啤酒瓶瓶口缺陷检测与分拣监控系统设计
2022-07-01王祥傲郭建勇王帅康
王祥傲,郭建勇,王帅康
(滁州学院 机械与电气工程学院,安徽 滁州,239000)
瓶装啤酒在灌装前需要检测瓶口,剔除有缺陷的啤酒瓶,以免缺陷产品流入市场,损害消费者安全并影响生产企业声誉。啤酒生产企业传统的检测方式主要依赖人工质检,由于检测数量大、检测标准不统一,易造成漏检、误检[1-3]。随着市场化、国际化的深入,实力雄厚的跨国酒业公司已经在国内市场广泛布局,传统啤酒生产企业正面临空前激烈的竞争压力[4]。生产环节的低效率不但使企业难以与跨国公司正面竞争,在当前信息快速传播的时代背景下产品自身的瑕疵会被迅速被放大,从而造成不可估量的经济损失和品牌价值危机。
与人工检测方式相比,机器视觉检测方式具有不存在漏检现象、长期运行成本低等优势。将机器视觉检测与PLC运动控制相结合,设计了玻璃啤酒瓶瓶口缺陷检测与分拣系统,并设计了上位机监控软件,使工作人员可以远离噪声较大的检测现场,并可以对检测数据进行报表统计,有助于提高生产效率、降低人工成本,更好地参与市场竞争。
1 啤酒瓶口检测系统的结构
啤酒瓶瓶口检测装置见图1,其主要包括入料传送带、分拣传送带、红外检测传感器、转向器、环形光源和工业相机。检测装置启动后,入料传送带传送待检啤酒瓶,当红外传感器检测到啤酒瓶后,入料传送带停止运行,工业相机采集瓶口图像信息并传输给视觉检测软件。视觉处理结束后,入料传送带启动,若检测结果为“合格”,转向器左转,经出料传送带1将无缺陷啤酒瓶传送至清洗灌装生产环节;若检测结果为“不合格”,转向器右转,经出料传送带2将缺陷啤酒瓶传送至废料处理环节。
监控系统由PLC、以太网交换机、机器视觉单元和上位机组成,见图2。PLC接收上位机发送的控制指令和现场传感器的检测信号,控制物料传送带、转向器和指示灯的工作。当啤酒瓶输送至视觉检测站点时,传感器向PLC发出物料到位信号,PLC向机器视觉单元发送检测指令,工业相机采集瓶口图像并发送给LabVIEW图像处理软件识别瓶口缺陷特征,识别结果以OPC通信方式反馈至PLC。PLC根据视觉检测单元的反馈信号驱动传送带和转向器工作,实现啤酒瓶的筛选。上位机运行采用组态王软件编辑的监控软件,采用TCP协议与PLC实时通信,读取PLC的内存变量从而获取现场检测、分拣数据信息,并以报表形式存储,方便用户实时查询及历史追溯。

图1 瓶口缺陷检测流水线装置示意图Fig.1 Schematic diagram of the bottle mouth defect detection assembly line device

图2 啤酒瓶口检测监控系统架构Fig.2 Architecture of the beer bottle mouth detection and monitoring system
2 监控系统硬件设计
根据系统的设计功能,啤酒瓶口检测系统共有8个数字量输入、11个数字量输出。由于流水线检测运行速度较高,故选用西门子股份公司的S7-200 SMART PLC作为控制器,通过其主机集成的以太网通信口与视觉检测单元和上位机进行数据交互,满足控制的实时性要求,具体型号为CPU SR60,PLC端子接线图见图3。

