀铬工艺执行周期氢脆测试评估。测试通常按照ASTM F519《镀/涂层工艺和使用环境的机械氢脆评估标准试验方法》进行。
某批起落架零件经过一个寿命周期使用后进行了大修,材料为300M高强钢。在镀铬生产线工艺控制周期性氢脆拉伸测试过程中出现了一次氢脆测试失效。电镀铬作为特种工艺,失效原因查找困难,故障现象复现性不佳。本文针对此问题,通过测试分析二次电镀铬处理的高强钢的氢含量以及断口微观形貌,研究按照标准电镀铬工艺规范要求进行的二次镀铬对高强钢氢脆性的影响,为实际生产中零件受氢脆影响的判定提供参考和指导。
1 实验过程
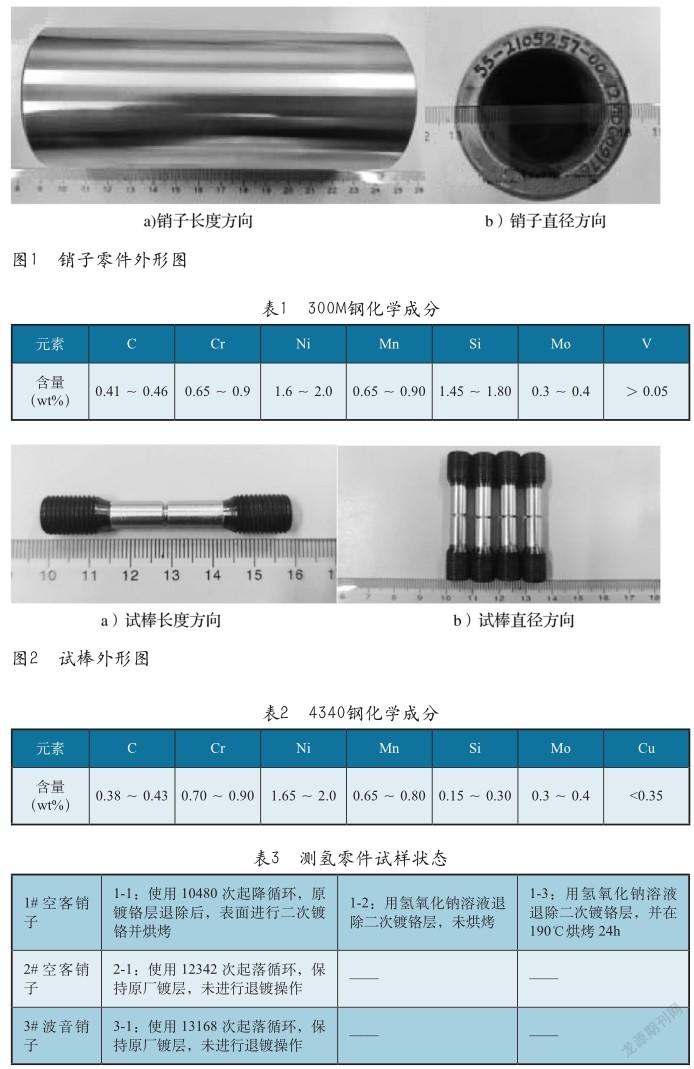
实验使用的零件为销子,件号55-2105257-00。实验材料为300M低合金高强钢,强度>1800MPa(263ksi)。零件外形及原材料化学成分(质量百分数)如图1和表1所示。
标准氢脆持久拉伸试棒为符合ASTM F 519规范的1a1型试棒,材料为4340钢,强度为260~280ksi(1780~1915MPa)。试棒外形及原材料化学成分(质量百分数)如图2和表2所示。
实验中采用的标准电镀规范为赛峰起落架集团的SPM PCS2110《高强钢镀铬》。电镀流程为:吹砂(100目氧化铝)→流水洗→化学除油(SUPER BEE300 LF)→流水洗→酸蚀(硫酸-氢氟酸)→流水洗→镀铬(零件镀层厚度200~300μm,1a1型氢脆持久拉伸试棒镀层厚度80~100μm)→流水洗→除氢(电镀后10h内进行,190℃,18h以上)。
1.1 不同零件和试样间以及同零件不同状态下氢含量
1.1.1零件氢含量测定
选用空客公司2个相同件号的销子零件和波音公司1个相同材料和强度的零件分别进行表层含铬镀层和不含镀层以及基体金属的氢含量的测定并进行对比,零件状态如表3所示。
试样制备方法:
1)表层试样:在销子外表面取规格为2mm×5mm×65mm长条状样,包含镀铬层和部分基体材料;
2)基体试样:以銷子表面为起点(不含镀铬层)向内取样,规格为φ5×50mm的圆柱形,仅包含基体金属。
1.1.2标准氢脆持久拉伸试棒(1a1型)氢含量测定
在一组成功通过氢脆持久拉伸测试试验的试棒中选取2支,以及在一组试验失效的试棒中选取2支,分别进行基体和表层氢含量测定。
试样制备方法:
1)表层试样:在1a1型试棒表层取规格为内径φ3mm、外径φ6.5mm、长19mm的圆环,每支取2个,共计8个,试样包含镀铬层和基体金属;
2)基体试样:试样规格为φ3×24mm的圆柱,每支取1个,共计4个,试样仅包含基体金属。
1.2 镀铬件力学拉伸测试
1.2.1拉伸方法