图3 PLC端子接线图Fig.3 PLC terminal wiring diagram
3 监控系统软件设计
3.1 PLC控制程序设计
PLC作为控制核心,承担着数据传输与现场控制的双重功能。图4所示为PLC程序一个扫描周期的流程图。
运行时先初始化,然后启动入料传送带,将待检啤酒瓶传送到视觉检测站点,PLC向视觉检测相机发出检测指令。检测完毕后,PLC根据检测单元的反馈信息启动入料传送带,将检测后的啤酒瓶输送至转向器并驱动转向器运行,将瓶口检测合格与不合格的啤酒瓶分开。
3.2 瓶口缺陷检测程序设计
采用LabVIEW设计瓶口缺陷检测的图像处理软件。工业相机采集的瓶口图像信息传输至图像处理计算机,经过中值滤波、阈值分割、模板定位、建立系统坐标和屏蔽干扰区域等图像预处理后,根据瓶口图像的缺陷点数量判断当前瓶酒瓶是否为合格品,并将判断结果以OPC通信方式发送至PLC。图5所示为图像处理程序流程图。
3.2.1 中值滤波
中值滤波是一种能有效抑制噪声的非线性信号处理技术,基本原理是把数字图像中某点的像素值用该点的一个邻域中各点的像素中值代替,使周围的像素值接近真实值,从而消除孤立的噪声点,对消除椒盐噪声非常有效。在滤除噪声的同时,中值滤波能够保护信号的边缘,使之不产生模糊[4-5]。

图4 PLC程序流程图Fig.4 Program flow chart of PLC

图5 LabVIEW程序流程图Fig.5 Program flow chart of LabVIEW
由于采集的瓶口图像内外侧黑色背景区域上有一定数量白点,而白色目标图像上存在一定数目的黑点,即存在椒盐噪声,因此,采用中值滤波消除噪声。本设计采用7像素×7像素二维滑动模板进行中值滤波,模板内像素按照像素值进行排序,生成单调上升(或下降)的二维数值序列。二维中值滤波输出为:g(x,y)=med{f(x-k,y-l),(k,l∈W)},f(x,y),g(x,y)分别为原始图像和处理后图像,见图6(a)和6(b)。
3.2.2 阈值分割
相机拍摄的啤酒瓶口图像为8位的灰度值图像,阈值分割把瓶口的8位灰度值图像转为只有1和0的黑白图像,极大地压缩了图像数据量,为后续的特征提取、图像分析与识别提供更优的样本,实现更高的图像处理速度。图6(c)所示为阈值分割后的瓶口图像。
3.2.3 屏蔽干扰区域
经过阈值分割处理的瓶口轮廓足够清晰,但瓶底图像仍然会对瓶口缺陷检测产生干扰,需要将其屏蔽掉。采用基于形状的模板匹配定位算法为瓶口图像建立坐标,以标准瓶口轮廓为基础建立屏蔽区域,最后,将创建的屏蔽区域中心点定位在系统坐标原点,即可屏蔽瓶口图像轮廓以外的噪声。屏蔽干扰区域后的瓶口图像如见图6(d)。