拉伸方法参照GB/T 228.1-2010《金属材料拉伸试验第1部分:室温试验方法》,测定镀铬件的抗拉强度、屈服极限、延伸率以及断面收缩率等机械性能指标。拉伸时采用室温正常和慢拉伸两种方法,并对测试结果进行比对,正常拉伸速率为0.5mm/min,慢拉伸速率为0.01mm/min。
1.2.2拉伸试样制备
在经过二次镀铬且氢脆测试试验失效的销子零件上,制取标距段为直径φ5mm的圆柱作为拉伸试样,确保试样拉伸受力方向与其轧制方向相同。
1.3 拉伸断口分析
根据GB/T 6842-1993《扫描电子显微镜试验方法》,在扫描电镜下对1a1氢脆持久拉伸试棒的断口以及用零件制成的室温拉伸和慢拉伸试样的断口进行观察,对断口进行分析。
2 试验结果及讨论
2.1 金属中氢含量分析
2.1.1零件中氢含量
零件中氢含量分析结果如表4所示。
从表4可以看出:
1)零件外表面的氢含量明显高于金属基体内的氢含量;
2)原厂未退镀的零件与二次镀铬的零件基体氢含量相当,无明显差别;
3)原厂未退镀的零件较二次镀铬的零件外表面氢含量更高,约为1.3~1.5倍;
4)二次镀铬的零件与退除镀层未烘烤和退除镀层后烘烤的外表面氢含量无明显变化。
二次镀铬的零件其基体金属内部和外表面氢含量较原厂零件均未增加,零件中的氢原子主要集中在镀层与基体金属的界面以下,且在基体金属的表层。
2.1.2标准氢脆持久拉伸试棒(1a1型)中氢含量
氢脆持久拉伸试棒中氢含量分析结果如表5所示。
从表5可以看出:
1)持久试验时间短的试棒较拉伸成功试棒的基体氢含量有增加的趋势,但变化不明显;
2)持久试验时间短的试棒较拉伸成功试棒的外表面氢含量高,约为1.5倍。
2.2 镀铬件试样室温正常拉伸和慢拉伸结果
镀铬件拉伸试样力学性能对比如表6所示。
从表6可以看出:
1)二次镀铬零件正常拉伸和慢拉伸的抗拉强度均达到了原材料的标称值;
2)慢拉伸试样的延伸率和断面收缩率稍低于正常速率的拉伸试样,但未见明显变化。
2.3 断口微观形貌分析
2.3.1标准氢脆持久拉伸试棒(1a1型)断口SEM形貌
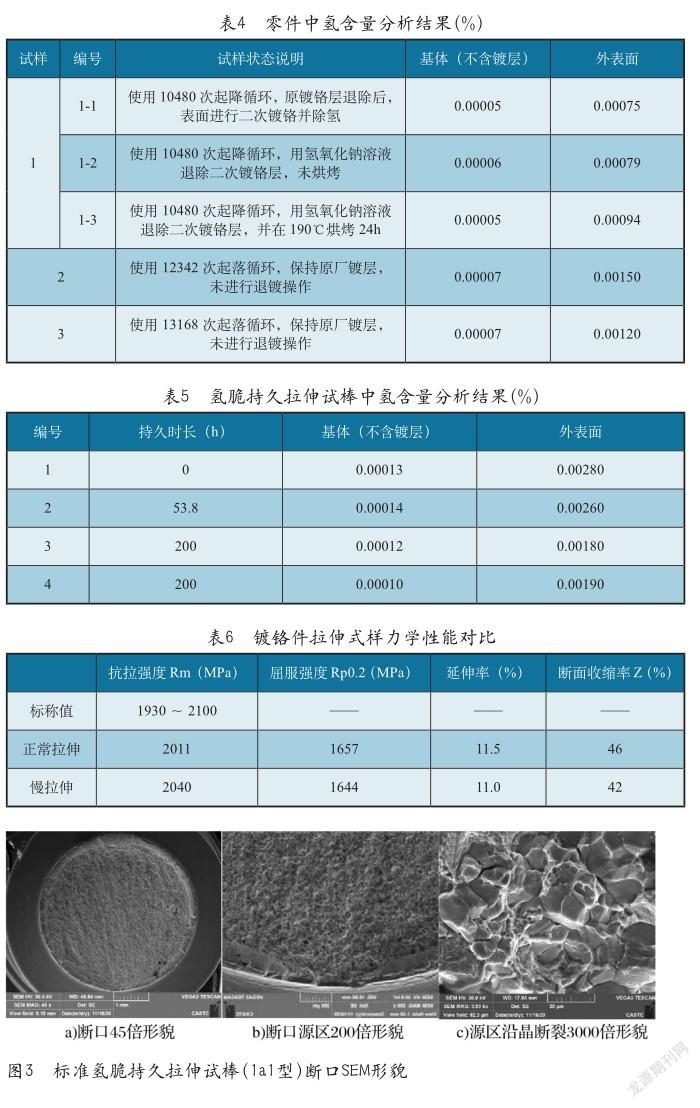
试棒断口SEM低倍形貌如图3a)所示,图中断口在六点钟方向的断口边缘无剪切唇,断裂棱线汇聚于断口的无剪切唇区附近,无剪切唇区表面附近为断口裂纹源,裂纹源為线状源,但裂纹源的周向尺寸较小。放大观察,源区附近为沿晶断裂区,如图3b)所示。高倍观察沿晶区较干净,无明显腐蚀现象,有的晶界面上可见鸡爪痕,有的晶界面上可见发育不全的细小韧窝,有的晶粒之间有较宽的裂缝,如图3c)所示。沿晶区以外的断口为准解理+穿晶韧窝+少量沿晶断裂。
2.3.2零件制作的拉伸试样断口SEM形貌
室温正常拉伸试样断口SEM形貌如图4b)、图4c)所示,断口整体呈韧窝形态,慢拉伸断口整体呈现韧窝形态,局部可见准解理台阶(见图4e)、图4f)),两种拉伸方式均未发生脆性沿晶断裂。
3 结论
1)该批次按照标准电镀铬规范进行二次电镀的零件未发现明显的氢脆倾向,可以正常放行装机使用;
2)电镀铬后,氢原子主要集中在零件镀层与基体金属交界面和基体金属浅表层之间;
3)在严格按照标准电镀工艺规范要求执行操作且电镀过程未发生明显变化时,加工的零件不会产生氢脆倾向。

参考文献
[1]商红武,安茂忠,杨培霞.电镀过程中氢脆的产生及其抑制措施[J].电镀与涂饰,2008,27(12):4-7.
[2]贾玉平.铬锰硅钢的氢脆及防防止措施[J].桂航学术研究,1997(1-2):44-48.
[3]邵绪分,胡成江,骆豫蜀,等.电镀铬对300M钢疲劳性能影响研究[J].失效分析与预防,2013,7(4):213-216.
[4]李会录,余竹焕,李颖,等. 高强钢氢脆敏感性和氢致附加应力的相关性[J]. 腐蚀与防护,2009,30(10):678-681.
[5]罗洁,郭正洪,戎咏华. 先进高强钢氢脆的研究进展[J]. 机械工程材料,2015,39(8):1-9.
[6]T Neeraj,R Srinivasan,Ju Li. Hydrogen embrittlement of ferritic steels:Observations on deformation microstructure,nanoscale dimples and failure by nanovoiding [J]. ctaMaterialia,2012(60):5160–5171.
[7] ASTM Subcommittee F07.04. STM F519 - 18 Standard Test Method for Mechanical Hydrogen Embrittlement Evaluation of Plating/Coating Processes and Service Environments [S]. ASTM Committee F07,2018.
[8]全国钢标准化技术委员会. GB/ T 223.82-2018 钢铁氢含量的测定惰性气体熔融-热导或红外法[S].北京:中国国家标准化管理委员会,2018.
[9]全国钢标准化技术委员会. GB/ T 228.1-2010金属材料拉伸试验第1部分:室温试验方法[S].北京:中国国家标准化管理委员会,2010.
[10]上海光学技术研究所. JB/T 6842-1993扫描电子显微镜试验方法[S].上海:中华人民共和国机械工业部,1993.