图6 瓶口图像预处理Fig.6 Bottle mouth image preprocessing
3.2.4 缺陷点检测
特征检测即寻找图像之间的特征以建立对应关系。图像中的点是常用的一种特征,点的局部特征叫角点(conrner),角点检测常用的有Harris算法和Shi-Tomasi算法。Harris算法根据协方差矩阵M的2个特征值的组合判断是否为角点。Shi-Tomasi算法是Harris算法的改进,根据较小的特征值是否大于阈值以判断是否为角点,可以方便地输出角点的坐标点,且计算速度更快[6]。
瓶口图像经过预处理后进行缺陷点的检测,采用Shi-Tomasi算法检测瓶口图像中的缺陷点数量进而判断瓶口是否合格。图7和图8分别为无明显缺陷瓶口和破损瓶口的缺陷点检测结果,图中瓶口噪声点为缺陷点的排序,对比检测结果可以看出:无缺陷瓶口的缺陷点数量远少于有缺陷瓶口,从而验证了图像处理算法的合理性。
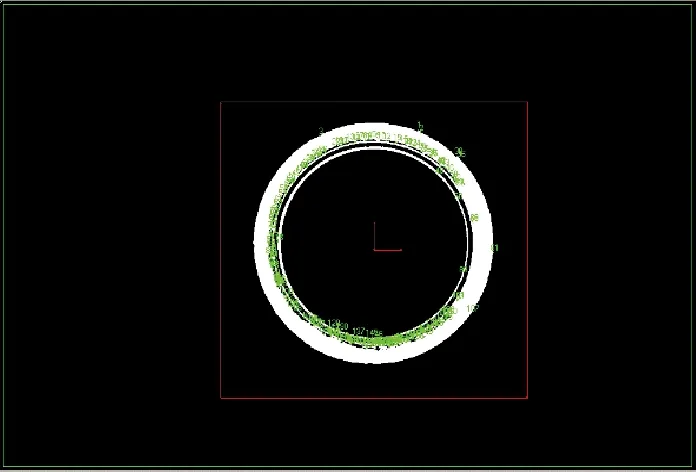
图7 合格啤酒瓶口检测结果Fig.7 Inspection results of qualified beer bottle mouth
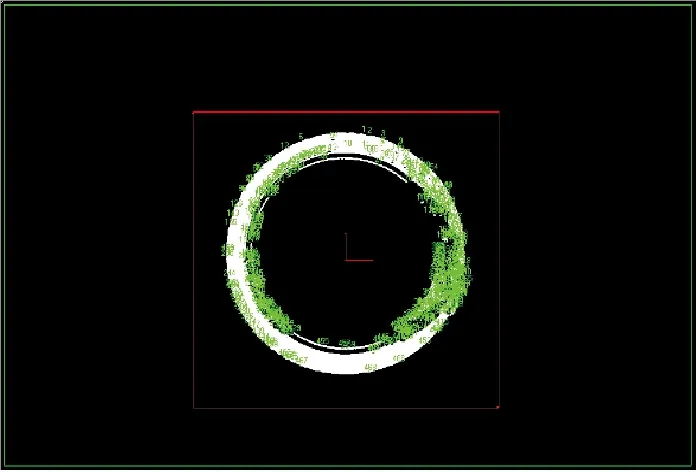
图8 不合格啤酒瓶口检测结果Fig.8 Inspection results of unqualified beer bottle mouth
3.3 OPC服务器建立
采用PC Access SP6软件搭建OPC服务器,将瓶口图像检测信息快速而准确地传输到PLC。图9所示为连接LabVIEW与PLC之间的变量序列,PLC的内存变量V10.1、V10.2通过OPC服务器接收LabVIEW发送的检测结果,从而控制执行机构完成啤酒瓶的分拣。

图9 OPC服务器变量列表Fig.9 OPC server variable list
3.4 监控软件设计
上位机监控软件采用组态王软件编辑。首先,新建名为“SR60”的设备,设备地址为:192.168.0.1∶0,通信方式为TCP。然后,在数据词典中新建与PLC内存变量对应的IO变量。建立变量后设计各监控画面,包括主监控画面、实时报表画面和历史报表查询画面。主监控画面可以监控分拣装置的运行状态并切换至其他界面,实时报表记录当前啤酒瓶口检测的数据,历史报表可以调阅历史数据并打印。
4 监控系统测试
瓶口缺陷检测与分拣监控系统实验装置见图10,包括3台PC机(分别运行图像处理软件、上位机监控软件和分拣流水线3D仿真模型)、工业相机、环形光源、光源控制器、交换机和PLC。
图11所示为主监控画面的运行效果,上位机能够监视现场设备的运行状态、显示检测数量,并可以通过按钮切换至其他画面。

图10 啤酒瓶口检测试验装置Fig.10 The beer bottle mouth detection test device
图12所示为实时报表画面运行效果,报表以列表格式实时记录瓶口检测结果,每检测完一个玻璃瓶形成一条记录,并能够存储和打印报表。

图11 主监控界面运行效果Fig.11 Operation effect of main monitoring interface

图12 实时数据报表运行效果Fig.12 Operation effect of real-time data report
5 总结
生产工艺等因素会导致玻璃啤酒瓶的瓶口产生破损、裂痕等缺陷,需在灌装前将有瓶口缺陷的啤酒瓶剔除。设计了以PLC为核心的缺陷啤酒瓶检测、分拣监控系统,采用机器视觉方式实时检测瓶口图像特征,并将检测结果以OPC通信方式反馈给PLC,PLC控制分拣机构运行,实现缺陷啤酒瓶的分拣。采用组态王设计了上位机监控软件,可以远程控制设备运行,并通过报表存储和查询设备运行状态,有助于历史溯源和改进生产工艺,降低产生缺陷的概率,提高信息化水平和自动化程度。
